
在阳极保护系统中,参比电极就是用来测量被保护金属的电位,并给出信号使电位控制在合适的范围内。表4-22列出了一些阳极保护时常用的参比电极。......
2025-09-29
误操作保护是FS-0iD新增的功能,它可以预防操作者因操作、设定错误而引起的故障,提高系统可靠性。误操作保护包括数据设定保护和程序执行保护两方面内容,其使用方法和操作步骤分别如下。
1.数据设定保护
数据设定保护功能包括如下内容:
1)输入数据范围检查:可以通过对设定数据允许输入范围的设定,防止由于误操作引起的数据超范围输入。输入数据范围检查对刀具补偿值、工件坐标系零点偏移(包括FS-0iTD的Y轴刀偏、工件坐标系偏移)的MDI设定以及G10指令输入有效。当MDI设定输入超过允许范围时,CNC将显示“数据超限”操作出错提示信息,并阻止错误数据的输入;当G10指令输入超过允许范围时,CNC将显示报警“PS0334:输入值超出有效范围”。
2)增量输入再确认:可在操作者选择软功能键〖(操作)〗、用〖+输入〗进行增量数据输入时,显示再确认提示信息,以防止绝对数据被作为增量值输入。例如,当数据设定项原来的值为10.0时,在MDI输入5.0后,按软功能键〖+输入〗,CNC将自动出现再确认提示信息“15.0输入OK?”等。增量输入再确认对刀具补偿值、工件坐标系零点偏移、基本设定数据、CNC参数、螺距误差补偿数据(包括FS-0iTD的Y轴刀偏、工件偏移、卡盘和尾架保护)的MDI设定有效。
3)绝对输入软功能键禁止:可以禁止利用软功能键〖(操作)〗、〖输入〗所进行的绝对数据输入操作,使得绝对数据只能通过MDI面板的编辑键【INPUT】输入,防止增量数据输入软功能键〖+输入〗和绝对数据输入软功能键〖输入〗的混淆。绝对输入禁止对刀具补偿值、工件坐标系零点偏移(包括FS-0iTD的Y轴刀偏、工件偏移)的MDI设定以及G10指令输入有效。
4)程序删除再确认:可以在操作者选择程序删除操作时,显示提示信息“程序是否删除?”,并需要通过再次确认,才能执行程序删除操作。
5)全部数据删除再确认:可以在操作者选择所有数据删除操作时,显示提示信息“将所有数据清除为0吗?”,并需要通过再次确认,才能执行所有数据删除操作。全部数据删除再确认对刀具补偿值(包括FS-0iTD的Y轴刀偏)的删除操作有效。
