采用梯形图的方式对多个程序进行编写。图6-32 填入“PRO1”2.编写低速执行型程序在工程名为“TEST”的程序中新增程序名为“PRO2”的低速执行型程序,如图6-33所示。该程序要实现的功能是,将“PRO1”、“PRO2”、“PRO3”中使用的寄存器初始化。程序注意,“”内区分输入文字的大小写。......
2025-09-29
通过MDI/LCD面板,将加工程序输入到CNC存储器,是最基本的程序输入方式。程序的输入前,需要将图7.3-1所示的附加机床操作面板,或用户自制的机床操作面板上的存储器保护旋钮置于OFF位置,以取消CNC的存储器保护功能。加工程序输入的基本操作步骤如下。
1.MDI面板输入
在CNC存储器中,加工程序以程序号的形式进行识别和管理,因此,加工程序的创建需要在CNC上生成一个程序号。程序号生成后,即可以依次输入加工程序段。利用MDI面板输入加工程序是FS-0iD最基本的程序输入方式,其操作步骤如下:
1)按机床操作面板的『EDIT』键,选择程序编辑方式。
2)按MDI面板上的功能键【PROG】,LCD显示程序页面。
3)利用地址键【O】和数字键,输入需要创建的程序号,如O1234等。
4)按MDI面板上的编辑键【INSERT】,加工程序号即被插入到存储器中。
5)利用MDI面板的地址键和数字键,输入加工程序段指令,按【EOB】结束程序段。
6)按MDI面板上的编辑键【INSERT】,加工程序段即被插入到程序中。
7)重复以上步骤5)、6),完成全部程序的输入。
如果程序输入时需要自动插入程序段号,则可以通过下述的操作,在程序段输入前自动生成程序段号。程序输入完成后,按MDI面板的【RESET】键,光标可返回到程序的开始位置,然后,利用光标移动键【→】或【↓】,进行程序检查。输入的程序可通过后述的程序编辑操作,进行必要的修改。程序输入(创建)对存储器卡无效,但保存在存储器卡上的程序可以进行部分编辑操作(详见7.3.2节)。
当加工程序通过上述步骤1)~4)插入程序号后,其程序段的输入也可以通过机床操作面板上的『TEACH』键,选择示教(TEACH)编辑方式输入,其操作方法可参见7.2节的表7.2-6。如果CNC选择了对话编程、引导编程或轮廓编程、图形编程等附加功能,加工程序段的输入还可用对话、引导或轮廓定义等方式输入,有关内容可参见第6章。
2.段号的自动生成
程序段号N既能用来指示程序跳转的目标位置,也可用来指示程序检索、重新启动的位置。如果加工程序中的段号N按规定值依次递增,则可以使用CNC的段号自动生成功能,从而省略程序输入时的N号输入操作。程序段号自动生成的方法如下:
1)利用第8章所述的CNC参数设定操作,在CNC参数PRM3216中,设定程序段号的增量值,如2等。
2)利用第8章所述的CNC参数设定操作,将图7.3-1所示的CNC设定参数页面上的“顺序号”设定为“1”,生效程序段号自动插入功能。
3)利用上述的程序输入操作,输入需要创建的程序号。
4)将光标定位到程序段结束符“;”上。
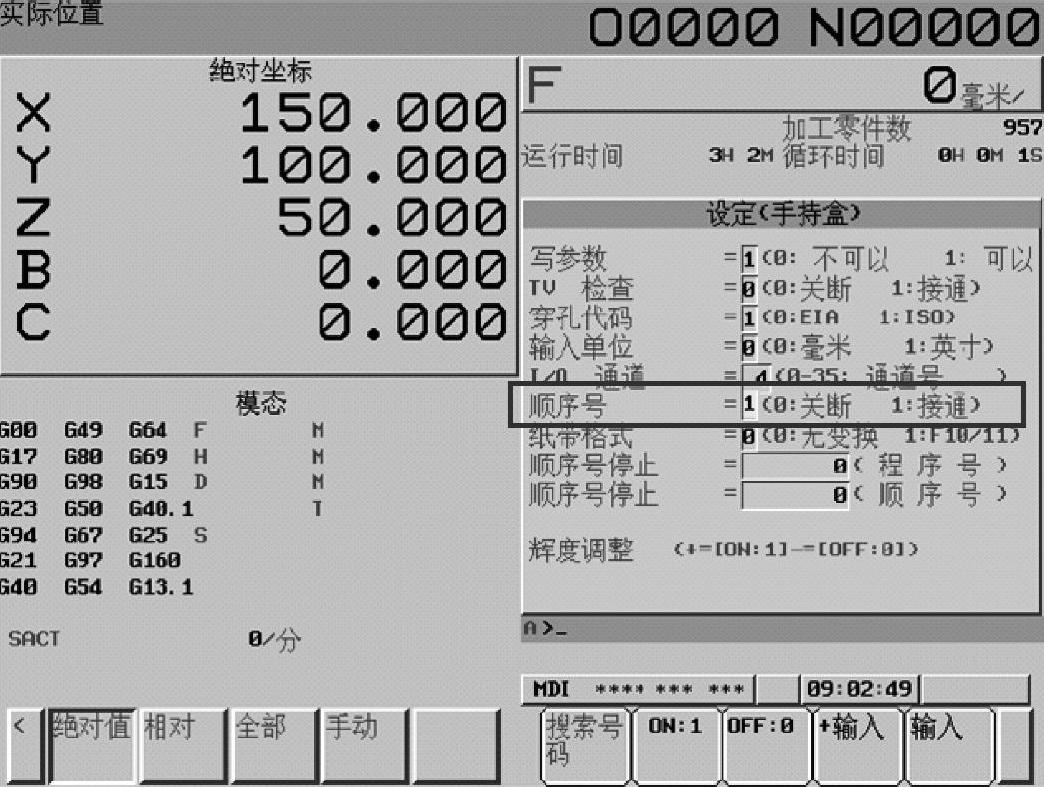
图7.3-1 自动生成程序段号的设定
5)利用地址键【N】和数字键,输入起始程序段号(如N10),按编辑键【INSERT】插入,程序段号即被自动插入到下一程序段的起始位置。如起始程序段号使用N0,则只要输入程序段结束符【EOB】、按【INSERT】插入,便可自动生成程序段号N0。
6)利用MDI面板的地址键和数字键,输入加工程序段指令,并以【EOB】结束、按【INSERT】插入程序段后,便可在下一程序段的起始位置,自动生成依次递增的段号。
例如,当CNC参数PRM3216设定“2”、起始程序段号为N10时,如输入程序段G92X0 Y0 Z0后,以【EOB】结束、按编辑键【INSERT】插入,CNC将自动生成图7.3-2所示的程序段号N12。
7)当光标定位在图7.3-2所示的程序段号N时,可通过MDI面板输入N□□□、按编辑键【ALTER】,修改程序段号N;段号修改后,在随后输入的程序段上,将以修改后的段号作为起始值,自动生成依次递增的段号。(https://www.chuimin.cn)
例如,在图7.3-2所示的显示下,输入N100后按【ALTER】键,程序段号N12将被修改为N100;完成程序段N100输入后,以【EOB】结束、按编辑键【IN-SERT】插入,CNC将在下一段上自动生成程序段号N102。

