表1-1 挤出机螺杆直径和挤出制品尺寸关系推荐表②螺杆长径比(L/D)。比如回收废塑料的挤出造粒机的螺杆压缩比高达8~10,甚至更大。螺杆头部形状是指螺杆的螺纹前端形状,它对熔料的停留时间有影响,对不同原料的挤出应注意选择不同的结构型式。图1-6c、1-6d所示螺杆头部锥角较小,适合于聚氯乙烯原料的挤出,此种形状可减少熔料在机筒的停滞时间,从而避免原料分解。如一台65mm的挤出机,生产聚乙烯薄膜,年产量可达300t以上。......
2025-09-29
1.功能说明
加工参数调整功能用于FS-0iD先行控制、AI先行控制、AI轮廓控制,通过加工参数调整操作,可设定与精度等级1~10对应的、插补前加速度、S型加减速时间、拐角减速速度等CNC参数的变化范围,精度等级的选择操作可参见第8章8.3节。
加工调整参数的设定也可通过常规的CNC参数设定操作设定,调整参数的含义、调整参数与CNC参数的对应关系及FANUC出厂初始化值见表9.1-3所示。
表9.1-3 加工调整参数及其意义表

表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。
自定义项目定义的参数不能是二进制“位”参数、主轴参数以及需要断电生效的参数和实数型参数。自定义项目的页面如图9.1-17所示,图中定义的参数是加速度反馈增益PRM2066和速度观测器参数PRM2047。
