图5-128 HM1250卧式加工中心伺服放大器与伺服电动机的主回路连接图FSSB自动设定过程1)设定系统的总控制轴数。5)系统断电再重新上电,完成FSSB伺服总线的自动设定。......
2025-09-29
1.伺服设定
利用CNC的伺服设定功能,可简单地进行伺服驱动系统主要参数的显示与设定,这是一种用于伺服参数检查和伺服调试的快捷操作方式。伺服设定功能在CNC参数PRM3111.0设定为“1”时有效,其操作步骤如下:
1)利用CNC数据显示和设定操作,取消参数保护功能;按MDI面板的功能键【SYS- TEM】选择系统显示模式、通过软功能扩展键,显示软功能键〖伺服设定〗(或〖SV设定〗)。
2)按软功能键〖伺服设定〗后,再选择〖伺服设定〗(或〖SV设定〗),在CNC参数PRM13117.2设定为“0”时,LCD将显示图9.1-5所示的伺服设定页面;如需要,可通过后述的操作,选择传统的伺服设定参数输入显示页面。如CNC参数PRM13117.2设定为“1”,则只能显示后述的传统伺服设定参数输入显示页面(参见图9.1-7)。
3)伺服设定页面按坐标轴分组显示,按软功能键〖轴改变〗可选择需要显示和设定的坐标轴。
4)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择需要设定的伺服参数。
5)用MDI面板的数字键输入数值后,按MDI面板的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改参数设定值。
伺服设定参数中的“电机旋转方向”、编码器反馈的“方向转变”参数,在中文显示时的显示为“CW/CCW”、“有/无”,它们可通过以下两种方法设定:
方法1:利用MDI面板输入数值“1”,按编辑键【INPUT】或软功能键〖输入〗,可以选择电机旋转方向栏的“CW”或编码器反馈的方向改变栏的“有”;输入数值“0”,按编辑键【INPUT】或软功能键〖输入〗,则可选择电机旋转方向栏的“CCW”或编码器反馈的方向改变栏的“无”。输入数值错误时,LCD将显示空白框。
方法2:选定参数后,按软功能键〖(操作)〗,可显示图9.1-6所示的参数输入操作软功能键,然后,利用软功能键〖CW〗、〖CCW〗改变电机旋转方向栏的“CW/CCW”;或利用软功能键〖有〗、〖无〗,改变编码器反馈的方向转变栏的“有/无”。
6)重复步骤3)~5),完成其他参数的设定。
7)全部参数设定完成后,按软功能键〖设定〗,CNC将自动计算并完成相关CNC参数的设定。如果参数设定正确,完成后软功能〖设定〗将自动隐藏,并在重新设定时再次显示。如果参数设定错误,LCD将显示警示信息“设定值有误”,光标将自动定位到出错的输入栏,这时,可直接进行参数的重新设定,完成后再次按软功能键〖设定〗。
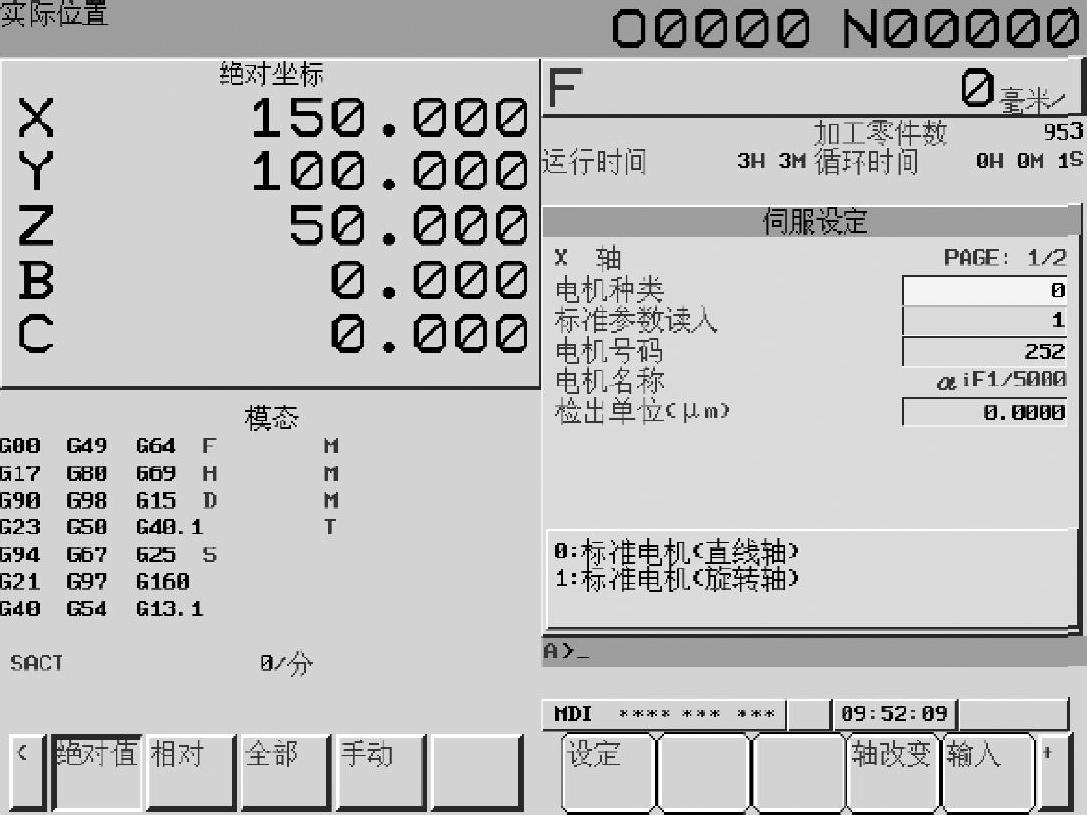
图9.1-5 伺服设定显示
2.伺服设定参数输入显示
由于FS-0iD的伺服设定显示与FS-0iC等CNC有所不同,如需要,也可以在LCD显示图9.1-5所示的伺服设定页面时,通过以下操作切换到传统的伺服参数设定页面:
1)按软功能键〖(操作)〗,并通过软功能扩展键,显示软功能键〖切换〗。(https://www.chuimin.cn)
2)按软功能键〖切换〗,LCD将切换到传统的伺服参数设定页面,显示图9.1-7所示的伺服设定参数输入和显示页面。