6)数据更新再确认:可以在操作者利用MDI设定数据后,显示数据更新确认软功能键〖取消〗、〖执行〗,通过〖取消〗可撤销输入,利用〖执行〗可以更新数据。
2.程序执行保护
程序执行保护功能包括如下内容:
1)模态代码更新显示:可以在模态信息显示项中,突出显示被加工程序指令或RESET操作所更新的模态代码,防止误操作。
2)程序段执行检测:如果PMC→CNC的信号STCHK(G0408.0)为“1”,程序自动运行时,可在程序段执行之前,先显示模态代码和剩余移动量,程序段的执行需要按循环启动键才能实现。
3)坐标轴状态显示:可以在显示位置的坐标轴名前,增加轴工作状态标记,这些标记包括:轴撤销“D”、轴互锁“I”、机床锁住“L”、伺服关闭“S”、轴运动中“∗”、镜像加工“M”等。
4)中途启动再确认:可以对光标定位在加工程序中间段的自动运行启动操作,显示提示信息“从程序中间位置开始(开始/复位)”,并通过再确认操作,启动自动运行。防止误操作引起的中间程序段启动。
5)执行数据范围检查:可以检查程序执行时涉及的补偿、偏置值范围,防止数据错误所引起的加工不正确。当程序执行数据超过允许范围时,CNC将显示报警“PS0334:输入值超出有效范围”。执行数据范围检查对刀具补偿值、工件坐标系零点偏移(包括FS-0iTD的Y轴刀偏、工件坐标系偏移)有效。
6)最大增量值检查:可以通过程序指令G91.1 X□□□(或Y、Z等),规定加工程序中的增量指令最大值,当增量值超过最大值时,CNC显示报警“PS0337:超过最大增量值”。如指令G91.1 X0(或Y、Z等),则功能无效。
7)运行时的复位警示:当CNC参数PRM3402.6设定为“0”时,如果在程序自动时进行了复位操作或按了MDI面板上的编辑键【CAN】,模态指令将恢复到程序执行前的状态。如CNC参数PRM10334.0设定为“1”,本功能可在执行以上操作时,使CNC显示图8.3-25所示的操作提示信息“程序段中断导致模式改变”。
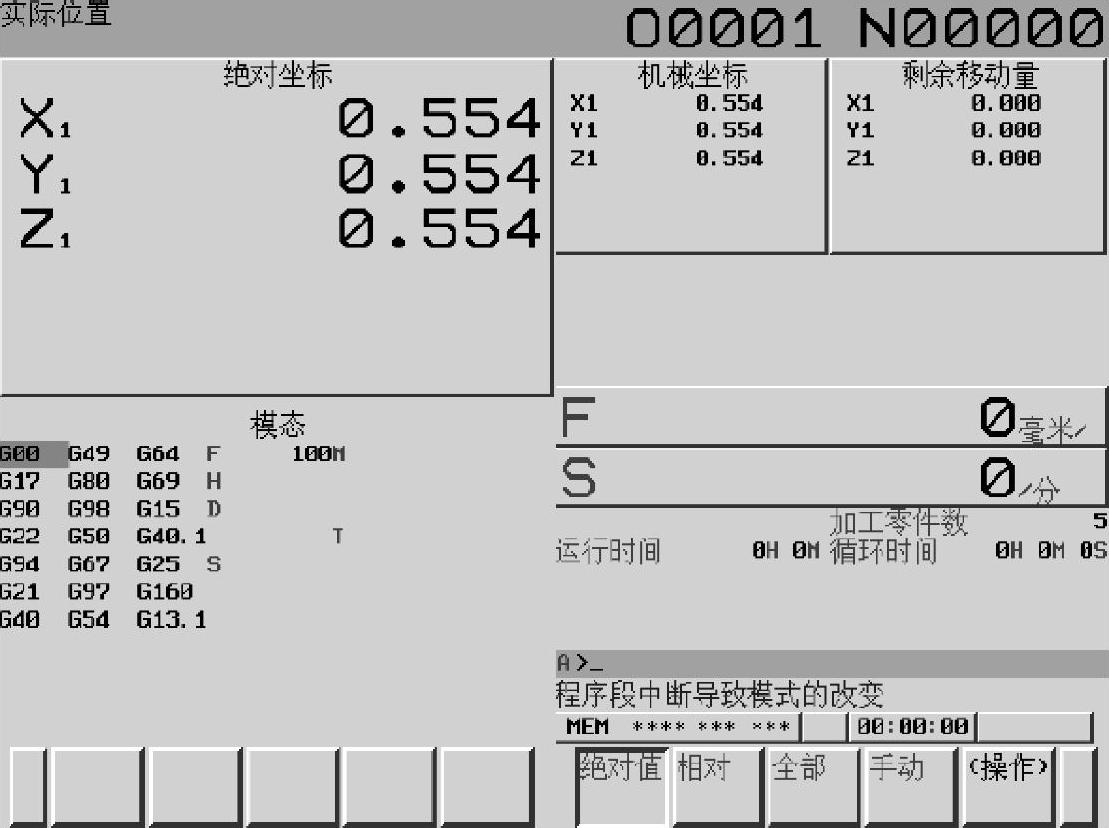
图8.3-25 运行时复位的警示信息显示
3.保护功能的选择
选择误操作保护功能的操作步骤如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。
