FS-0iD的图形交互式对话编程有G代码图形对话编程与0i引导编程两种,其区别如下。2)对话编程只限于一般的G指令,G12.1/G13.1、G107)等特殊G代码无法使用图形对话编程功能。......
2025-09-29
1.下一程序段显示
当CNC处于自动运行状态时,通过MDI面板的功能键【PRG】选择程序显示后,再按软功能键〖下一步〗,LCD可显示图8.2-5所示的下一程序段执行信息。
下一程序段执行信息的显示内容包括当前有效及下一程序段有效的模态G、M、S、F代码,当前执行段的G代码和坐标轴指令位置,下一程序段的指令位置等信息。在10.4in LCD上,还可显示坐标轴位置、加工零件数、运行时间、循环时间等位置显示页面的信息和软功能键,并通过软功能键〖绝对〗、〖相对〗、〖全部〗切换坐标轴位置显示方式。

图8.2-2 自动运行时的程序显示
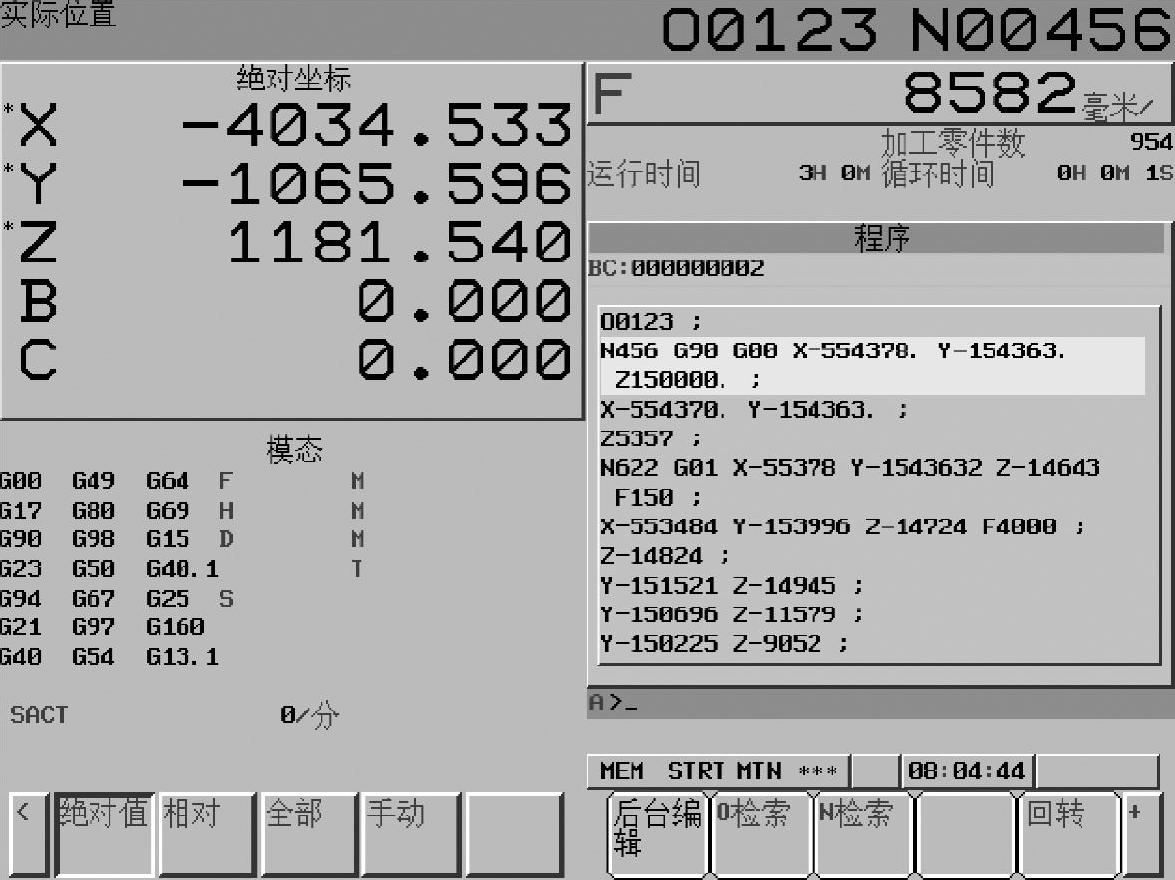
图8.2-3 10.4in LCD的程序综合显示
2.当前程序段显示
