图2.2-8 工件坐标系的转换FS-0iMD扩展工件坐标系可用指令G54.1或G54选择,指令格式如下:n为扩展工件坐标系序号,可输入1~48。......
2025-09-29
1.工件坐标系显示和设定
在工件坐标系显示和设定页面,操作者可以显示和设定G54~G59工件坐标系、外部工件坐标系的零点偏置值,其操作步骤如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。
2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。
3)用MDI面板的选页键【PAGE↑】、【PAGE↓】;或者,输入工件坐标系的序号0~6后,按软功能键〖搜索号码〗,选择所需要的工件坐标系零点偏置显示页。工件坐标系的序号0对应外部工件坐标系,序号1~6分别对应工件坐标系G54~G59。
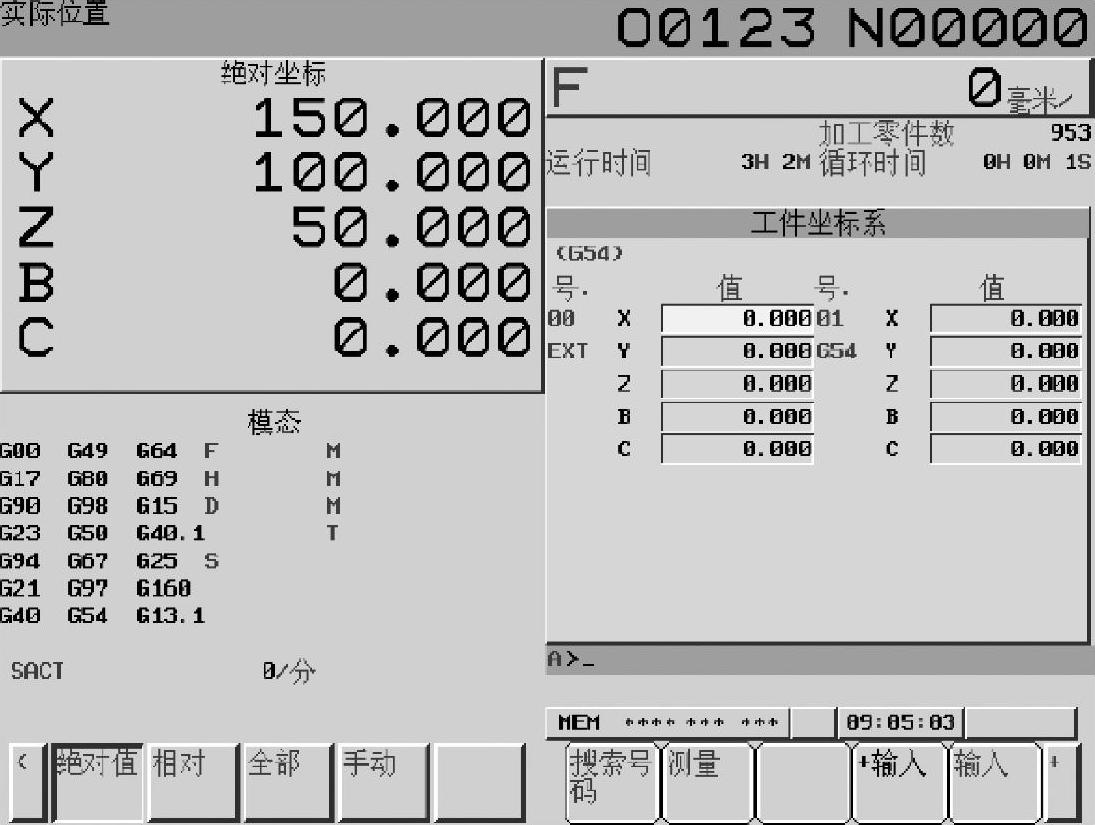
图8.3-3 工件坐标系设定显示
4)用MDI面板的光标移动键【↑】、【↓】,将光标定位到需要设定零点偏置的输入框。
5)用MDI面板输入零点偏置值,按编辑键【INPUT】或选择软功能键〖输入〗、增量输入键〖+输入〗输入。
6)如需要将当前坐标轴的相对坐标显示值,直接作为工件坐标系零点偏置值输入,可在执行第3)步、选定工件坐标系后,输入坐标轴名称,然后,按软功能键〖C输入〗,指定轴的当前相对位置显示值即被设定为工件坐标系零点偏置。
7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。
8)将机床操作面板上的存储器保护开关置ON位置,生效存储器保护功能。
2.零点偏置的测量输入
工件坐标系的零点偏置值也可以通过手动测量或实际试切加工,利用软功能键〖测量〗进行输入。以图8.3-4所示的车削加工为例,为了在O点建立工件坐标系原点,其操作步骤如下:
1)选择手动操作方式,进行端面A的切削加工,确定Z轴的测量输入基准点。
2)保持Z轴位置不变,将刀具沿X轴退出工件,停止主轴。

