通过实训,使学生掌握猪胴体和肉鸡的分割方法及实际操作技能。供内、外销的猪胴体分为颈背肌肉、前腿肌肉、脊背肌肉、臀腿肌肉四个部分。2.肉鸡分割操作步骤选料:原料光鸡一般选择 1.5~2.0 kg,饲养 50~70 d 左右肉用鸡。......
2025-09-29
1.功能说明
手轮中断是在自动运行时叠加手轮操作的功能,它可通过机床操作面板上的特殊按钮选择,FANUC标准机床操作面板无此按钮。
手轮中断功能一旦选定,可在MDI/MEM/RMT自动运行时,对指定坐标轴叠加手轮运动,手轮操作所产生速度、位置将叠加到自动运行上,从而使得后续的编程轨迹产生图8.1-11所示的整体平移。如果手轮的旋转方向与程序指定的运动方向不同,还可使坐标轴作反向运动。手轮中断功能在机床锁住、坐标轴互锁、镜像加工时无效。
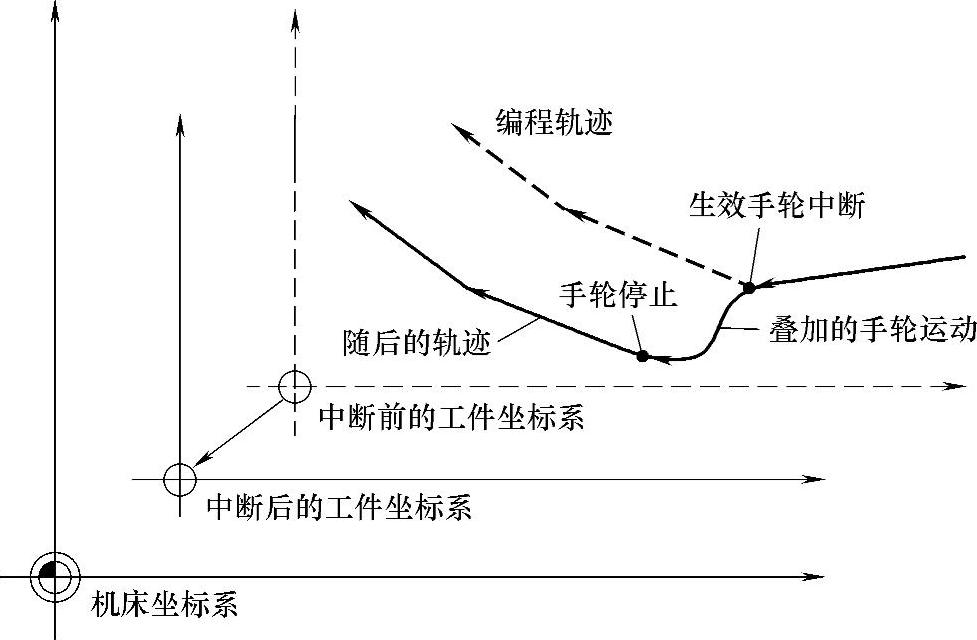
图8.1-11 手轮中断操作
手轮叠加运动将导致程序中的工件坐标系、局部坐标系产生整体平移,但不能改变CNC的工件坐标的零点设定,当取消手轮中断操作后,程序将重新返回原来的工件坐标系。手轮中断也不能改变机床参考点的位置,因此,如果在手轮叠加后执行G28指令,可以改变G28指令的中间点,但不能改变指令的终点位置。此外,由于参考点不变,故手轮叠加操作也不能改变机床坐标系的原点,即程序中G53指令的定位点不会因手轮叠加操作而发生变化,手轮叠加后的G53定位运动如图8.1-12所示。
