PLC以循环扫描的方式工作,从PLC的输入端信号发生变化到PLC输出端对该输入变化做出反应,需要一段时间,这种现象称为PLC输入/输出响应滞后。但是PLC的扫描周期一般为几十毫秒,对于一般的工业设备不会影响系统的响应速度。即使在某个扫描周期干扰侵入并造成输出值错误,由于扫描周期时间远远小于执行器的机电时间常数,因此当它还没有来得及使执行器发生错误的动作,下一个扫描周期正确的输出就会将其纠正,使PLC的可靠性显得更高。......
2025-09-29
利用存储卡进行不同类型的CNC数据输入/输出操作方法如下。
1.加工程序的输入/输出
加工程序的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
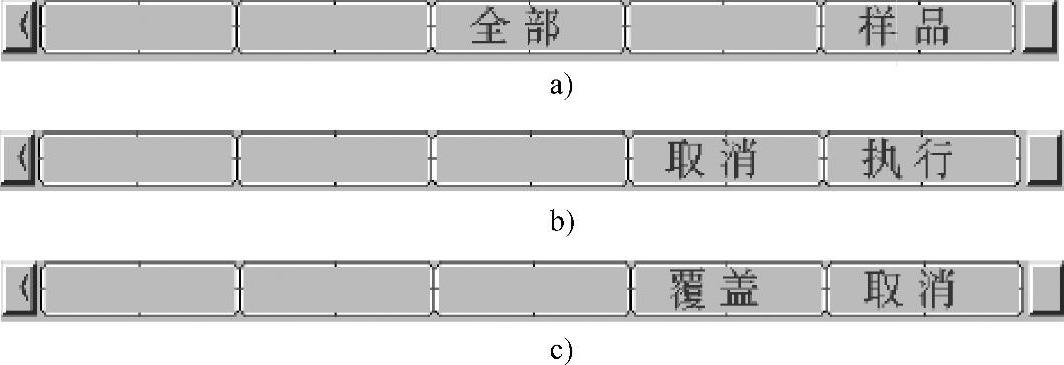
图9.3-5 参数输出的软功能键转换
a)参数输出范围选择 b)参数输出与取消 c)参数覆盖显示
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖程序〗,选择加工程序输入/输出操作。
4)将CNC操作方式置EDIT,并取消存储器保护。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗;或者,用MDI面板输入程序号后,按软功能键〖O设定〗;选定需要输入的加工程序文件。
7)按软功能键〖执行〗,输入加工程序。程序输入时,LCD闪烁显示“输入”提示符,输入完成后消失。程序输入过程中,如按〖取消〗,可以中断程序输入操作。
加工程序的输出操作步骤如下:
1)~4)同程序输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗;或者,用MDI面板输入程序号后,按软功能键〖O设定〗;设定加工程序文件的名称或程序号。如需要输出全部加工程序,则用-9999代替文件名或程序号;输出文件名将被定义为“ALL-PROG.TXT”。
7)按软功能键〖执行〗,输出程序。程序输出时,LCD闪烁显示“输出”提示符,输出完成后消失。程序输出过程中,如按〖取消〗,可以中断程序输出操作。
2.CNC参数输入/输出
CNC参数输入前,必须将CNC参数的写入保护设定为“允许”状态,其操作步骤见9.1.1节。CNC参数的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖参数〗,选择CNC参数输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定CNC参数文件;如果不输入文件名,则CNC自动选择默认的文件名“CNC-PARA.TXT”。
7)按软功能键〖执行〗,输入CNC参数。参数输入时,LCD闪烁显示“输入”提示符,输入完成后消失。参数输入过程中,如按〖取消〗,可以中断输入操作。
8)重新将CNC参数的写入保护恢复到“禁止”状态后,关闭CNC电源,重新启动生效CNC参数。
CNC参数的输出操作步骤如下:
1)~4)同CNC参数输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,设定CNC参数的文件名称;如果不定义文件名,则CNC自动选择默认文件名“CNC-PARA.TXT”。
7)按软功能键〖执行〗,输出CNC参数。参数输出时,LCD闪烁显示“输出”提示符,输出完成后消失。参数输出过程中,如按〖取消〗,可以中断输出操作。
3.刀具补偿数据的输入/输出
刀具补偿数据的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖刀偏〗,选择刀具补偿数据输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定刀具补偿数据文件;如果不输入文件名,则自动选择默认的文件名“TOOLOFST.TXT”。
7)按软功能键〖执行〗,输入刀具补偿数据。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
刀具补偿数据的输出操作步骤如下:
1)~4)同刀具补偿数据输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入刀具补偿数据文件名后,按软功能键〖F名称〗,设定刀具补偿数据文件名称;如果不定义文件名,则CNC自动选择默认文件名“TOOLOFST.TXT”。
7)按软功能键〖执行〗,输出刀具补偿数据。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
4.螺距补偿数据的输入/输出
螺距补偿数据输入前,必须将CNC参数的写入保护设定为“允许”状态,其操作步骤见9.1.1节。螺距补偿数据的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。(https://www.chuimin.cn)
