模型构建完成后,参数设定和模型检验是保证模型运行及其结果准确的关键工作。为了分析系统行为,需要对模型中各个参数及其相互关系进行定量化处理。2.模型参数设定本书所研究的建筑工程清洁生产实施SD模型的参数选取和确定是参考项目调研结果、全国性和部门行业统计报告以及相关文献资料,并进行适当推算最终确定的。......
2025-09-29
1.CNC参数显示
CNC是用于数控机床控制的通用控制装置,它可用于不同要求、不同规格的机床控制。为了使得CNC能够满足特定机床的控制要求,需要通过CNC参数来选择功能、规定动作、确定范围等。因此,CNC参数需要根据CNC所选择的功能和机床的控制要求,由机床生产厂家进行设定;改变CNC参数,可能导致CNC功能、机床动作发生变化,机床使用者可以通过MDI/LCD面板,检查CNC参数的设定情况,但原则上不应改变其设定。参数显示的操作步骤如下:
1)按MDI面板的功能键【SYSTEM】、选择系统显示模式。
2)按软功能键〖参数〗,LCD将显示图9.1-1所示的CNC参数显示页面。
在CNC内部,参数按照参数号依次排列,操作者可通过MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择所需要的参数。由于CNC参数众多,为了简化操作,操作者也可通过以下操作直接查看指定的参数。
3)用MDI面板输入需要查看的参数号,按软功能键〖搜索号码〗,LCD将直接切换到该参数所在的显示页,光标定位在指定的参数上。
图9.1-1所示的参数显示页面的第2行为参数输入方式显示,当显示为“设定”时,代表此页参数为CNC“设定参数”。设定参数可以直接输入或修改,无需进行下述参数设定使能操作;设定参数还可通过按MDI面板的功能键【OFS/SET】、在偏置/设定显示模式下显示和设定,有关内容可参见第8章、8.3节。
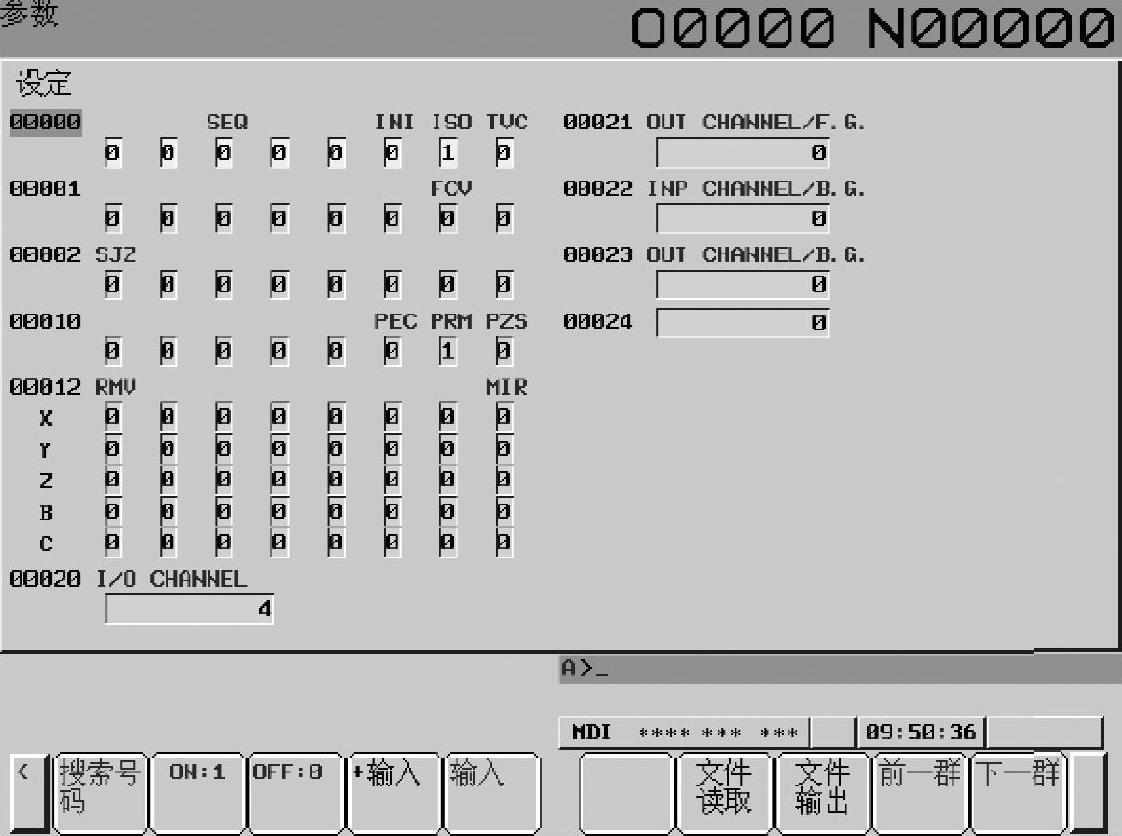
图9.1-1 CNC参数显示
2.参数设定使能
在CNC调试与维修时,需要进行CNC参数的设定。除CNC设定参数外,其他CNC参数在正常情况下均处于写入保护状态。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。参数设定使能的操作步骤如下:
1)选择MDI操作方式或使CNC进入急停状态,生效MDI操作方式。
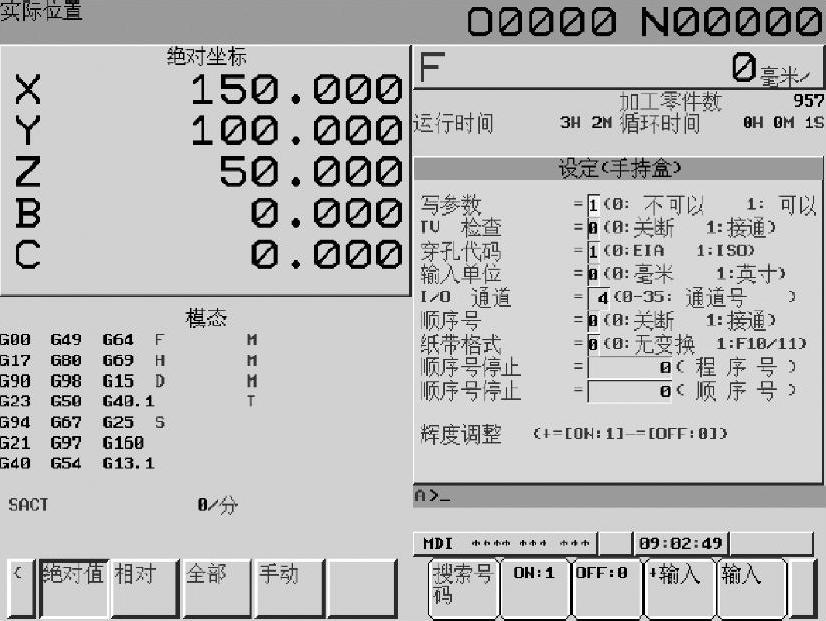
2)按MDI面板的功能键【OFS/SET】选择偏置/设定显示模式,并按软功能键〖设定〗,LCD将显示图9-1.2所示的“设定参数”显示页面。
3)用MDI面板的光标移动键【↑】、【↓】,将光标定位到“写参数”的输入框。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图9.1-2 CNC设定参数显示
