3)计算铆钉杆的长度:L=1.7d﹢1.1∑δ式中L——铆钉杆的长度;d——铆钉杆的直径;∑δ——连接件的总厚度。铆接时要通过试铆来确定铆钉杆的实际长度。用穿钉钳迅速夹住桶内的铆钉,在桶上敲一敲,将铆钉穿入待铆接的孔中。用顶把前端的顶模将穿入钉孔的铆钉头部顶住,铆接者用铆钉枪上的罩模对准铆钉杆打击,如图6-14a所示。最后将铆钉枪上的罩模绕着钉头旋转一周,一边旋转一边打击,使铆钉头圆周与连接件表面结合紧密,如图6-14c所示。......
2025-09-29
1.面板布置
为了选择操作方式、控制机床运行,数控机床需要配置操作面板。在配套FS-0iD的数控机床上,机床基本操作面板通常有图7.1-1a所示的卧式和图7.1-1b所示的立式两种布置形式。根据用户需要,FS-0iD也可选配图7.1-1c所示的10.4in彩色LCD,这种结构的MDI单元为分离式结构,LCD带有12个软功能键,可进行双通道同时显示,故多用于双主轴、双刀架数控车床等功能较强的CNC机床。
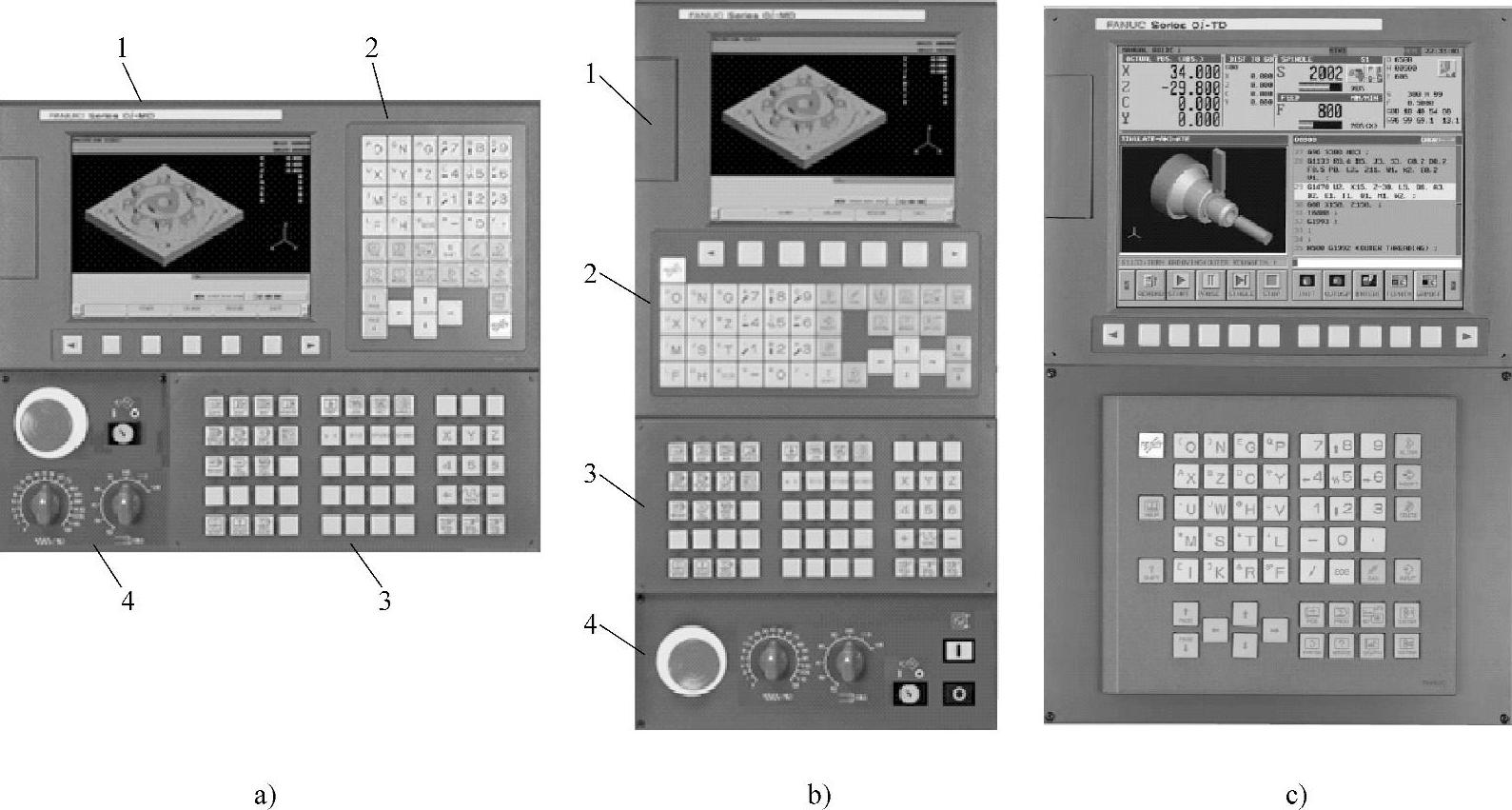
图7.1-1 机床操作面板的组成
a)8.4in卧式 b)8.4in立式 c)10.4in LCD/MDI
1—LCD单元 2—MDI单元 3—机床操作面板 4—附加机床操作面板