图7.3-2 程序段号的自动生成
3.字的编辑
加工程序中的程序字可通过插入、替换、删除等操作进行编辑。修改程序字前,需要将光标定位到程序字上,简单程序的光标定位可直接通过MDI面板的光标移动键【←】、【→】或【↓】、【↑】实现,复杂程序则一般利用后述的“字检索”功能进行定位。程序字的编辑方法如下:
1)将光标定位到需要修改的字上,如果需要插入一个字,则需要将光标定位到需要插入字的前一个程序字上,例如,为了在图7.3-3所示的程序段N12的最后添加一条M03指令,需要将光标定位到Y100.0上。

图7.3-3 字的插入、替换和删除
2)如果需要进行字的插入,按MDI面板上的地址键和数字键,输入程序字(如M03),然后按编辑键【INSERT】,所输入的程序字即被插入到光标定位字的后面;如果需要进行字的替换,则按编辑键【AL-TER】,光标定位的字即被所输入的程序字替代;如果直接按面板上的编辑键【DELETE】,光标定位的字即被删除。
4.字的一次性替换
加工程序中的程序字可通过一次性替换操作,进行所有相同程序字的一次性修改,一次性替换的操作步骤如下:
1)按软功能键〖(操作)〗,并按扩展键,使得软功能键〖替换〗显示。
2)按软功能键〖替换〗,并输入需要被替换的程序字,按软功能键〖之前〗确认输入。
3)输入替换后的程序字,按软功能键〖之后〗,CNC将自动搜索需要被替换的字。如果需要替换的字在程序中不存在,则CNC显示操作出错信息“未找到字符”。
4)需要被替换的字找到后,CNC将显示按软功能键〖跳跃〗、〖1-执行〗、〖全执行〗。选择〖跳跃〗,本程序字不进行替换,光标将定位到下一个需要被替换的字上;如选择〖1-执行〗,本程序字执行替换,光标将定位到下一个需要被替换的字上;如选择〖全执行〗,光标后的所有需要被替换的字都将被一次性替换。
5)利用软功能返回键,退出一次性替换操作。
5.程序段的删除
加工程序中的程序段可以通过程序段删除功能删除。删除程序段前,需要将光标定位到程序段上,同样,简单程序的光标定位可直接通过MDI面板的光标移动键【←】、【→】或【↓】、【↑】实现,复杂程序则一般利用后述的“程序段检索”功能进行定位。程序段的删除方法如下:
1)将光标定位到需要删除程序段的第1个字上,例如,为了删除图7.3-4所示的程序段N10,需要将光标定位到N10上。