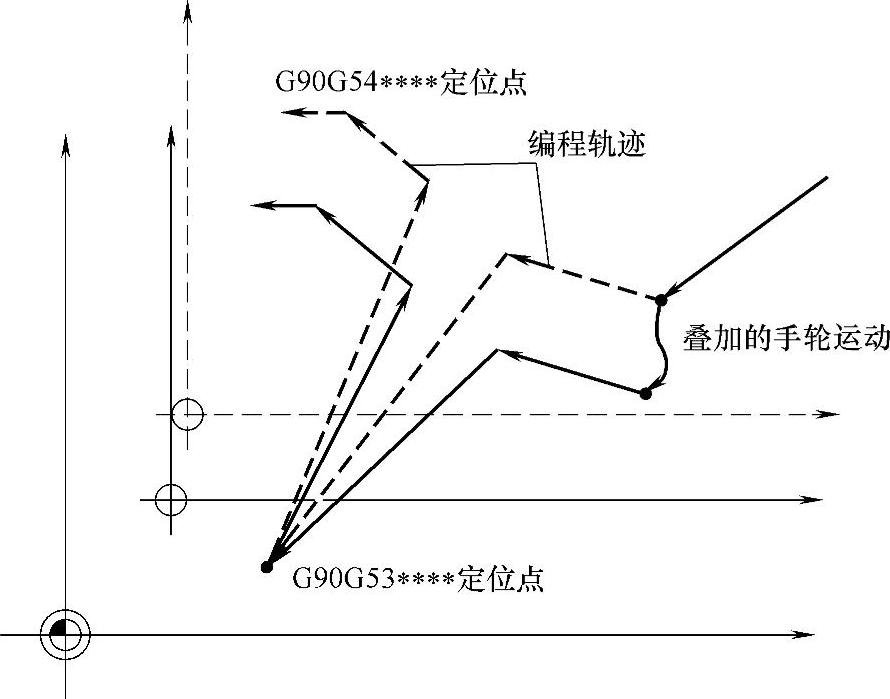
图8.1-12 G53定位的运动轨迹
通过如下操作,可取消手轮叠加运动所产生的工件坐标系偏移:
1)执行手动回参考点、工件坐标系预置、无挡块回参考点的参考点设定操作。
2)当CNC参数PRM7103.1设定为“1”时,进行CNC复位或急停操作。
3)执行下述的手轮中断取消操作。
2.偏移显示及取消
通过MDI面板的功能键【POS】选择位置显示后,按软功能键〖手动〗,可显示图8.1-13所示的手轮中断偏移显示页面。(https://www.chuimin.cn)
图中的输入单位、输出单位栏是以CNC最小设定单位、最小移动单位为显示单位的手轮叠加运动距离。手轮叠加运动距离在图8.1-4、图8.1-7的“机械坐标”栏显示,但绝对位置、相对位置的显示值不会变化,因此,图8.1-13中的相对坐标、剩余移动量的显示与正常显示一致。
当CNC参数PRM7100.3设定为“1”时,进行如下的手轮中断显示设定操作,可将手轮中断位置显示值设定为“0”,以取消手轮叠加操作所产生的工件坐标系偏移:
1)按MDI面板的功能键【POS】,并选择软功能键〖手动〗,显示手轮中断偏移位置。
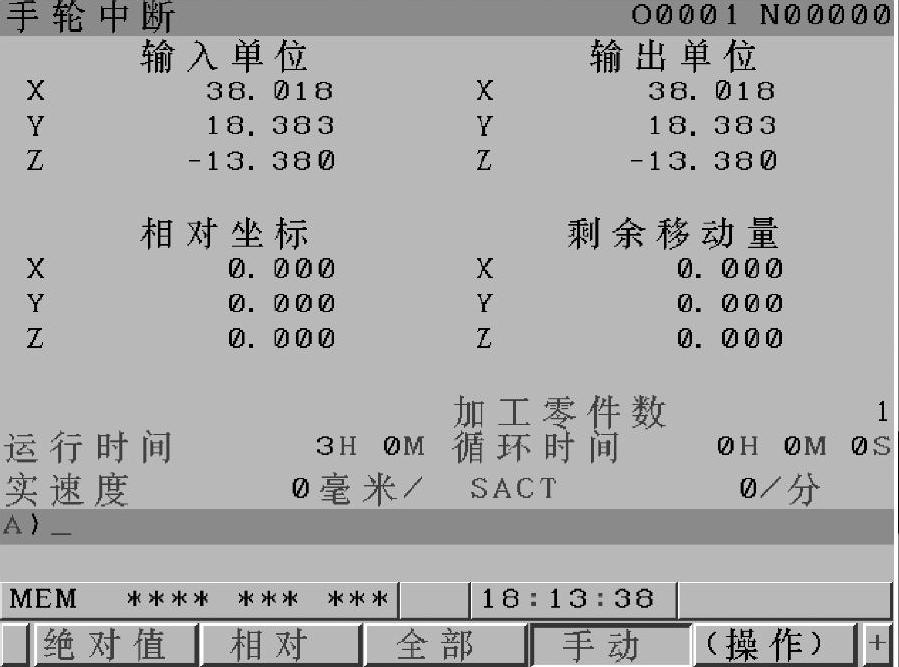
图8.1-13 手轮中断显示页面
2)按软功能键〖(操作)〗,显示图8.1-14所示手轮中断位置设定软功能键。

