表9.2-1 快捷设定参数一览表2.快捷设定的操作CNC参数快捷设定操作可以通过MDI面板的功能键选择系统显示模式后,在软功能扩展菜单上,选择软功能键〖参数设定〗进入,其操作步骤如下:1)选择MDI操作方式,并通过CNC数据显示和设定操作,取消参数保护功能。图9.2-1 参数快捷设定栏目显示图9.2-2 轴设定参数的显示1)按软功能扩展键,直至显示图9.2-3所示的软功能键〖菜单〗。......
2025-09-29
1.存储卡的操作
在系统显示模式下,如果选择软功能键〖所有IO〗,可以利用存储卡进行加工程序、CNC参数、刀具补偿数据、工件坐标系偏置数据、螺距误差补偿、宏程序变量、操作和报警履历等数据的输入或输出。此外,还可以利用屏幕拷贝(FANUC手册称画面硬拷贝)功能,将LCD显示页面直接转换成BMP格式的图片数据,输出到存储卡上,并利用电脑对其进行显示和编辑。
存储卡应使用符合PCMCIA Ver2.0或JEIDA Ver4.1标准的存储卡。使用存储卡前应通过如下操作定义输入/输出设备。
1)CNC操作方式选择EDIT,按MDI面板的功能键【PROG】,选择程序显示模式。
2)按软功能扩展键,直至显示软功能〖一览〗,按此键选择程序一览表显示。
3)按软功能键〖(操作)〗后,选择软功能键〖设备选择〗(或〖设备〗)。
4)按软功能键〖存储卡〗,LCD将显示图9.3-3所示的存储卡文件。显示栏“号”是存储卡上的文件编号;显示栏“文件名”是存储卡上的文件名称。
5)存储卡上的文件可以执行检索、删除、输入、输出等操作。文件输入/输出的操作步骤详见后述;如需要检索存储卡上的文件,按软功能键〖F检索〗;如需要删除存储卡上的文件,按软功能键〖F删除〗。
6)利用MDI面板输入存储卡文件编号、按软功能键〖F设定〗,或,利用MDI面板输入文件名、按软功能键〖F名称〗,选定需要检索或删除的文件。(https://www.chuimin.cn)
7)按〖执行〗便可执行步骤5)所选择的文件检索或删除操作,如按〖取消〗,则可撤销所选择的操作。
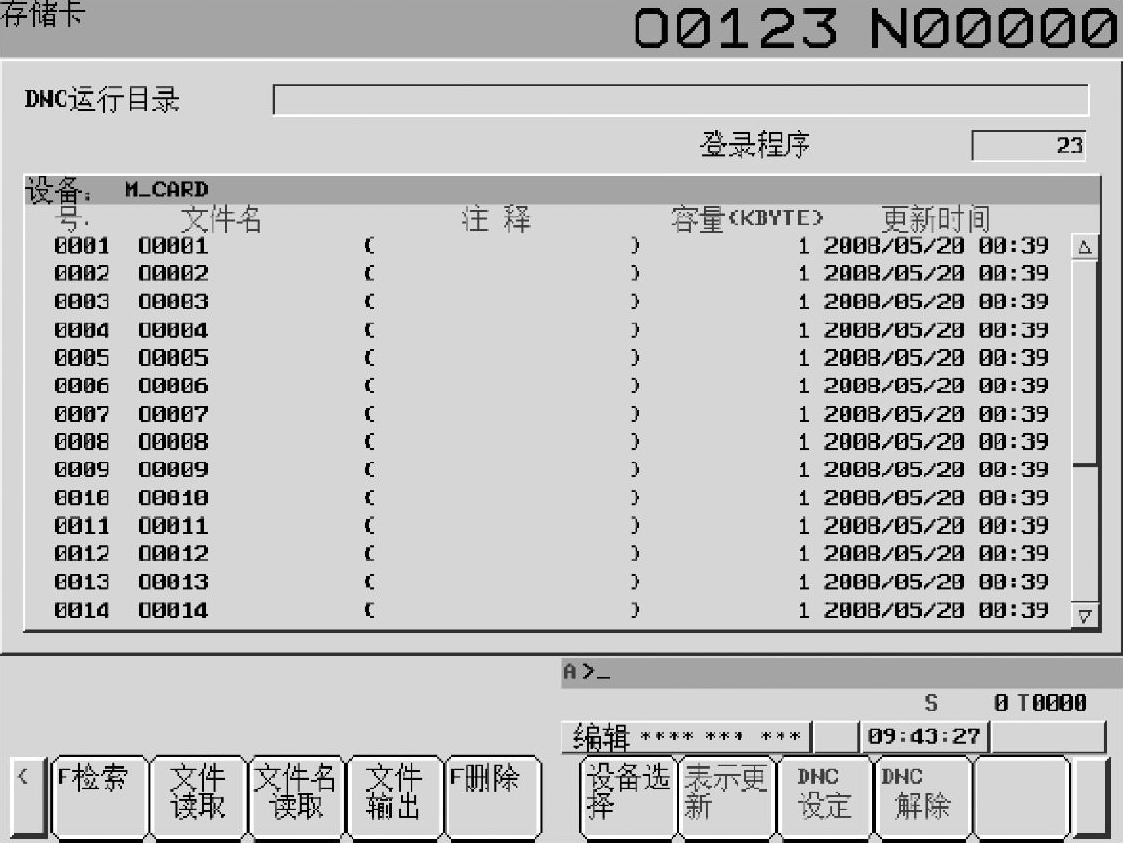
图9.3-3 存储卡显示
2.操作提示
当CNC数据输出到存储卡时,如果定义的文件名和存储卡内已有的文件名重复或默认的文件名一致时,LCD可以显示图9.3-4所示的提示页面。选择软功能键〖覆盖〗,将覆盖存储卡上的原文件;选择软功能键〖取消〗,可以取消数据输出操作。
当选择CNC参数输出时,可以根据要求选择全部参数输出或非0参数(参数值不为0的参数)输出两种方式。输出CNC参数时,软功能键〖文件输出〗(或〖F输出〗),一旦选择,LCD将显示图9.3-5a所示的操作软功能键,如果需要输出全部参数,选择软功能键〖全部〗;如果只需要输出非0参数,则选择软功能键〖样本〗。参数输出范围选定后,LCD将显示图9.3-5b所示的操作软功能键,如果需要执行输出操作,选择软功能键〖执行〗;如需要放弃输出操作,则选择软功能键〖取消〗。同样,如果存储卡中存在同名文件,LCD将显示图9.3-5c所示的操作软功能键,选择软功能键〖覆盖〗,将覆盖存储卡上的原文件;选择软功能键〖取消〗,可以取消数据输出操作。