图8.3-4 工件坐标系的测量输入例
3)选择MDI方式、按MDI面板的功能键【OFS/SET】显示偏置/设定页面。
4)按软功能键〖工件坐标系〗、显示工件坐标系设定页面,选定工件坐标系,然后用MDI面板输入坐标轴名称【Z】。
5)用MDI面板输入Z轴测量输入基准点(当前位置)在需设定的工件坐标系上的位置值(图8.3-4上的α)。
6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。
X轴工件坐标系零点偏置确定的方法和Z轴类似,它可以通过手动操作方式,对侧面B的切削加工,确定X轴的测量输入基准点;然后,保持X轴位置不变,将刀具沿Z轴退出工件,停止主轴;接着,按Z轴相似的步骤3)~6),选定工件坐标系后,输入地址【X】和X轴测量输入基准点(当前位置)在需设定的工件坐标系上的位置值(图8.3-4上的β,直径编程),最后,按软功能键〖测量〗确认。
3.宏程序变量的显示与设定(https://www.chuimin.cn)
利用MDI面板的功能键【OFS/SET】,可进行用户宏程序公共变量100~199、500~599的显示和设定,也可以直接将相对坐标值设定为宏程序变量。宏程序变量的显示和设定操作步骤如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。如果需要进行宏程序变量的设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。
2)按软功能扩展键、显示软功能键〖宏程序〗,按该键后LCD将显示图8.3-5所示的宏程序变量的显示和设定页面。