图7.3-4 程序段的删除
2)按MDI面板上的程序段结束符【EOB】、再按编辑键【DELETE】,指定程序段(如N10)即被删除。如果需要删除连续多个程序段,则可连续输入多个程序段结束符【EOB】后,再按编辑键【DELETE】,例如,当光标定位于N10时,如果按MDI面板上的【EOB】、【EOB】,再按编辑键【DELETE】,程序段N10、N12将被同时删除。
相关文章

采用梯形图的方式对多个程序进行编写。图6-32 填入“PRO1”2.编写低速执行型程序在工程名为“TEST”的程序中新增程序名为“PRO2”的低速执行型程序,如图6-33所示。该程序要实现的功能是,将“PRO1”、“PRO2”、“PRO3”中使用的寄存器初始化。程序注意,“”内区分输入文字的大小写。......
2025-09-29

所谓低速执行型程序是指仅在恒定扫描的剩余时间内或设定了低速执行程序执行时间时执行的程序。低速执行型程序的动作方式见表6-2。当低速END处理结束后,再次从头开始执行低速执行型程序。......
2025-09-29

每个渗碳箱的容积不宜过大,以免造成装炉、出炉困难。每层之间都填满一层25~30mm厚的渗碳剂。通常是在出炉前0.5h,从渗碳箱盖上抽出试棒,并直接淬火冷却,然后压断检测渗层深度。渗碳时按要求添加适量的甲烷或丙烷。表2-13 几种渗碳剂分解后的产气量与活性碳生成量(续)渗碳气氛......
2025-09-29

对象特性控制对象的外观和行为,并用于组织图形。用户可以通过图1-54所示的“特性”面板来修改指定对象的某些特性,如颜色、线型和线宽等。用户可以通过“特性”选项板查看和修改选定对象的特性。“特性”选项板显示了当前选择集中对象的所有特性和特性值,当选择多个对象时,“特性”选项板将显示这些对象的共有特性。图1-56 修改圆对象的半径说明:按
2025-09-29

PLC以循环扫描的方式工作,从PLC的输入端信号发生变化到PLC输出端对该输入变化做出反应,需要一段时间,这种现象称为PLC输入/输出响应滞后。但是PLC的扫描周期一般为几十毫秒,对于一般的工业设备不会影响系统的响应速度。即使在某个扫描周期干扰侵入并造成输出值错误,由于扫描周期时间远远小于执行器的机电时间常数,因此当它还没有来得及使执行器发生错误的动作,下一个扫描周期正确的输出就会将其纠正,使PLC的可靠性显得更高。......
2025-09-29
本节主要内容是指导用户如何把顺序控制梯形图程序转换成FB程序,同时确保程序实现的功能不变。图7-64 FB定义程序的新建3)如图7-65所示步骤双击鼠标,进入标签登录画面。图7-70 进入程序主单元顺序控制程序的编写按图7-72所示内容,编写带有FB的顺序控制程序,其编程方法与顺序控制梯形图程序的操作相同。......
2025-09-29

梯形图程序编写完成后,需要先转换成指令表程序,然后将计算机与PLC连接好,再将程序传送到PLC中。图5-15 编程区切换到指令表形式2.计算机与PLC的连接要将编写好的程序传送给PLC,必须先用指定的电缆线和转换器将计算机RS232C端口与PLC之间连接好。图5-16a采用FX-232AW转换器将RS232C接口转换成RS422接口,实现计算机与PLC编程接口的连接;图5-16b采用PLC内置的通信功能扩展板FX-232BD与计算机连接。......
2025-09-29

Stage1.定义程序的起始序列Step1.选择命令。Step2.设置程序开始。图9.3.2 “程序和刀轨”选项卡Step3.修改程序开始命令。图9.3.6 “Start of Program-块:absolute_mode”对话框(四)Step4.定义新添加的程序开始程序。设置G80为强制输出。Step5.然后在“Start of Program-块:absolute_mode”对话框(四)中单击按钮,系统返回到“程序”选项卡,如图9.3.7所示。图9.3.8 “操作起始序列”节点界面(一)图9.3.9 “运算程序消息”对话框图9.3.10 “操作起始序列”节点界面(二)Stage3.定义刀轨运动输出格式Step1.选择命令。......
2025-09-29
相关推荐