图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2025-09-29
1.快捷设定的内容
CNC参数快捷设定操作主要用于机床调试和维修,通过快捷设定操作,可以简单完成保证机床工作最低要求所需的基本CNC参数的设定。
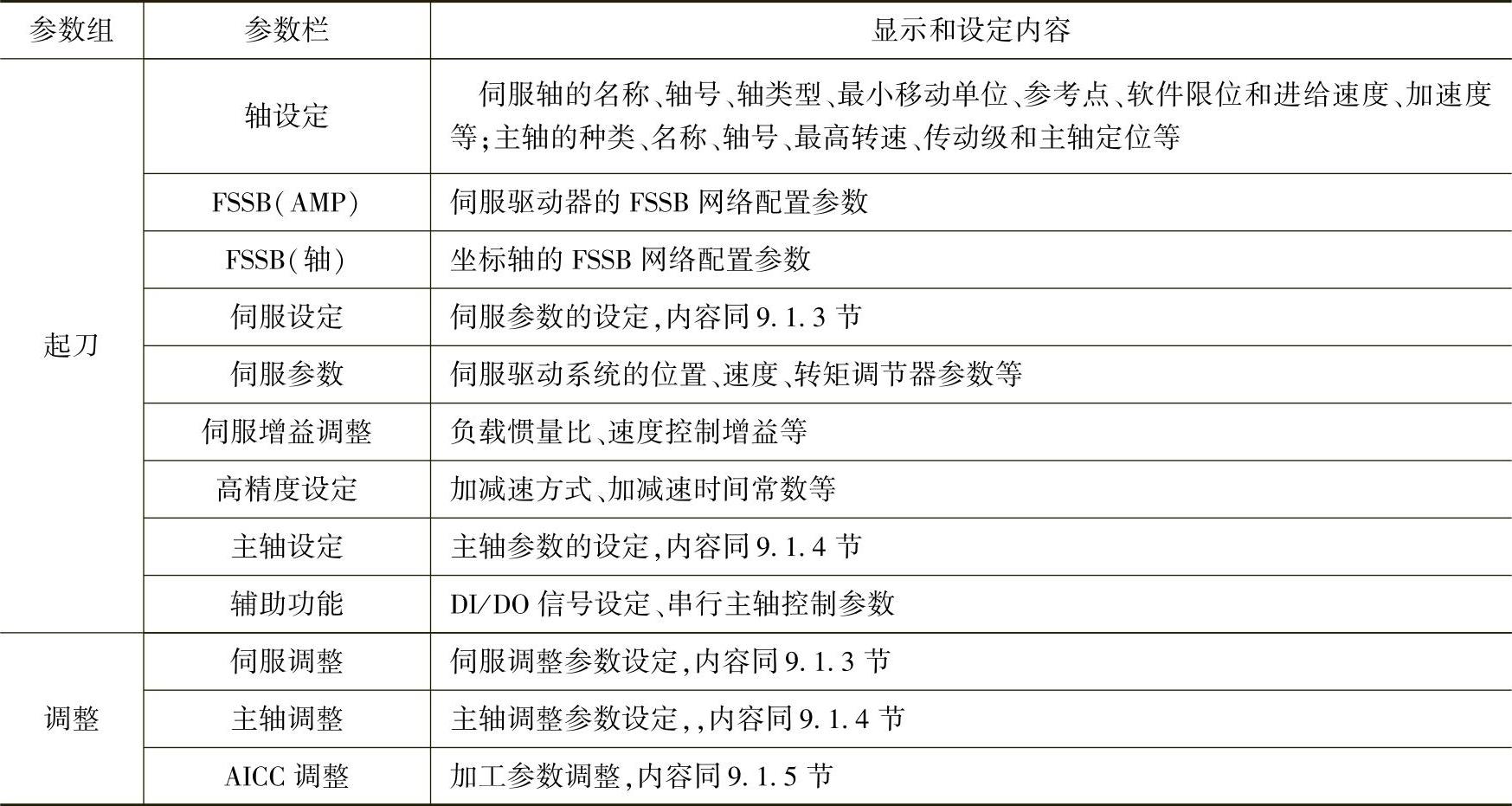
快捷设定的CNC参数分为“开机(START UP)”和“调整(TUNNING)”两大组、各有若干栏。选择开机(START UP)组参数,操作者可进行坐标轴定义、FSSB网络配置、伺服驱动系统、主轴驱动系统、辅助功能等开机基本参数的设定,满足机床正常起动和运行的最低要求;在此基础上,可通过“调整(TUNNING)”组参数,对伺服驱动系统、主轴驱动系统进行必要的调整和优化。开机(START UP)在中文显示的CNC上的显示为“起刀”,这一翻译不一定恰当,但为了方便操作者使用,本书后述的内容中仍使用这一名称。
可以通过快捷设定操作设定的CNC参数见表9.2-1。
表9.2-1 快捷设定参数一览表
2.快捷设定的操作
CNC参数快捷设定操作可以通过MDI面板的功能键【SYSTEM】选择系统显示模式后,在软功能扩展菜单上,选择软功能键〖参数设定〗(或〖PRM设〗)进入,其操作步骤如下:
1)选择MDI操作方式,并通过CNC数据显示和设定操作,取消参数保护功能。