机床操作面板一般由CNC的显示单元(LCD)、数据输入单元(MDI)和机床操作面板及附加机床操作面板(子面板)等部分组成。
1)MDI/LCD/CNC单元。MDI/LCD单元用于CNC的数据输入和显示,它是CNC的基本组成部分。MDI/LCD单元一般由CNC生产厂家提供,且多与CNC单元集成一体,故称为MDI/LCD/CNC集成单元。
FS-0iD标准的LCD为8.4in彩色液晶显示,MDI/LCD/CNC集成单元有卧式和立式两种基本布置形式,两者只是外形上的区别,其功能、连接、操作均相同。
2)机床操作面板。机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。但是,从简化连接、提高可靠性方面考虑,宜选配集成有I/O-Link总线接口的FANUC标准机床面板及附加子操作面板。
在FS-0iD上,由于CNC内置PMC的DI/DO信号采用的是I/O-Link总线连接,因此,当机床生产厂家自己设计、制作操作面板时,需要选配I/O单元(I/O-Link从站),按钮、指示灯等DI/DO信号需要单独连接。而FANUC公司提供的标准机床操作面板则集成有I/O- Link总线接口,它可直接通过I/O-Link总线与MDI/LCD/CNC集成单元连接,面板还带有附加机床操作面板接口,其使用简单。