在伺服设定参数输入显示页面上,可通过FS-0iC同样的方式,进行伺服参数的显示和设定操作。如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。但是,如果CNC参数PRM13117.2设定为“1”,则只能显示图9.1-7所示的传统伺服设定参数输入显示页面。
3.伺服调整操作
在数控机床调试或维修时,可通过CNC的伺服设定引导操作,简单完成伺服驱动系统的快速、自动调整。伺服自动调整功能在CNC参数PRM3111.0设定为“1”时有效,其操作步骤如下:
1)利用CNC数据显示和设定操作,取消参数保护功能。
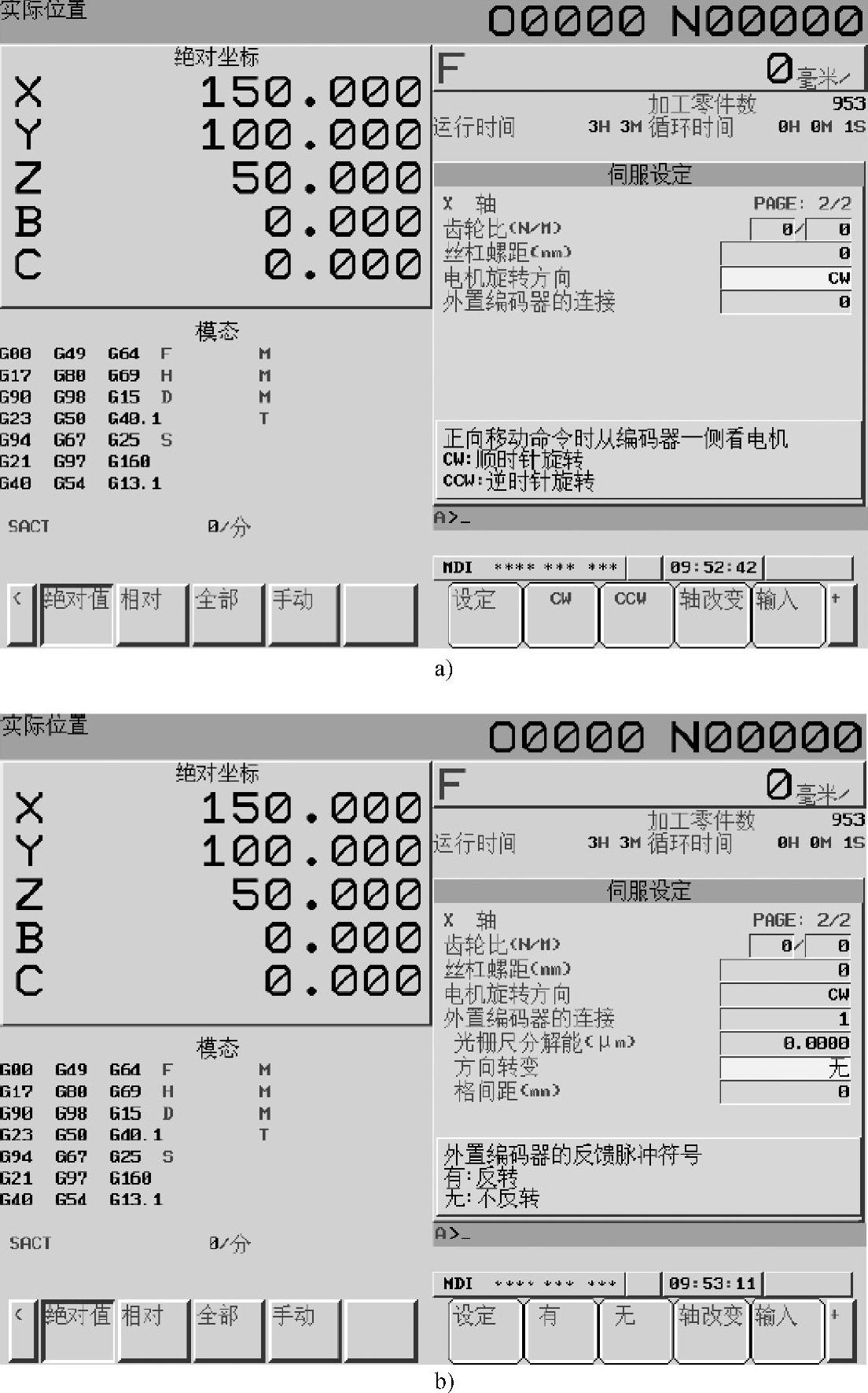
图9.1-6 参数输入操作功能键显示
a)电机旋转方向 b)编码器反馈方向
2)按MDI面板的功能键【SYSTEM】选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗(或〖SV设定〗)。
3)按软功能键〖伺服设定〗后,按〖伺服调整〗(或〖SV调整〗)软功能键,LCD将显示图9.1-8所示的伺服调整页面。
在此页面上,便可实施伺服设定引导操作,完成伺服驱动系统的快速、自动调整。伺服设定引导操作需要设定电机代码、电子齿轮比、参考点计数器容量、功能位等参数,并需要按规定的步骤进行,有关伺服设定引导操作的方法,可参见与本书配套出版的《FANUC-0iD调试与维修》一书。
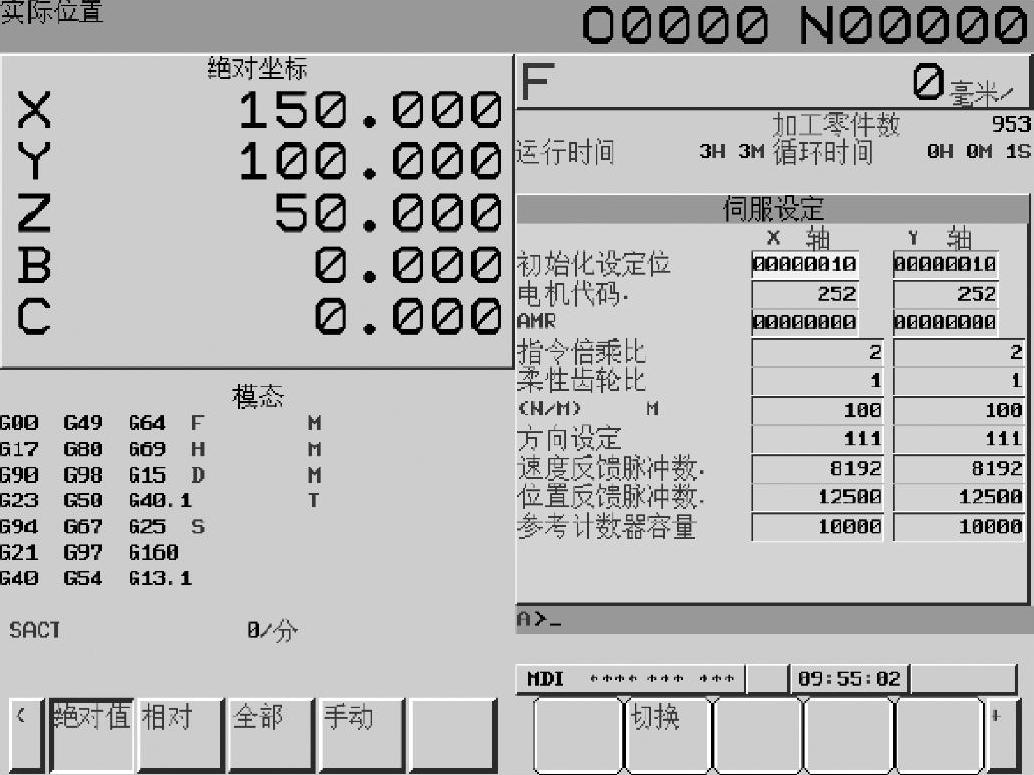
图9.1-7 伺服设定参数输入显示