2)按MDI面板的功能键【SYSTEM】,选择系统显示模式后,通过软功能扩展键,显示软功能键〖参数设定〗(或〖PRM设〗);按该键LCD将显示图9.2-1所示的CNC参数快捷设定栏目选择页面。
3)利用MDI面板上的光标移动键【↑】、【↓】,选择需要设定的参数组。
4)按软功能键〖选择〗,进入该栏目的参数快捷设定,LCD显示相应的参数显示和设定页面。
5)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择需要设定的参数。
6)用MDI面板的数字键输入数值后,再按MDI面板的编辑键【INPUT】或软功能键〖输入〗,输入参数值。
7)本栏目参数设定完成后,可通过下述的操作退出本栏目设定,返回然后,选择其他栏目、进行以上同样的参数显示和设定操作。伺服设定、主轴设定等参数也可以在系统显示模式下,通过软功能键扩展后,直接选择相关软功能键进行显示和设定,但是,利用这种参数显示和设定方式,设定完成后不能返回到图9.2-1所示的参数选择栏目显示页。(https://www.chuimin.cn)
3.快捷设定的退出
当参数快捷设定栏目被选择后,LCD将切换到该栏目参数的显示和设定页面,以便进行该栏目的参数设定。例如,当选择“起刀”组的“轴设定”栏时,其参数的显示和设定页面如图9.2-2所示。
当指定栏目的参数设定完成后,可通过如下操作退出,然后,再进入其他栏目的参数设定。
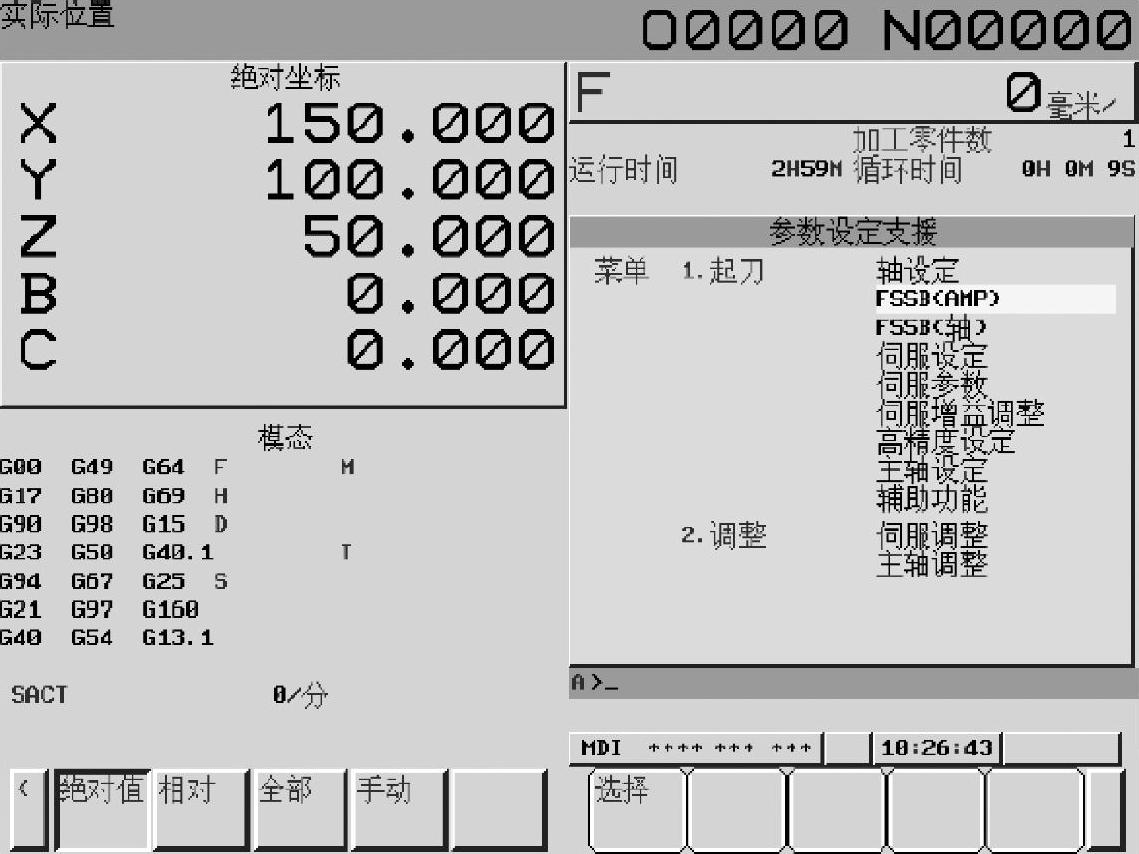
图9.2-1 参数快捷设定栏目显示