2.标准机床操作面板
FANUC标准机床操作面板(主面板)如图7.1-2所示。面板带有55/55个PMC地址可自由设定的按键/LED指示灯,其中的21/21个按键/LED指示灯的用途可由机床生产厂家自行定义。操作面板带有FANUC手持式操作盒和手轮连接接口。
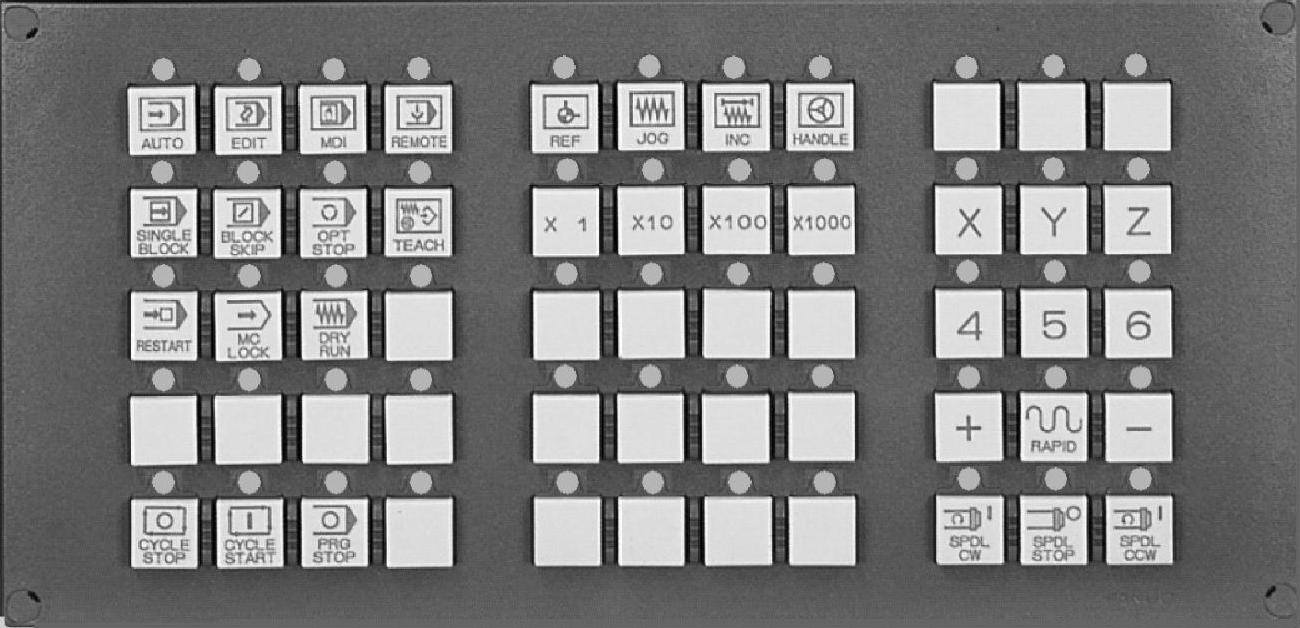
图7.1-2 FANUC机床操作面板(https://www.chuimin.cn)
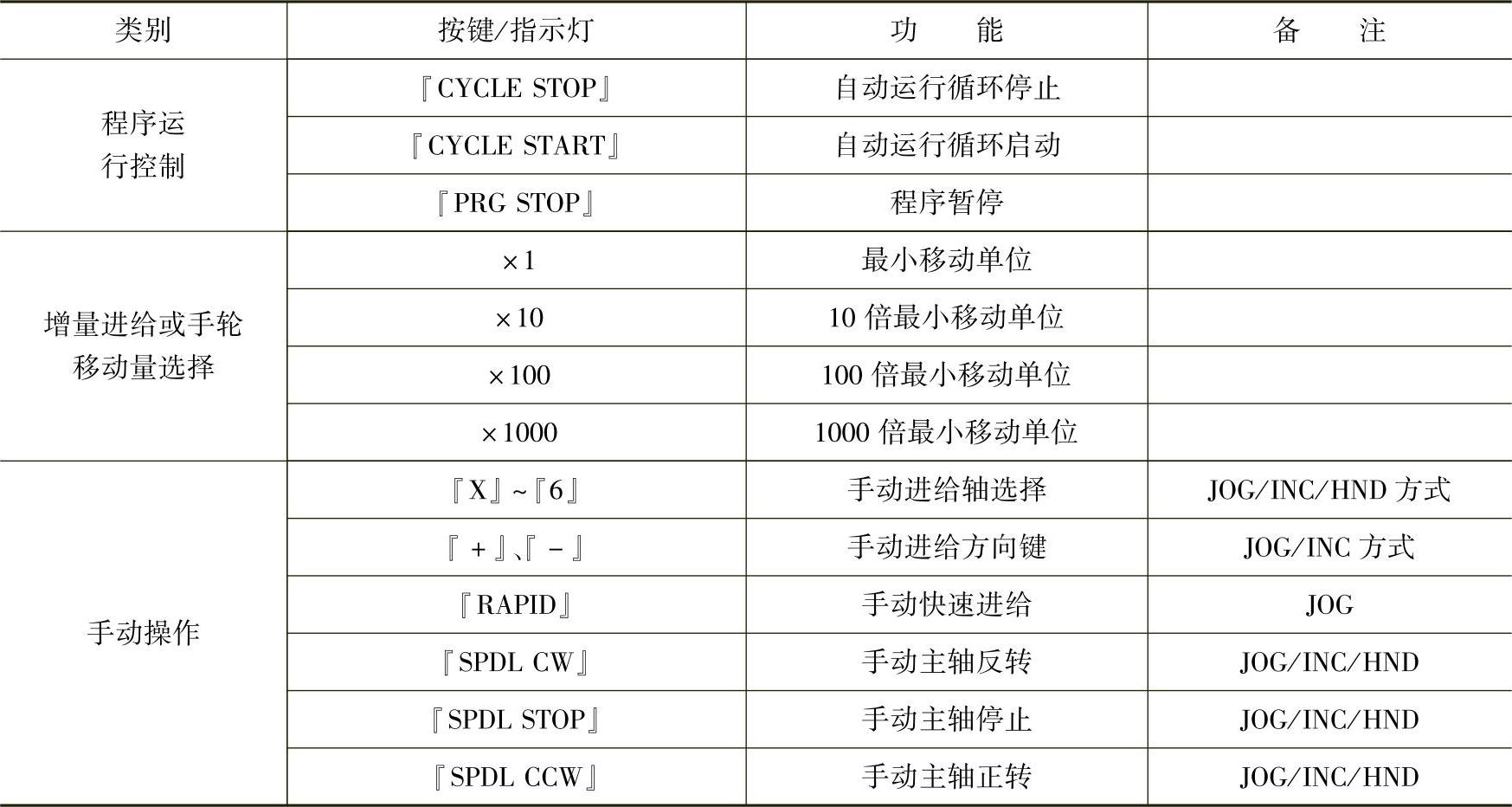
FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。为了便于文档编辑,并区分MDI按键、软功能键,本书下述的内容中将统一用符号“『』”代表机床操作面板按键。
表7.1-1 机床操作面板功能表

(续)
3.附加机床操作面板
FANUC附加机床操作面板又称子面板,其外形如图7.1-3所示,它可以直接与机床操作面板连接。
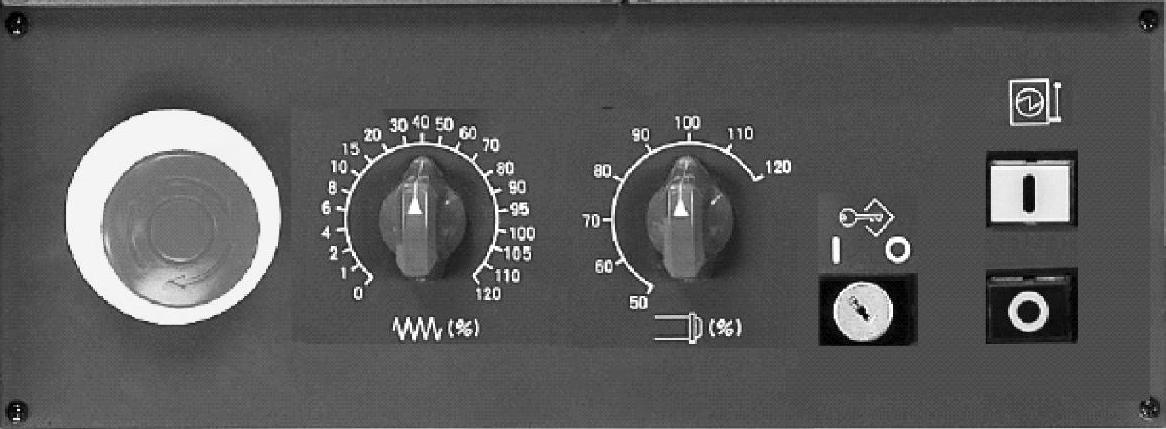
图7.1-3 附加机床操作面板