2)按软功能扩展键、显示软功能键〖误操作〗,按该键显示图8.3-26所示的误操作保护功能设定页面。
3)用MDI面板的光标移动键【→】、【←】,选择需要设定的功能选项,光标定位在选择框上。
4)按软功能键〖(操作)〗,显示操作软功能键〖ON:1〗、〖OFF:0〗,如需要生效功能,按软功能键〖ON:1〗,使选择框显示为√;如需要撤销功能,则按软功能键〖OFF:0〗,选择框显示为□。
如需要进行输入数据范围检查、执行数据范围检查的功能设定,继续以下操作。(https://www.chuimin.cn)
4.刀具补偿数据范围设定
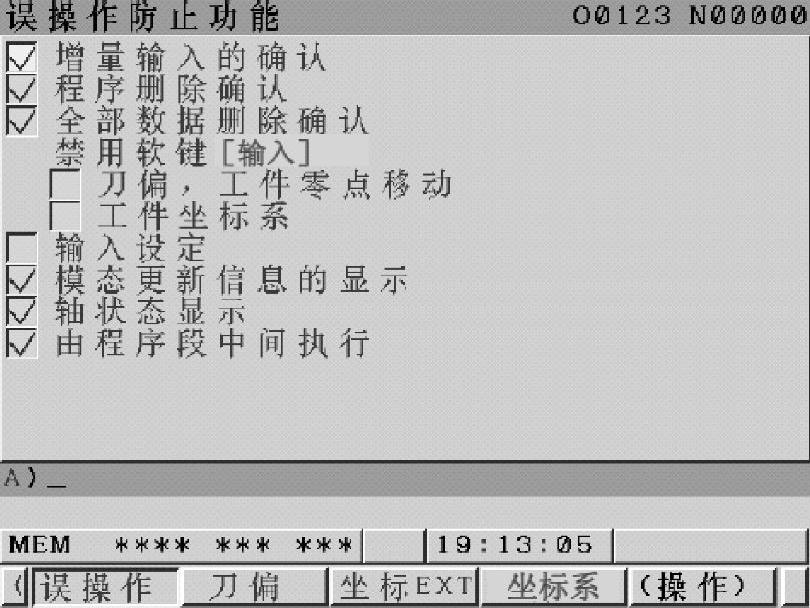
图8.3-26 误操作防止功能设定
如需要进行刀具补偿数据范围的设定,在以上误操作保护功能选择操作的基础上,继续以下操作:
5)按软功能键〖刀偏〗,LCD显示图8.3-27所示的刀偏上/下限设定页面。刀具补偿数据显示有多页,其显示内容根据CNC参数PRM8136.6所选择的刀具补偿类型有所区别,例如,在FS-0iMD上,如设定PRM8136.6=0、选择刀具补偿C时,可显示刀具长度、半径及长度磨损、半径磨损的设定页面;而在设定PRM8136.6=1、选择刀具补偿A时,则只能显示刀具长度、长度磨损的设定页面等,有关内容可参见8.3.5、8.3.7节。
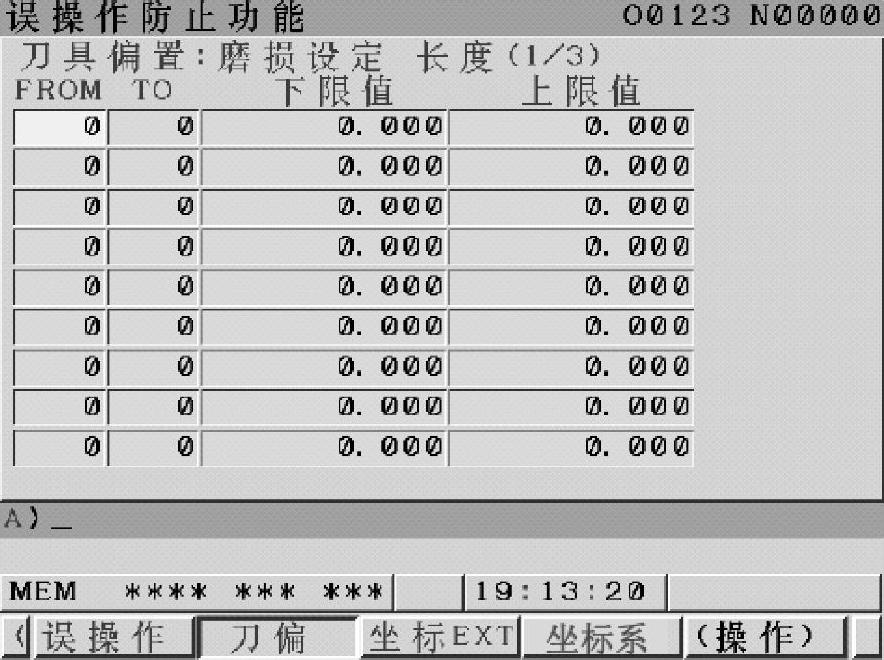
图8.3-27 刀具补偿数据范围设定
图8.3-27显示页中各栏的含义如下。
FROM/TO:刀具补偿数据的输入范围以分组的形式设定,FS-0iD最大可以设定20组,同一组应使用同样的上/下限值。FROM栏设定的是对应组刀具补偿数据的起始刀补号;TO栏设定的是对应组刀具补偿数据的结束刀补号。但是,如果刀具补偿号设定重复,或超过20组,或补偿号设定为0时,则数据范围设定功能将成为无效。
上/下限值:对应组刀具补偿数据的最大/最小输入值。但如果设定的下限值超过上限,则数据范围设定功能将无效。
6)通过MDI面板的选页键【PAGE↑】、【PAGE↓】或光标移动键【→】、【←】选定数据输入位置。