图8.1-14 手轮中断位置设定软功能键
3)按软功能键〖取消〗,显示图8.1-15所示的坐标轴选择软功能键。

图8.1-15 坐标轴选择软功能键
4)按软功能键〖所有轴〗,可将所有坐标轴的手轮叠加偏移的显示清0。如通过MDI面板输入坐标轴名称后,按软功能键〖取消〗;或在按〖取消〗后,输入轴名称,再按〖执行〗键,则可取消指定轴的手轮叠加偏移。
相关文章

通过实训,使学生掌握猪胴体和肉鸡的分割方法及实际操作技能。供内、外销的猪胴体分为颈背肌肉、前腿肌肉、脊背肌肉、臀腿肌肉四个部分。2.肉鸡分割操作步骤选料:原料光鸡一般选择 1.5~2.0 kg,饲养 50~70 d 左右肉用鸡。......
2025-09-29
图4.2.8 “创建工序”对话框图4.2.9 “型腔铣”对话框图4.2.10 显示几何体Stage3.设置刀具路径参数在“型腔铣”对话框的下拉列表中选择选项,在下拉列表中选择选项,在文本框中输入值50.0,在下拉列表中选择选项,然后在文本框中输入值3.0。Step3.单击选项卡,其参数设置值如图4.2.12所示,单击按钮,系统返回到“型腔铣”对话框。......
2025-09-29
(一)对接接头埋弧焊技术对接焊缝的埋弧焊,是应用最为广泛的一种。一般第一面焊接应保证熔透深度为焊件厚度的60%~70%。对清根的焊缝反面熔透深度可适当减小。焊缝的熔透深度在焊接过程中,往往是无法直接测出的。而在焊接电流较大、电弧电压较低、焊接速度较慢时,如加热面积的前端呈圆形,若颜色为浅色,则应适当增加焊接速度。焊接时这部分的焊剂起焊剂垫的作用又保护铜垫,免受电弧直接作用。......
2025-09-29

延时中断OB在经过操作系统中一段可组态的延迟时间后启动。可以使用中断指令CAN_DINT阻止执行尚未启动的延时中断。暖启动将清除延时中断OB的所有启动事件。可以使用中断指令DIS_AIRT和EN_AIRT来禁用和重新启用延时中断。要求:在I0.0的上升沿用SRT_DINT启动延时中断OB202,10s后OB202被调用,在OB202中将Q1.0置位,并立即输出。示例程序如图6-50所示,图6-50a为OB1中启动延时中断的程序,图6-50b为OB202中置位Q1.0的程序。......
2025-09-29

循环中断组织块用于按一定时间间隔循环执行中断程序,例如周期性地定时执行闭环控制系统的PID运算程序等。对于循环中断OB201,已设置时间基数为20 ms,对于循环中断OB202,已设置时间基数为100 ms。使用循环中断组织块,每隔1 s MW20的值加1。在项目视图项目树中,双击PLC设备程序块下的“添加新块”项,选择添加“Cyclic interrupt”类型的OB块,则新建编号为200的循环中断组织块。图6-46 设置循环中断组织块属性图6-47 编写程序......
2025-09-29
右焊法 在气焊中,焊炬和焊丝从接缝左端向右端移动,焊丝跟在焊炬后面,火焰指向已焊部分的操作方法称右焊法。这种焊法,焊炬火焰指向焊缝,火焰可以罩住整个熔池,保护了熔化金属,防止焊缝金属的氧化和产生气孔,减慢焊缝的冷却速度,改善了焊缝组织。右焊法的缺点主要是不易看清已焊好的焊缝,操作难度高,一般较少采用。焊炬和焊丝有规律地摆动,能使焊件金属便于熔透、焊缝均匀,也避免了焊缝金属的过热或烧穿。......
2025-09-29
S7-1200 PLC的供电电源可以是AC 110V或220 V电源,也可以是DC 24 V电源,接线时有一定的区别及相应的注意事项。[d]将S7-1200 PLC的所有地线端子同最近接地点相连接,以获得最好的抗干扰能力。建议所有的接地端子都使用14AWG或1.5mm2的电线连接到独立导电点上。DC 24V电源回路与设备之间,以及AC 120/230V电源与危险环境之间,必须提供安全电气隔离。......
2025-09-29

相关推荐