附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。其中,进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮可以直接连接到主面板,信号的PMC输入地址统一在主面板上定义;急停按钮、CNC启动/停止按钮的作用和连接可由机床生产厂家进行定义,它们通过统一的连接电缆引入到电气控制柜。
4.悬挂式手轮操作单元
在大型机床上,为了便于操作和调试,可以使用悬挂式手轮操作单元。FS-0iD的手轮操作单元可由机床生产厂家制作,也可直接选配FANUC提供的标准手轮操作单元。
FS-0iD的简易悬挂式手轮操作单元如图7.1-4所示,该单元上装有手轮轴选择开关、手轮每格移动量选择开关与手轮。单元可直接与上述的FANUC标准机床操作面板(主面板)连接,其轴选择开关、手轮每格移动量选择开关、手轮脉冲信号可通过I/O-Link接口与总线传送信号。
相关文章

3)计算铆钉杆的长度:L=1.7d﹢1.1∑δ式中L——铆钉杆的长度;d——铆钉杆的直径;∑δ——连接件的总厚度。铆接时要通过试铆来确定铆钉杆的实际长度。用穿钉钳迅速夹住桶内的铆钉,在桶上敲一敲,将铆钉穿入待铆接的孔中。用顶把前端的顶模将穿入钉孔的铆钉头部顶住,铆接者用铆钉枪上的罩模对准铆钉杆打击,如图6-14a所示。最后将铆钉枪上的罩模绕着钉头旋转一周,一边旋转一边打击,使铆钉头圆周与连接件表面结合紧密,如图6-14c所示。......