4)按软功能键〖(操作)〗后,在操作菜单上选择软功能键〖ON:1〗,使得参数输入成为允许状态。此时,CNC将显示报警SW0100,这一报警不影响参数的设定,可继续进行下述的参数设定操作。
3.参数设定
当参数设定使能、CNC显示SW0100报警后,便可通过MDI/LCD面板,进行CNC参数的输入或修改,其操作步骤如下:
1)按MDI面板的功能键【SYSTEM】选择系统显示模式、用软功能键〖参数〗选择参数显示。
2)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,或输入需要查看的参数号、按软功能键〖搜索号码〗,选择需要设定的参数号。
3)用MDI面板的数字键输入数值后,按MDI面板的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改参数设定值。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。
4)重复步骤2)、3),完成其他参数的设定。如果需要连续设定多个参数的值,可将光标定位在输入起始位置,并通过MDI面板输入参数值+【EOB】、参数值+【EOB】、…,然后按编辑键【INPUT】,进行一次性输入。输入连续参数值时,参数值0可以省略,相同的参数值可以通过“=”代替。
例如,当需要对光标定位位置起的三个连续参数的参数值进行设定时,如通过MDI面板输入1、2、3、4、【EOB】、5、6、7、8、【EOB】、9、9、9、9、【INPUT】时,可将参数值分别设定为1234、5678、9999;如输入1、2、3、4、【EOB】、【EOB】、9、9、9、9、【INPUT】,则可将参数值设定为1234、0、9999;如输入1、2、3、4、【EOB】、=、【EOB】、=、【INPUT】,则可将参数值设定为1234、1234、1234等。
5)按MDI面板的功能键【OFS/SET】、选择偏置/设定显示模式,并按软功能键〖设定〗,显示图9-1.2所示的设定参数显示页面。
6)用MDI面板的光标移动键【↑】、【↓】,将光标定位到“写参数”的输入框后,按软功能键〖(操作)〗、并选择软功能键〖OFF:0〗,使参数输入重新成为保护状态。
7)按MDI面板的【RESET】键,清除报警SW0100。如需要CNC电源OFF/ON生效的参数被修改、LCD显示报警“PW0000”,则关闭CNC电源、重新启动CNC。
CNC参数也可通过后述9.3节的CNC数据输入/输出操作,用存储卡或计算机进行一次性输入;对于保证CNC工作必需的基本CNC参数,还可通过9.2节所述的CNC参数快捷设定操作进行显示与快速设定。
相关文章