在8.4in LCD上,当CNC处于自动运行时,利用MDI面板的功能键【PRG】选择程序显示后,还可通过软功能键〖现在段〗,显示图8.2-6所示的当前程序段执行信息。
当前程序段的显示内容包括当前执行段的G代码、当前有效的模态G、M、S、F代码,当前程序段的坐标轴指令位置等基本信息。
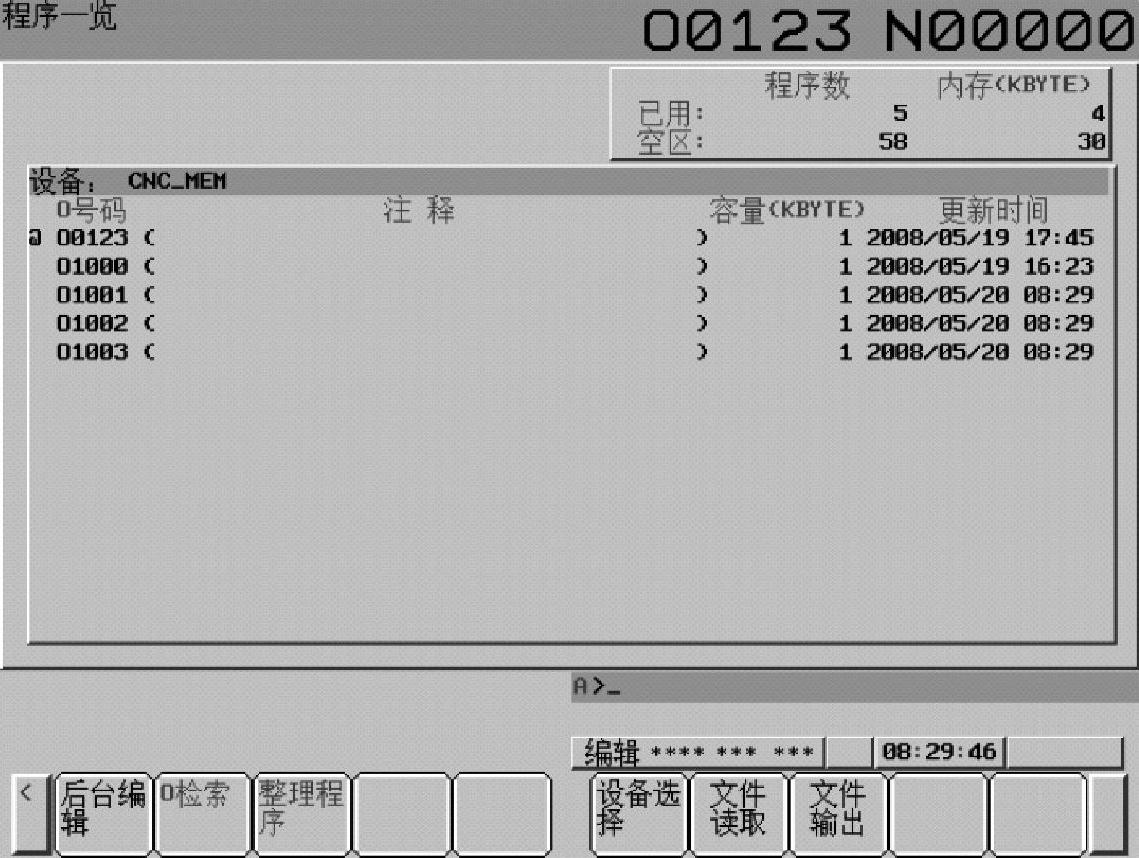
图8.2-4 程序一览表显示
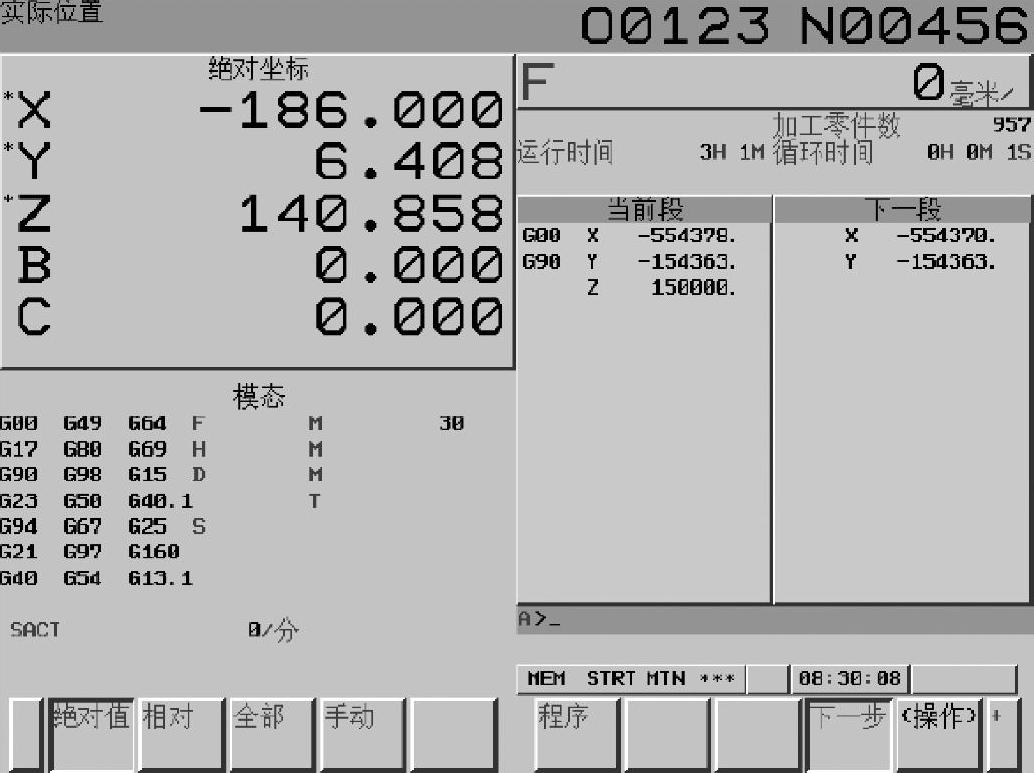
图8.2-5 下一程序段显示
3.程序检查
当CNC处于自动运行时,通过MDI面板的功能键【PRG】及软功能键〖程序〗,可选择程序显示页面。但是,在使用8.4in LCD的CNC,不能像10.4in LCD那样,通过再次按软功能键〖程序〗选择程序综合显示页面,它需要通过软功能键〖检测〗,显示图8.2-7所示的程序综合显示页面。(https://www.chuimin.cn)
8.4in LCD的程序综合显示页面的显示内容包括当前执行的程序段、将要执行的程序段(最多4段)以及坐标轴位置、剩余移动量,当前有效的模态G代码(最多12个)和模态M、S、F代码,实际移动速度等基本信息,通过软功能键〖相对〗、〖绝对〗,可选择坐标轴的位置显示形式。