2025-09-29

操作显示面板直接调试是指在直接利用变频器上的操作显示面板,对变频器进行频率设定及控制指令输入等操作,达到对变频器运行状态的调整和测试目的。要求变频器操作面板操作按键控制功能正常,操作显示面板显示数据......
2025-09-29

图9.5.71 测量操作准备工作:必须提前为机构装置运行一个运动分析,然后才能绘制测量结果,为此需先选择命令,运行运动分析AnalysisDefinition1。Step2.系统弹出图9.5.72所示的“测量结果”对话框,在该对话框中进行下面的操作。图9.5.72 “测量结果”对话框图9.5.72所示下拉列表中各选项的说明如下:● ——反映某个测量对时间的关系。⑦单击“测量定义”对话框中的按钮,系统立即将measure1添加到“测量结果”对话框的列表中。图9.5.74 “测量结果”对话框①选取测量名。......
2025-09-29
气焊设备主要包括氧气瓶、乙炔气瓶、减压器、焊炬、软管等,如图4-11所示。一般情况下,应禁止使用平放的氧气瓶。高压气体经过减压活门5减压后流入低压室7,此时气体体积增大、压力降低,由出气口8供给气焊使用。......
2025-09-29

变频器的操作方式较多,最常用的方式就是在面板上对变频器进行各种操作。三菱FR-A540型变频器的操作面板如图4-6所示。图4-6 三菱FR-A540型变频器的操作面板表4-3 操作面板按键和指示灯的功能说明2.操作面板的使用模式切换要对变频器进行某项操作,必须先在操作面板上切换到相应的模式。......
2025-09-29
S7-1200 PLC的供电电源可以是AC 110V或220 V电源,也可以是DC 24 V电源,接线时有一定的区别及相应的注意事项。[d]将S7-1200 PLC的所有地线端子同最近接地点相连接,以获得最好的抗干扰能力。建议所有的接地端子都使用14AWG或1.5mm2的电线连接到独立导电点上。DC 24V电源回路与设备之间,以及AC 120/230V电源与危险环境之间,必须提供安全电气隔离。......
2025-09-29

口令登录功能是为了禁止从外围设备对Q系列CPU中的程序、注释等数据进行读出和写入。2)弹出口令登录对话框后,需要设定口令、登陆条件,如图8-13所示。3)解除口令登录时,点击“在线”→“口令登记”→“取消”的菜单。4)注意事项:①仅程序、软元件注释和软元件初始值可以进行口令登录。③请将登录的口令记录下来并认真保管。④系统保护功能除了口令登录功能外,还有远程口令功能。......
2025-09-29
SDYQ系列数控等离子氧乙炔切割机,是一种用于金属板材切割下料的数字程序控制的自动化切割设备,该设备在工业计算机的控制下,采用燃气火焰或等离子弧作切割源,可以在低碳钢、不锈钢以及铝、铜等有色金属板材上切割任意图形,切割厚度为0.8~150mm。7)如果发生伺服报警,系统会显示相应的报警信号,并自动退出控制系统,回到DOS状态。......
2025-09-29
相关推荐