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖螺补〗,选择螺距补偿数据输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定螺距补偿数据文件;如果不输入文件名,则自动选择默认的文件名“PITCH.TXT”。
7)按软功能键〖执行〗,输入螺距补偿数据。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
8)重新将CNC参数的写入保护恢复到“禁止”状态后,关闭CNC电源,重新启动生效CNC参数。
螺距补偿数据的输出操作步骤如下:
1)~4)同螺距补偿数据输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入螺距补偿数据文件名后,按软功能键〖F名称〗,设定螺距补偿数据文件名称;如果不定义文件名,则CNC自动选择默认的文件名“PITCH.TXT”。
7)按软功能键〖执行〗,输出螺距补偿数据。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
5.宏程序变量的输入/输出
宏程序变量的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖宏程序〗,选择宏程序变量输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定宏程序变量文件;如果不输入文件名,则自动选择默认的文件名“MACRO.TXT”。
7)按软功能键〖执行〗,输入宏程序变量。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
宏程序变量的输出操作步骤如下:
1)~4)同宏程序变量输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入宏程序变量文件名后,按软功能键〖F名称〗,设定宏程序变量文件名称;如果不定义文件名,则CNC自动选择默认的文件名“MACRO.TXT”。
7)按软功能键〖执行〗,输出宏程序变量。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
6.工件坐标系偏置的输入/输出
工件坐标系偏置的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖工件坐标系〗,选择工件坐标系偏置输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定工件坐标系偏置文件;如果不输入文件名,则自动选择默认的文件名“EXT_WKZ.TXT”。
7)按软功能键〖执行〗,输入工件坐标系偏置。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
工件坐标系偏置的输出操作步骤如下:
1)~4)同工件坐标系偏置输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入工件坐标系偏置文件名后,按软功能键〖F名称〗,设定工件坐标系偏置文件名称;如果不定义文件名,则CNC自动选择默认的文件名“EXT_WKZ.TXT”。
7)按软功能键〖执行〗,输出工件坐标系偏置。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
7.屏幕截取数据输出
利用屏幕截取(FANUC手册称画面硬拷贝)功能,可将当前的LCD显示页面,BMP格式的图片数据,输出到存储卡上,并利用电脑对其进行显示和编辑。
屏幕截取可以用于所有CNC正常的显示,它与CNC的操作、显示方式无关;但是,引导系统操作页面(BOOT显示)、IPL操作页面、CNC报警页面的截取。此外,当CNC正在执行DNC运行或数据输入/输出操作的显示页面,也不能执行屏幕截取操作。
屏幕截取数据的输出操作步骤如下:
1)选择存储卡接口,并按照存储卡。
2)按MDI面板上的编辑键【SHIFT】并保持5s以上,或将PMC→CNC的接口信号HCREG(G067.7)从状态“0”变成“1”,启动屏幕截取功能。
3)CNC获取屏幕数据,LCD显示静止数秒;数据获取完成后,自动将LCD转换为BMP格式的图片数据,并输出到存储卡上。在屏幕截取功能执行期间,CNC→PMC的接口信号HCEXE(F061.3)成为“1”;截取完成后恢复“0”。
4)在CNC获取屏幕数据期间,按编辑键【CAN】,或将PMC→CNC的接口信号HCABT(G067.6)设定为“1”,可以直接中断屏幕截取功能。屏幕截取功能中断时,CNC→PMC的接口信号HCAB2(F061.2)成为“1”并保持,直到重新启动屏幕截取操作或进行CNC的复位操作。截取中断时,输出到存储卡上的图片文件将不完整。
一个存储卡最多可以保存1000张屏幕截取图片,根据截取次序,图片文件依次以HD-CPY000.BMP~HDCPY999.BMP命名。当存储卡上已经存在同名文件时,LCD将显示报警SR1973;如果存储卡容量不足,LCD将显示报警SR1962。LCD出现报警SR1973和SR1962时,图片数据不能自动保存,此时,需要对存储卡进行文件重新命名或删除操作。
相关文章