图9.2-2 轴设定参数的显示
1)按软功能扩展键,直至显示图9.2-3所示的软功能键〖菜单〗。
2)按软功能键〖菜单〗,LCD返回图9.2-1所示的参数快捷设定项目选择显示页面。
3)选择其他栏目,进行以上同样的参数显示和设定操作。
4)全部参数设定完成后,通过CNC数据显示和设定操作,重新生效参数的写入保护功能,并按【RESET】清除SW0100报警。

图9.2-3 快捷设定返回软功能键显示
相关文章

图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2025-09-29

2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2025-09-29

机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。图7.1-2 FANUC机床操作面板FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。图7.1-3 附加机床操作面板附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。......
2025-09-29

模型构建完成后,参数设定和模型检验是保证模型运行及其结果准确的关键工作。为了分析系统行为,需要对模型中各个参数及其相互关系进行定量化处理。2.模型参数设定本书所研究的建筑工程清洁生产实施SD模型的参数选取和确定是参考项目调研结果、全国性和部门行业统计报告以及相关文献资料,并进行适当推算最终确定的。......
2025-09-29

图9.5.71 测量操作准备工作:必须提前为机构装置运行一个运动分析,然后才能绘制测量结果,为此需先选择命令,运行运动分析AnalysisDefinition1。Step2.系统弹出图9.5.72所示的“测量结果”对话框,在该对话框中进行下面的操作。图9.5.72 “测量结果”对话框图9.5.72所示下拉列表中各选项的说明如下:● ——反映某个测量对时间的关系。⑦单击“测量定义”对话框中的按钮,系统立即将measure1添加到“测量结果”对话框的列表中。图9.5.74 “测量结果”对话框①选取测量名。......
2025-09-29

3)计算铆钉杆的长度:L=1.7d﹢1.1∑δ式中L——铆钉杆的长度;d——铆钉杆的直径;∑δ——连接件的总厚度。铆接时要通过试铆来确定铆钉杆的实际长度。用穿钉钳迅速夹住桶内的铆钉,在桶上敲一敲,将铆钉穿入待铆接的孔中。用顶把前端的顶模将穿入钉孔的铆钉头部顶住,铆接者用铆钉枪上的罩模对准铆钉杆打击,如图6-14a所示。最后将铆钉枪上的罩模绕着钉头旋转一周,一边旋转一边打击,使铆钉头圆周与连接件表面结合紧密,如图6-14c所示。......
2025-09-29

选择相关的量度单位,设定唛架的长度单位、宽度单位和显示格式,单击按钮,完成单位设定。在对话框中设定唛架的宽度和长度、宽度和长度方向的缩水率、边界宽度以及面料的层数,选择料面模式是单向或相对,单击按钮,弹出对话框,如图6-3所示。单击按钮,纸样进入排料系统的,排料设定完成。之后可以进行自动排料、手动排料或超级排料。图6-5对话框教师指导在排料设定过程中,和对话框的设定是关键。......
2025-09-29

相关推荐