7)利用MDI面板的数字键输入相应栏的数值,按MDI面板的编辑键【INPUT】或操作软功能键〖输入〗,设定数据。
在FS-0iTD上,还可以通过同样的方法,通过扩展菜单上的软功能键〖刀偏.2〗,选择图8.3-28a所示的Y轴偏置数据范围设定页面;以及通过软功能键〖工件偏〗,选择图8.3-28b所示的工件偏移数据范围设定页面;数据设定的操作步骤和设定要求与上述的刀具补偿数据相同。Y轴偏置数据最大可以指定4组;工件偏移数据可设定1组,各坐标轴可独立设定上/下限。

图8.3-28 FS-0iTD的刀具补偿数据范围设定
a)Y轴偏置 b)工件偏移
5.工件坐标系零点偏置范围设定
如需要进行工件坐标系零点偏置范围的设定,在以上误操作保护功能选择操作的基础上,继续以下操作。
5)按软功能键〖坐标系〗(或〖工件坐标系〗),LCD显示图8.3-29所示的工件坐标系零点偏置上/下限设定页面。工件坐标系零点偏置数据显示有多页,显示页中各栏的含义如下。
FROM/TO:工件坐标系零点偏置数据的输入范围以分组的形式设定,FS-0iD最大可以设定6组,同一组应使用同样的上/下限值。FROM栏设定的是对应组工件坐标系的起始编号;TO栏设定的是对应组工件坐标系的结束编号。但是,如果工件坐标系编号设定重复,或超过6组,或编号设定为0时,则数据范围设定功能将成为无效。
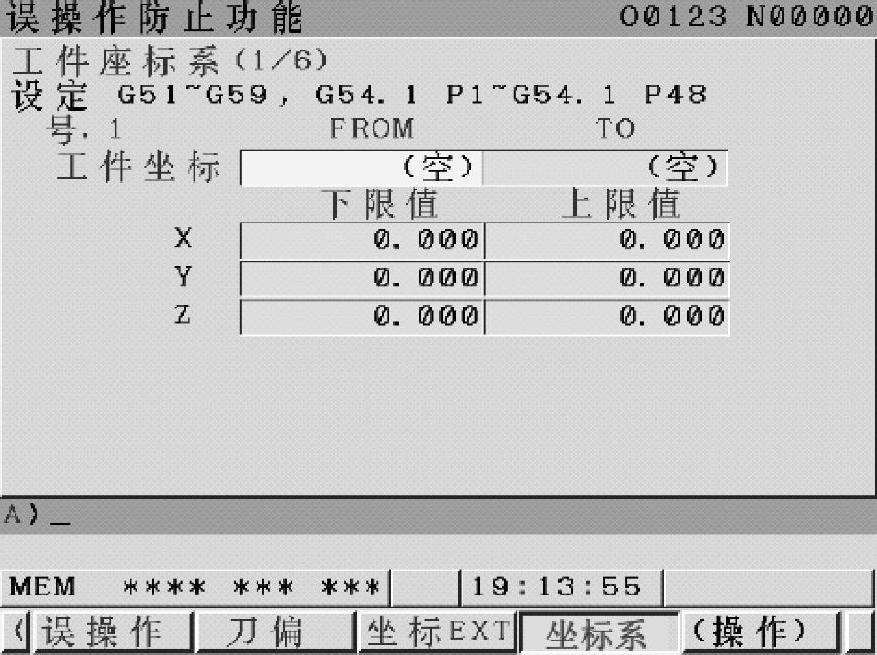
图8.3-29 工件坐标系零点偏置范围设定
上/下限值:对应组工件坐标系零点偏置数据的最大/最小输入值。但如果设定的下限值超过上限,则数据范围设定功能将无效。
6)通过MDI面板的选页键【PAGE↑】、【PAGE↓】或光标移动键【→】、【←】选定数据输入位置。
7)利用MDI面板的数字键输入相应栏的数值,按MDI面板的编辑键【INPUT】或操作软功能键〖输入〗,设定数据。
相关文章

AutoCAD绘图使用的默认线型为连续线型Continuous,其他线型则应加载后才能使用。用户可根据自己的需要为图层设置不同的线型。选择“CENTER”线型,然后,单击按钮,完成图层线型设置。图1-8对话框在作图过程中临时设置当前线型有以下三种方式:● 在工具栏的下拉列表框中选择已加载的线型,或选择选项,调出对话框,如图1-9所示,以加载所需线型。图1-9对话框下面对对话框加以必要的说明::确定在线型列表中显示哪些线型。只能删除未使用的线型。......