当CNC参数PRM3117.0设定为“1”时,使用8.4in LCD的CNC也可在程序检查页面显示主轴负载和主轴速度表,此时,显示页中的剩余移动量和模态G代码显示区将显示主轴负载表和速度表。如需要将其切换为剩余移动量和模态G代码显示,可在位置显示模式下,按〖监控〗、并选择〖残移动〗软功能键,有关内容参见8.1.2节。
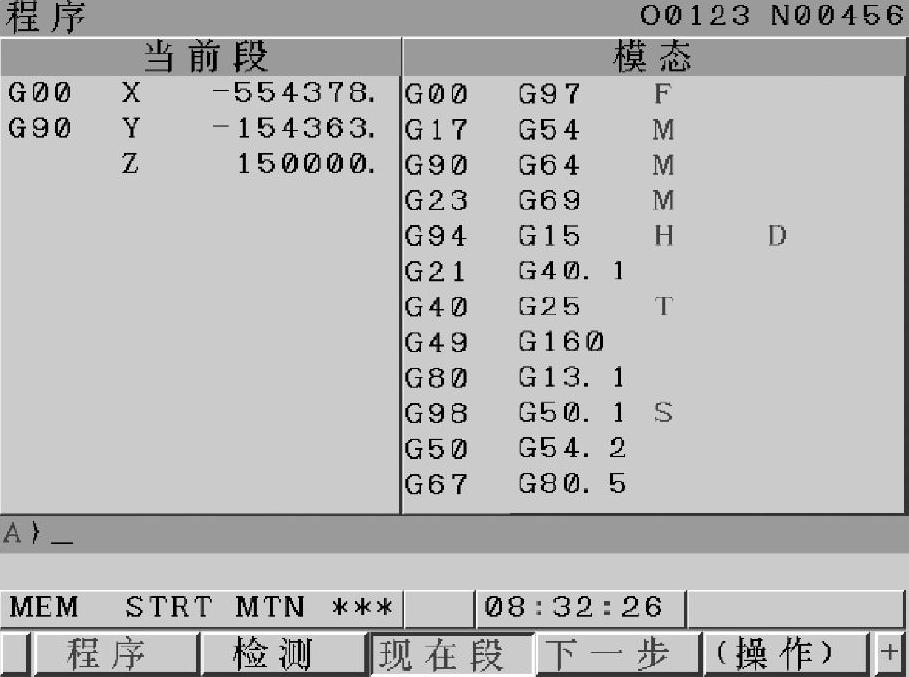
图8.2-6 8.4in LCD的当前程序段显示
4.对话编程显示
在EDIT/TJOG/THND编辑操作方式下,通过MDI面板的功能键【PRG】选择程序显示后,按软功能键〖对话型〗,可显示图8.2-8所示的G代码指令提示页面。操作者可以根据提示,选择需要的G代码。
如果需要进一步显示G代码的详细说明,可按软功能键〖段〗,LCD将显示图8.2-9所示的G代码的指令输入页面和轨迹示意。操作者可直接在相应的地址下,输入该G代码指令所需的程序数据。如果需要,按软功能键〖G.菜单〗,可以返回图8.2-8的G代码输入指令提示页面。