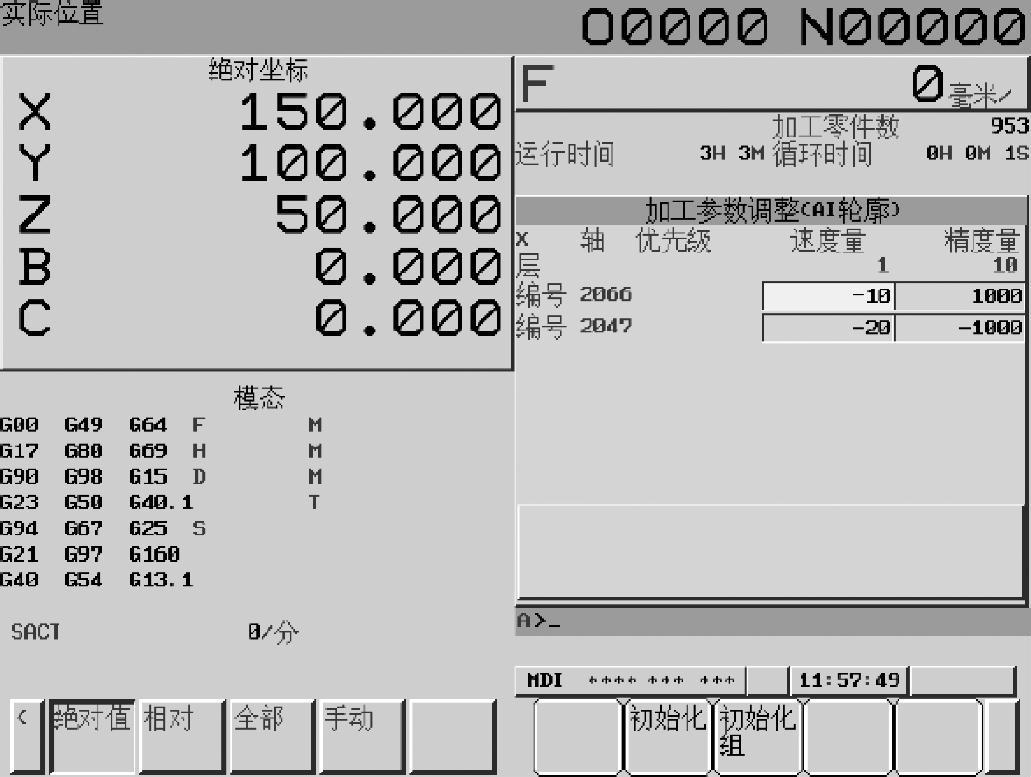
图9.1-17 自定义项目显示
2.参数显示与设定(https://www.chuimin.cn)
加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:
1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。
2)按MDI面板的功能键【SYSTEM】,选择系统显示模式后,通过软功能扩展键,显示软功能键〖加工调整〗(或〖M-TUN〗);按该键LCD将显示图9.1-18所示的加工参数调整显示页面。
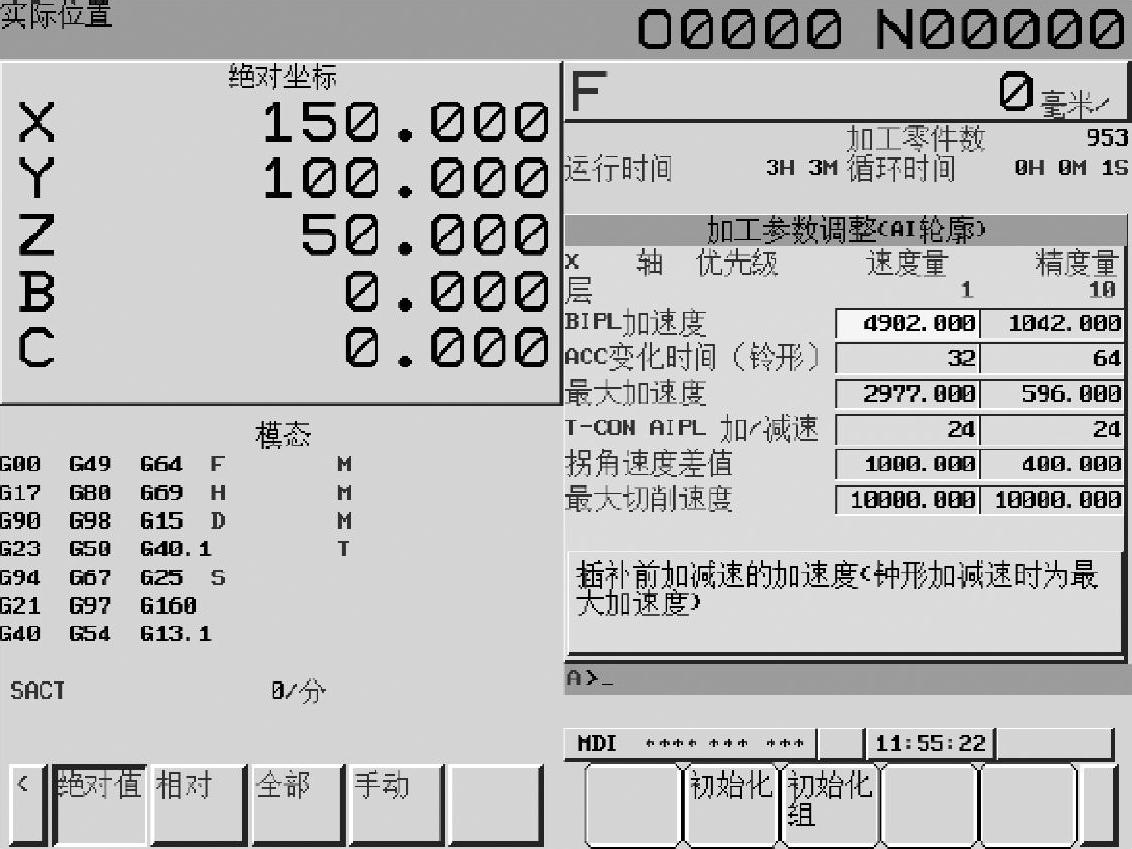
图9.1-18 加工参数调整显示
3)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择需要设定的参数。
4)用MDI面板的数字键输入数值后,再按MDI面板的编辑键【INPUT】,进行参数的设定。或者,按软功能键〖初始化〗、然后选择操作软功能键〖执行〗,直接将FANUC出厂设定的初始化值作为参数输入;如果按软功能键〖初始化组〗(或〖GR初始〗)、并选择操作软功能键〖执行〗,则当前组的所有参数将一次性设定为FANUC出厂推荐值。
5)重复步骤3)、4),完成全部参数的输入。如所输入的参数不正确,LCD将显示“自动调整失败”警示信息。
相关文章