图9.1-8 伺服调整显示
相关文章

图5-128 HM1250卧式加工中心伺服放大器与伺服电动机的主回路连接图FSSB自动设定过程1)设定系统的总控制轴数。5)系统断电再重新上电,完成FSSB伺服总线的自动设定。......
2025-09-29

模型构建完成后,参数设定和模型检验是保证模型运行及其结果准确的关键工作。为了分析系统行为,需要对模型中各个参数及其相互关系进行定量化处理。2.模型参数设定本书所研究的建筑工程清洁生产实施SD模型的参数选取和确定是参考项目调研结果、全国性和部门行业统计报告以及相关文献资料,并进行适当推算最终确定的。......
2025-09-29

YL-335B需要设置的伺服参数不多,只在前面板上进行设置就行。伺服系统的参数设置应满足控制要求,并与PLC的输出相匹配,如表2-13所示。......
2025-09-29

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2025-09-29

当数控机床的主轴部分发生故障时,维修人员可借助串行主轴的指令控制流程图来分析故障的部位或环节,有时还需要对串行主轴的参数进行设定、调整,甚至执行主轴参数的初始化。3)主轴最高速度:对应CNC参数#3741,设定主轴1挡的最高速度,非钳制速度。4)比例增益:为主轴电动机的标准参数。......
2025-09-29
机电一体化的伺服控制系统的结构类型繁多,但从自动控制理论的角度来分析,伺服控制系统一般包括控制器、功率放大器、执行机构、检测装置四部分。图4-4给出了伺服系统组成原理框图。①系统精度:伺服系统精度指的是输出量复现输入信号要求的精确程度,以误差的形式表现,可概括为动态误差、稳态误差和静态误差3个方面。......
2025-09-29

物质流分析方法为清洁性测度提供了可量化的依据,为可持续发展指标的构建提供了新思路。从物质流的角度出发,清洁性测度参数是指影响系统物质流的过程因素,通过揭示经济系统物质结构的组成和变化情况,反映系统的清洁生产水平。基于以上的分析,本书提出了建筑生命周期系统清洁性测度的过程参数。对拆除后的建筑旧材料进行充分再利用,是实现清洁生产的重要措施。......
2025-09-29
I/O模块是输入模块和输出模块的总称,按实际控制所需的I/O来确定模块规格及数量。实际系统配置时,I/O模块可多可少,但其最大模块数受到CPU单机所能控制的最大I/O点数限制。常见的I/O模块外形如图2-9所示。注意,设定方法请查看本书8.6节4.I/O模块输入响应速度的变更。Q系列PLC常见I/O模块的性能见表2-7。......
2025-09-29
相关推荐