图8.2-7 8.4in LCD的当前程序段显示
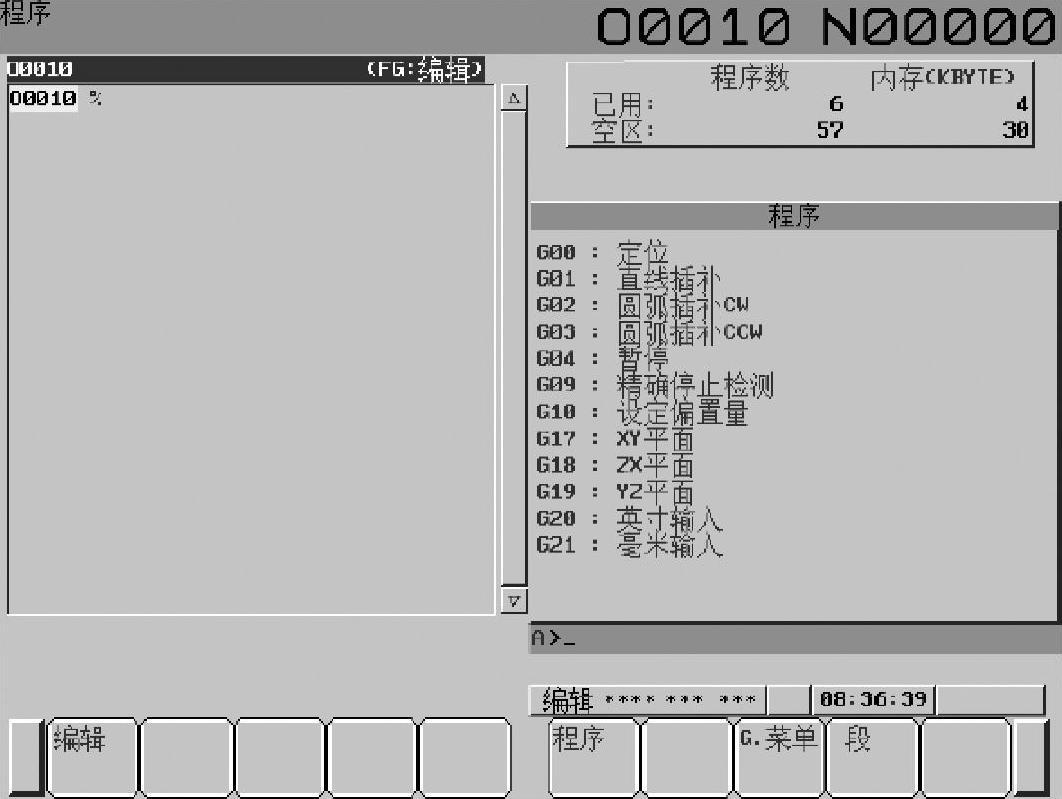
图8.2-8 G代码指令提示显示
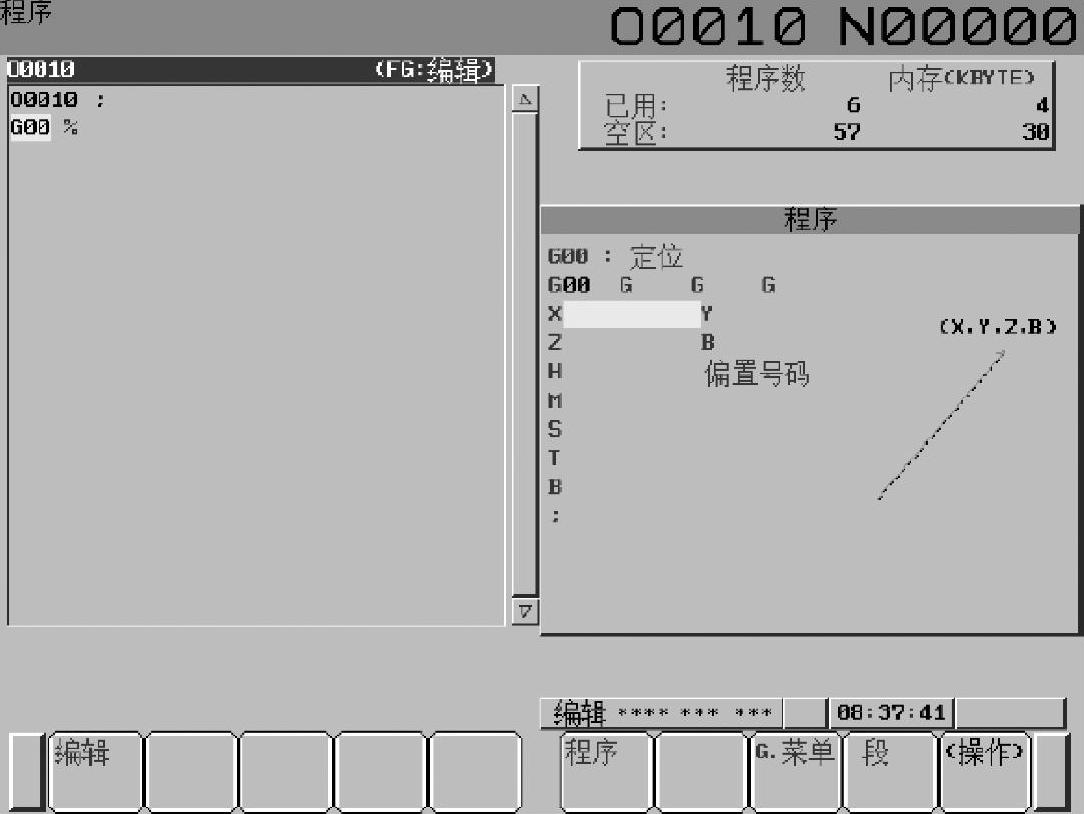
图8.2-9 G代码指令输入显示
对话编程生成的程序同样可以利用程序编辑功能,进行修改、替换、删除、复制等操作,有关对话编程的更多内容,可以参见第6章、6.1节。
相关文章

FS-0iD的图形交互式对话编程有G代码图形对话编程与0i引导编程两种,其区别如下。2)对话编程只限于一般的G指令,G12.1/G13.1、G107)等特殊G代码无法使用图形对话编程功能。......
2025-09-29

7)重复⑥操作,直到G代码的全部数据输入完成。10)按键,返回到程序开始位置。图6.1-2 G代码菜单显示页面图6.1-3 G指令轨迹显示2.程序编辑在程序编辑方式下,可以利用对话编程对已有的NC程序进行编辑,其操作步骤如下。......
2025-09-29