表1-1 挤出机螺杆直径和挤出制品尺寸关系推荐表②螺杆长径比(L/D)。比如回收废塑料的挤出造粒机的螺杆压缩比高达8~10,甚至更大。螺杆头部形状是指螺杆的螺纹前端形状,它对熔料的停留时间有影响,对不同原料的挤出应注意选择不同的结构型式。图1-6c、1-6d所示螺杆头部锥角较小,适合于聚氯乙烯原料的挤出,此种形状可减少熔料在机筒的停滞时间,从而避免原料分解。如一台65mm的挤出机,生产聚乙烯薄膜,年产量可达300t以上。......
2025-09-29

在零件图样上,应给出制造花键时所需的全部尺寸、公差和参数,列出参数表,表中应给出齿数、模数、压力角、公差等级和配合类别、渐开线终止圆直径最小值或渐开线起始圆直径最大值、齿根圆弧最小曲率半径,以及按GB/T 3478.5与选用的检验方法有关的相应项目。在有关图样和技术文件中,需要标记时,用“45ST”表示45°直线齿形圆齿根。花键副:INT/EXT 24z×1.5m×45ST×6H/7h GB/T 3478.1—2008内花键:INT 24z×1.5m×45ST×6H GB/T 3478.1—2008外花键:EXT 24z×1.5m×45×7h GB/T 3478.1—2008......
2025-09-29

导线线头绝缘层的剖削是导线加工的第一步,是为以后导线的连接作好准备。图6-6 直径在0.15~0.6mm的漆包线绝缘层的去除5.使用细砂纸剖削绝缘层图解演示对于直径在0.15mm以下的漆包线,由于其线芯较细,使用刀片或砂纸时都容易将线芯折断或损伤,通常在工具设备齐全的条件下可用25W以下的电烙铁沾焊锡后在线头上来回摩擦几次即可将漆皮去掉,同时线头上会涂有一层焊锡,便于后面的连接操作,如图6-7所示。......
2025-09-29

V阳一般控制在11~13kV,最高可达13.5kV,由电压调节电位器调节。I阳一般控制在1~3A,最高可达3.5A,由耦合手轮来调节。高频的最佳工作状态参数:I阳:I栅的比值在∶1之间。......
2025-09-29

YL-335B需要设置的伺服参数不多,只在前面板上进行设置就行。伺服系统的参数设置应满足控制要求,并与PLC的输出相匹配,如表2-13所示。......
2025-09-29
表面粗糙度参数的正确选择,对保证机械产品质量和控制生产成本具有重要意义。表面粗糙度参数的选择包括参数及参数值的选择。表5-6给出了轴和孔的表面粗糙度参数Ra的推荐值,在设计过程中可根据应用实例进行选择。......
2025-09-29
引导循环的孔加工动作和固定循环指令G80~G89类似,不同引导循环需要输入的参数如下:表6.2-1 FS-0iTD的引导循环一览表1)钻孔循环G1100。3)攻螺纹循环G1102。2)内/外圆和端面精车循环。PRM9822:分级进给完成后的回退量,对外圆、端面加工同时有效,外圆加工为半径。PRM9823:刀具重叠比,重叠部分占刀具宽度的比例。......
2025-09-29

了解酸奶的加工工艺,掌握酸奶的加工方法。通常制备好的生产(工作)发酵剂应尽快使用,也可保存于 0~5°C的冰箱中待用。具体办法是在少量的原料奶中加入糖加热溶解,过滤后倒入原料奶中混匀即可。装瓶:将酸奶瓶用水浴煮沸消毒 20 min,然后将添加发酵剂的奶分装于酸奶瓶中,每次不能超过容器的 4/5。......
2025-09-29
相关推荐