图8.3-5 宏程序变量显示
3)用MDI面板的选页键【PAGE↑】/【PAGE↓】、光标移动键【↑】/【↓】;或者,输入变量号后,按软功能键〖搜索号码〗,将光标定位到需要显示或设定的变量上。
4)如需要将指令的宏程序变量设定为“空变量”(数据空),可直接按软功能键〖输入〗;如需要设定其他值,则用MDI面板输入变量值后,按编辑键【INPUT】或选择软功能键〖输入〗、增量输入键〖+输入〗输入。
5)如需要将当前坐标轴的相对坐标显示值,直接作为宏程序变量值输入,可在选定变量号后,输入坐标轴名称,然后,按软功能键〖C输入〗,指定轴的当前相对位置显示值即被设定为宏程序变量值。
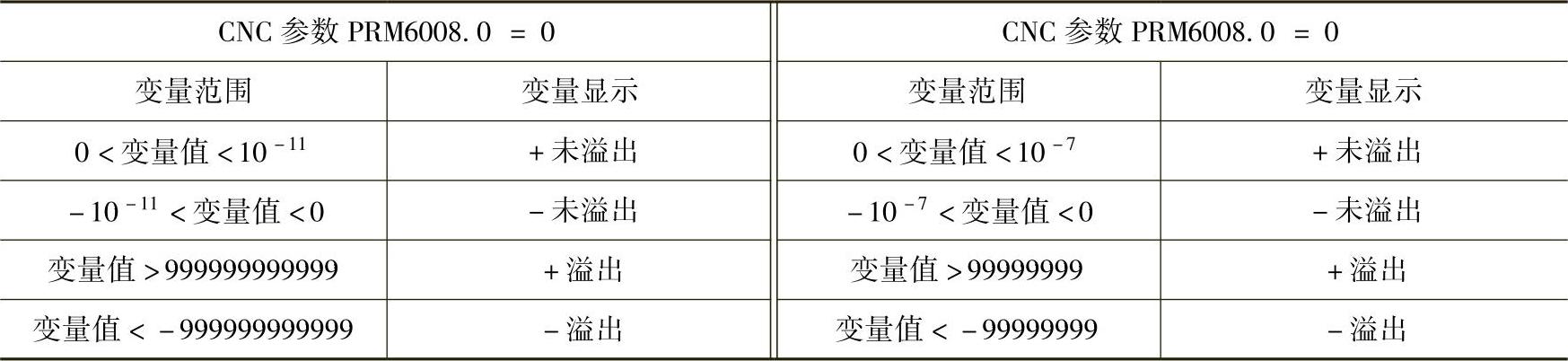
由于宏程序变量的输入范围很大,当设定值超出正常显示范围时,变量值的显示见表8.3-2。
表8.3-2 超过显示范围时的宏程序变量显示
4.加工模式的显示与设定
在加工零件相对固定的大批量加工专用CNC机床等设备上,机床生产厂家可通过用户宏程序的设计,直接利用CNC的加工模式选择菜单来选择加工模式、设定加工参数,对宏程序进行赋值。加工模式选择菜单的形式、用途及参数设定要求决定于机床生产厂家的设计,使用时应参见机床使用说明书进行,以下基本操作步骤只是对该功能的操作、显示和参数设定方法的一般介绍。
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。如果需要进行相关参数的设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。
2)按软功能扩展键、显示软功能键〖方式菜单〗(或〖菜单〗),按该键后LCD将显示图8.3-6所示的加工模式选择菜单显示和设定页面。
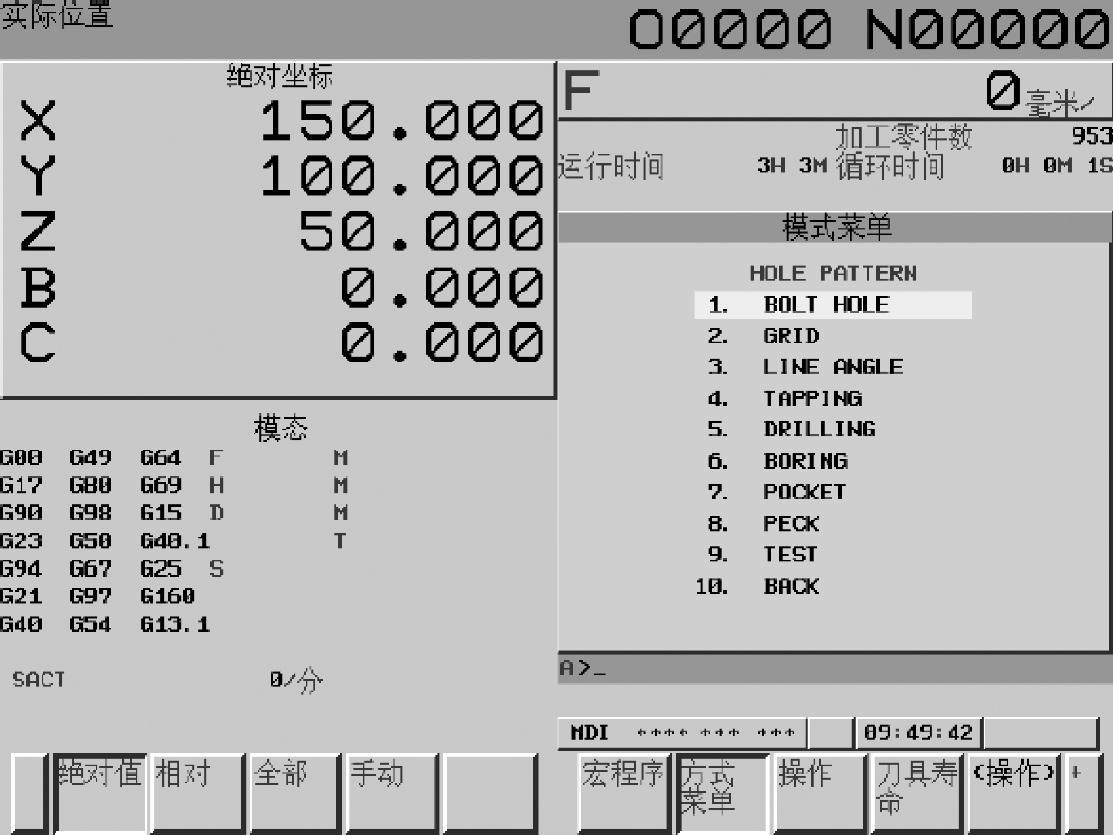
图8.3-6 加工模式选择菜单的显示
3)用MDI面板的光标移动键【↑】/【↓】;或者,在输入加工模式的序号后,按编辑键【INPUT】或软功能键〖选择〗,将光标定位到所需的加工模式上,LCD将显示图8.3-7所示的该加工模式所对应的宏程序设定参数。
4)根据参数设定要求,输入相关的宏程序变量值,按编辑键【INPUT】或选择软功能键〖输入〗,完成宏程序变量的设定。也可在选定变量号后,输入坐标轴名称,然后,按软功能键〖C输入〗,指定轴的当前相对位置显示值即被设定为宏程序变量值。
加工模式参数一旦设定完成,原则上可直接转换至MEM方式、通过机床操作面板上的循环启动键进行自动加工。