PLC以循环扫描的方式工作,从PLC的输入端信号发生变化到PLC输出端对该输入变化做出反应,需要一段时间,这种现象称为PLC输入/输出响应滞后。但是PLC的扫描周期一般为几十毫秒,对于一般的工业设备不会影响系统的响应速度。即使在某个扫描周期干扰侵入并造成输出值错误,由于扫描周期时间远远小于执行器的机电时间常数,因此当它还没有来得及使执行器发生错误的动作,下一个扫描周期正确的输出就会将其纠正,使PLC的可靠性显得更高。......
2025-09-29
输入/输出装置是数控机床与外部设备的接口,包括键盘、显示器或示教器、鼠标和相应串口等,主要负责加工程序的传入和导出、在线编辑、参数的修改和显示等任务。......
2025-09-29

数字量输入模块SM321有四种型号模块可供选择,即直流16点输入、直流32点输入、交流16点输入、交流8点输入模块。图5-3 数字量输入模块SM321端子连接及电气原理图表5-1 数字量输出模块SM322的性能指标......
2025-09-29

S7-300 PLC模拟量输入模块可以直接输入电压、电流、电阻、热电偶等信号,而模拟量输出模块可以输出0~10V、1~5V、-10V~10V、0~20mA、4~20mA等模拟信号。SM331可选四挡积分时间:2.5ms、16.7ms、20ms和100ms,相对应的以位表示的精度为8、12、12和14。SM334模块输入测量范围为0~10V或0~20mA,输出范围为0~10V或0~20mA。......
2025-09-29

7)重复以上步骤5)、6),完成全部程序的输入。2)利用第8章所述的CNC参数设定操作,将图7.3-1所示的CNC设定参数页面上的“顺序号”设定为“1”,生效程序段号自动插入功能。图7.3-2 程序段号的自动生成3.字的编辑加工程序中的程序字可通过插入、替换、删除等操作进行编辑。......
2025-09-29

设定“1”为图9.3-1a上的JD36B;设定“2”为图9.3-1b上的存储卡接口;设定“5”为数据服务器接口(选件);设定“9”为以太网接口。图9.3-1 FS-0iD的数据输入/输出接口a)RS232C接口1、2 b)存储卡接口PRM0101.3:RS232C串行接口1、2输入/输出数据格式选择2。表9.3-1 数据输入/输出操作一览表(续)3.文件名称和格式除了屏幕拷贝数据输出外,其他利用存储卡或RS232C接口输入/输出的CNC数据为文本文件。......
2025-09-29

在上述程序段中,当#1=01、#2=50.0时,程序段就相当于G01 X50.0 Y150.0;如果#1=00、#2=100.0,则相当于G00 X100.0 Y200.0等。例如,利用指令#100=#1000,可以读入来自PMC的开关量输入信号G054.0;利用指令#1100=1,可将PMC的信号F054.0直接置为ON状态等。5)变量采用的是计算机小数点输入方式,即123.000可以直接以123表示。6)在不同地址下,变量可根据CNC的输入格式,自动四舍五入,例如,当X的输入单位为0.001mm时,如#1=123.456789,X#1自动成为X123.457。......
2025-09-29
目前,反映土工合成材料制造技术及性能的专著很少,并存在土工合成材料产品性能与工程性能不统一。在编著过程中,曾得到国际土工合成材料学会中国委员会秘书长、华北水利水电大学研究生部王正宏教授和中国塑料工程学会改性委员会常务理事、清华大学高分子材料研究所博士生导师张增民教授惠予审阅,在此表示深切的谢意。另外,一些国内外厂商提供了最新的资料,在此表示衷心的感谢。周大纲 主编2000年7月......
2025-09-29
相关推荐