2025-09-29

药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2025-09-29

当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2025-09-29

2)单击选项卡组中的按钮,或者在绘图区域内右击出现快捷菜单,然后单击选项,系统右下方会提示。3)选择FRONT、RIGHT、TOP面中的一面作为活动平面,或者选择零件的表面作为活动平面,完成活动平面的设置,如图8-4所示。图8-3 默认活动平面图8-4 自定义活动平面由于造型特征复杂,在设置活动平面时可创建合适的内部活动平面以辅助曲面造型设计,简化设计步骤,提高设计速度与效率。图8-7 调整轮廓图8-8 内部活动平面......
2025-09-29

表8.3-3 LCD显示语言的设定2.数据保护及密码设定当CNC参数PRM8131.4设定为“1”时,可通过密码进行CNC、PMC数据的保护。FS-0iD的数据可以设定0~7共8级保护,以7级为最高,可通过高保护级的密码生效低保护级的显示、设定操作。图8.3-12 数据保护密码设定页面4)用MDI数字键输入保护级4~7,按软功能键〖输入〗,选定保护级别。图8.3-14 精度等级显示和调整页面......
2025-09-29

将“D:\A3-title”块添加到“A3样板.dwt”文件的布局中。下面要对此布局进行调整:调整为A3幅面,可打印区域扩展至整张图纸,扩大观察图形用的“视口”。图7-10对话框b)确认选择,然后单击按钮,打开对话框,如图7-11所示。图7-12对话框在对话框中可以对打印机的介质、特性、图纸尺寸、标准图纸的可打印区域等进行配置。图7-15页面设置后的2)在布局1中插入标题栏与图框。a)将“视口”层置为当前层。......
2025-09-29

图9.2.5 “程序”选项卡在子选项卡中有两个不同的窗口,左侧是组成结构,右侧是相关参数。左侧的组成结构中包括NC程序中的五个序列和刀轨运动中的四种事件。......
2025-09-29
相关推荐