图8.3-7 加工模式参数设定显示
相关文章

图2.2-8 工件坐标系的转换FS-0iMD扩展工件坐标系可用指令G54.1或G54选择,指令格式如下:n为扩展工件坐标系序号,可输入1~48。......
2025-09-29

表5.2-2 宏程序的调用指令一览表自由调用和特定调用用户宏程序调用有自由调用和特定调用两种方式。图5.2-2 用户宏程序的特定调用特定调用的指令编程格式如下:l:重复调用次数;变量赋值的方法见后述。一般情况下,宏程序执行完成后,程序将返回到调用程序段,然后继续执行下一程序段。表5.2-4 自变量指定Ⅱ的程序字与局部变量对应关系表混合赋值宏程序调用指令也可采用自变量指定Ⅰ、自变量指定Ⅱ混合赋值的方式,对局部变量#1~#33进行赋值。......
2025-09-29

保持架的作用是将滚动体均匀隔开,以减少滚动体之间的摩擦和磨损。2)对于承受径向载荷和承受轴向载荷的场合,应根据不同的情况来选用轴承类型。当轴向载荷比径向载荷小得多时,可选用深沟球轴承。......
2025-09-29

卷取机工作时的EPC系统工作原理框图如图12-16所示,对应的EPC系统传递函数框图如图12-17所示。图12-15 EPC控制系统构成图12-16 EPC系统工作原理框图xi—钢带位移的偏移 xo—输出的纠偏位移其中,k1为光电头的比例系数,经计算,k1=12V/m;ka为电放大器增益;R为阀线圈阻抗;Gsv为伺服阀的传递函数;Gh为液压缸负载环节的传递函数。图12-17 EPC系统传递函数框图经实测,ka=117,R=20Ω。......
2025-09-29
正的“应变”被定义为εii=Δu·ei不对下标进行求和式中,Δu是PSI单元两边之间的相对位移,Δu=uf-up;ei是局部坐标,下标i指三个局部坐标方向;二维单元只存在面内应变分量ε11、ε22,三维单元存在所有三个应变分量ε11、ε22和ε33。局部坐标系用三个正交方向e1、e2、e3来定义。在大位移分析中,局部坐标系随着所在管道的刚体运动而发生旋转。在小变形分析中,局部系统由PSI单元的初始几何构型来定义,并且在分析过程中保持不变。......
2025-09-29

对流传热时单位时间内加热介质传递给工件表面的热量有如下关系:式中 Qc——单位时间内通过热交换面对流传热给工件的热量,J/h;t介——介质温度,℃;t工——工件表面温度,℃;αc——对流传热系数,J/;F——热交换面积,m2。它使流体质点与工件表面热交换后不能及时离开,影响传热。热射线的传播过程称为热辐射。当发热体与工件之间存在挡板等遮热物时,将使辐射传热量减少。......
2025-09-29

图2.4.1所示的“创建几何体”对话框中的各选项说明如下。图2.4.3 “CSYS”对话框图2.4.4 创建坐标系Step5.单击“CSYS”对话框区域中的“操控器”按钮,系统弹出图2.4.5所示的“点”对话框,在Z文本框中输入值10.0,单击按钮,此时系统返回至“CSYS”对话框,单击按钮,完成图2.4.6所示的机床坐标系的创建,系统返回到“MCS”对话框。图2.4.5 “点”对话框图2.4.6 机床坐标系......
2025-09-29

相关推荐