图9.3-4 存储卡文件覆盖提示
相关文章

表9.2-1 快捷设定参数一览表2.快捷设定的操作CNC参数快捷设定操作可以通过MDI面板的功能键选择系统显示模式后,在软功能扩展菜单上,选择软功能键〖参数设定〗进入,其操作步骤如下:1)选择MDI操作方式,并通过CNC数据显示和设定操作,取消参数保护功能。图9.2-1 参数快捷设定栏目显示图9.2-2 轴设定参数的显示1)按软功能扩展键,直至显示图9.2-3所示的软功能键〖菜单〗。......
2025-09-29

机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。图7.1-2 FANUC机床操作面板FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。图7.1-3 附加机床操作面板附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。......
2025-09-29

3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2025-09-29

跟踪草绘具体操作方法与技巧如下:1)单击按钮选择类型并输入名称为“3-4”,取消选项,单击按钮;在出现的新对话框中,选用mmns_part_solid模板,单击按钮。图3-86 控制板3)单击按钮并选择绘图区内的基准面作为导入图像放置面,系统将自动弹出如图3-87所示的对话框。图3-88 导入图像图3-89 调整图像8)模型创建完成后,可重新打开选项卡并单击下拉列表中的选项。10)在绘制截面时可根据图像轮廓进行绘制,从而缩短设计时间。......
2025-09-29

图8.3-9 软机床操作面板的显示2组7:进给保持,可通过显示页上的选项选择,见图8.3-9。软机床操作面板的操作组1~7可通过CNC参数PRM7200的设定,选择使用或不使用。MDI面板上的手动操作按键功能只有在软机床操作面板功能生效时才能使用。2)按软功能扩展键、显示软功能键〖操作〗,按该键后LCD将显示软机床操作面板显示页面。......
2025-09-29
SDYQ系列数控等离子氧乙炔切割机,是一种用于金属板材切割下料的数字程序控制的自动化切割设备,该设备在工业计算机的控制下,采用燃气火焰或等离子弧作切割源,可以在低碳钢、不锈钢以及铝、铜等有色金属板材上切割任意图形,切割厚度为0.8~150mm。7)如果发生伺服报警,系统会显示相应的报警信号,并自动退出控制系统,回到DOS状态。......
2025-09-29

下面开始对PLC进行编程。单击图4-6左下角的“Portal视图”,返回到Portal视图,单击左侧的“PLC编程”项,可以看到选中“显示所有对象”时,右侧显示了当前所选择PLC中的所有块,双击“main”块,打开程序块编辑界面,如图4-7所示。也可以在项目树下直接双击打开PLC设备下程序块里的“main”程序块。......
2025-09-29
图11-41 新建工程界面2.模块FB的声明为了编写程序,需要在模块FB声明窗口中对模块FB进行声明。单击该按钮后会显示模块型号选择列表,从列表内选择“QX40”模块,如图11-43所示。按照先前的方法定义两个常量,分别是“40”和“55”,定义一个变量“TIC001.SV”,随后根据图示使用连线工具进行连接。图11-60 定义注释5.程序编译1)单击工具栏的图标,也可以通过点击菜单的“Convert(转换)”→“Cold-start Compile”执行操作,如图11-61所示。......
2025-09-29
相关推荐