模型构建完成后,参数设定和模型检验是保证模型运行及其结果准确的关键工作。为了分析系统行为,需要对模型中各个参数及其相互关系进行定量化处理。2.模型参数设定本书所研究的建筑工程清洁生产实施SD模型的参数选取和确定是参考项目调研结果、全国性和部门行业统计报告以及相关文献资料,并进行适当推算最终确定的。......
2025-09-29

3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2025-09-29

物质流分析方法为清洁性测度提供了可量化的依据,为可持续发展指标的构建提供了新思路。从物质流的角度出发,清洁性测度参数是指影响系统物质流的过程因素,通过揭示经济系统物质结构的组成和变化情况,反映系统的清洁生产水平。基于以上的分析,本书提出了建筑生命周期系统清洁性测度的过程参数。对拆除后的建筑旧材料进行充分再利用,是实现清洁生产的重要措施。......
2025-09-29
2)由于参数的输入可能改变刀具的运动轨迹,故执行G10L52前应撤销固定循环、刀具补偿等模态指令。3)除非必要,建议在程序中不要改变与编程无关的CNC参数,以避免发生事故。......
2025-09-29

当数控机床的主轴部分发生故障时,维修人员可借助串行主轴的指令控制流程图来分析故障的部位或环节,有时还需要对串行主轴的参数进行设定、调整,甚至执行主轴参数的初始化。3)主轴最高速度:对应CNC参数#3741,设定主轴1挡的最高速度,非钳制速度。4)比例增益:为主轴电动机的标准参数。......
2025-09-29

当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2025-09-29

主磁场均匀性测量:图1-2-13数控机床控制面板一、显示装置数控系统通过显示装置为操作人员提供必要的信息。续表图1-2-14FANUC 0i系统CRT界面二、MDI键盘NC键盘包括MDI键盘及软键功能键等,如图1-2-15所示。这些按钮用于直接控制机床的动作或加工过程,如启动、暂停零件程序的运行,手动进给坐标轴,调整进给速度等。......
2025-09-29
变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2025-09-29
相关推荐