在工作过程中,若按下停止按钮,加工单元在完成本周期的动作后停止工作,HL2指示灯熄灭。图3-21用条件跳转指令实现急停梯形图图3-22主控指令实现急停梯形图加工单元程序的调试注意事项:设备在全线运行时,加工台的工件是由输送单元机械手放上去的,所以加工过程步进程序的启动,需在机械手缩回到位,发出下料完成信号以后,需要复位“加工完成”标志。......
2025-09-29

图7.3-6 程序复制选择软功能键3)按软功能键〖选择〗,光标定位点将被指定为程序复制的起始点。图7.3-7 程序复制软功能键5)按软功能键〖复制〗,被选定程序段将被复制到CNC的粘贴板上。3)按软功能键〖一览〗显示加工程序一览表。......
2025-09-29
当被测要素的尺寸公差和几何公差的关系采用独立原则时,实际尺寸和几何误差分别使用普通计量器具进行测量。计量器具的选择依据是测量的不确定度。选择计量器具时既应考虑工件的尺寸精度,保证所选器具测量不确定度不超过标准规定的许用测量不确定度,又应考虑测量的成本。在满足测量精度要求的情况下,尽量选用精度低的计量器具。......
2025-09-29

传送指令将累加器1中的内容写入目的存储区中,累加器1的内容不变。表3-2为寄存器间接寻址的区域标识位如果要用寄存器指针访问一个字节、字或双字,必须保证指针中的位地址编号为0。......
2025-09-29

要实现前述通信要求,需要在PLC_1中调用并配置TSEND_C、T_RCV通信指令。在“端点”中选择通信伙伴为“PLC_2”,则接口、子网及地址等随之自动更新。选择本地PLC_1的“建立主动连接”选项。定义PLC_1的TSEND_C发送通信块接口参数根据所使用的接口参数定义变量符号表,如图8-8所示。创建并定义PLC_1的发送数据区DB块。......
2025-09-29

对于图3.1-1所示的螺纹加工,如工件坐标系选择如图所示,试采用直径编程,编制其螺纹加工程序。图3.1-1 螺纹车削编程M30×2螺纹的牙深为1.299mm(半径),根据常规的工艺要求,程序应分五次切入,其切入量分别为0.45mm、0.3mm、0.3mm、0.2mm、0.05mm(半径),故加工程序如下:......
2025-09-29
相关推荐