PID校正通常也称为PID控制,即比例—积分—微分控制。图6-15PID控制系统的伯德图由图可见,PID控制本质上是一种滞后—超前校正。由于PD、PI和PID校正分别是以看成超前、滞后和滞后—超前校正的特殊情况,所以PID控制器的设计完全可以利用频率校正方法来进行。但在实际应用中,PID控制器的各参数一般会根据实际系统的性能要求进行整定并在控制现场进行调整,参数整定的方法可以查阅有关资料。......
2025-09-29
工件的斜面可用斜角或斜度来表示。斜度(S)是表示棱体斜面大、小端高度之差与棱体长度的比(图13-15),即
S=(H-h)/L式中 H——斜面大端高度(mm);
h——斜面小端高度(mm);
L——长度(mm)。
斜度与角度β的关系为
S=tanβ
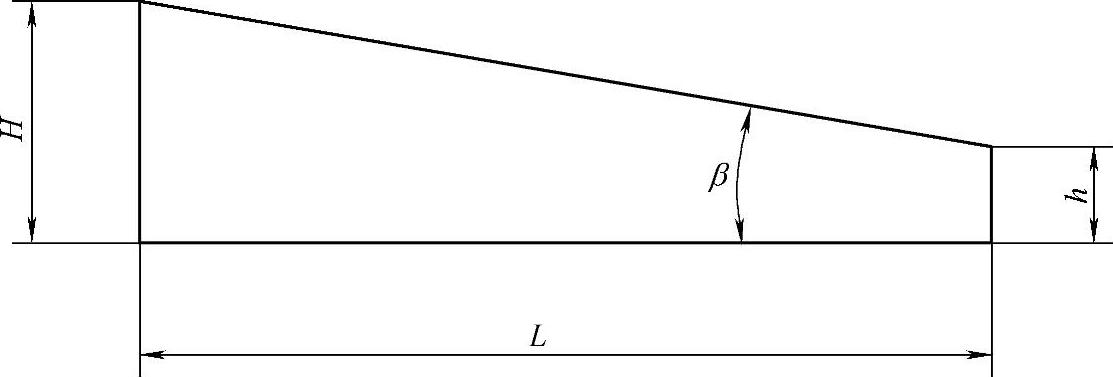
图13-15 斜度与角度的关系
1.用正弦电磁吸盘装夹磨斜面
正弦电磁吸盘由带电磁吸盘的正弦规与底座等组成(图13-16)。将工件校正后,吸在电磁吸盘1上,在正弦圆柱2和底座5间垫入量块3,使正弦规7连同工件一起倾斜成所需要的角度β,正弦圆柱量块组高度H按下式计算
H=Lsinβ式中 L——正弦圆柱的中心距(mm);
β——工件角度(°)。
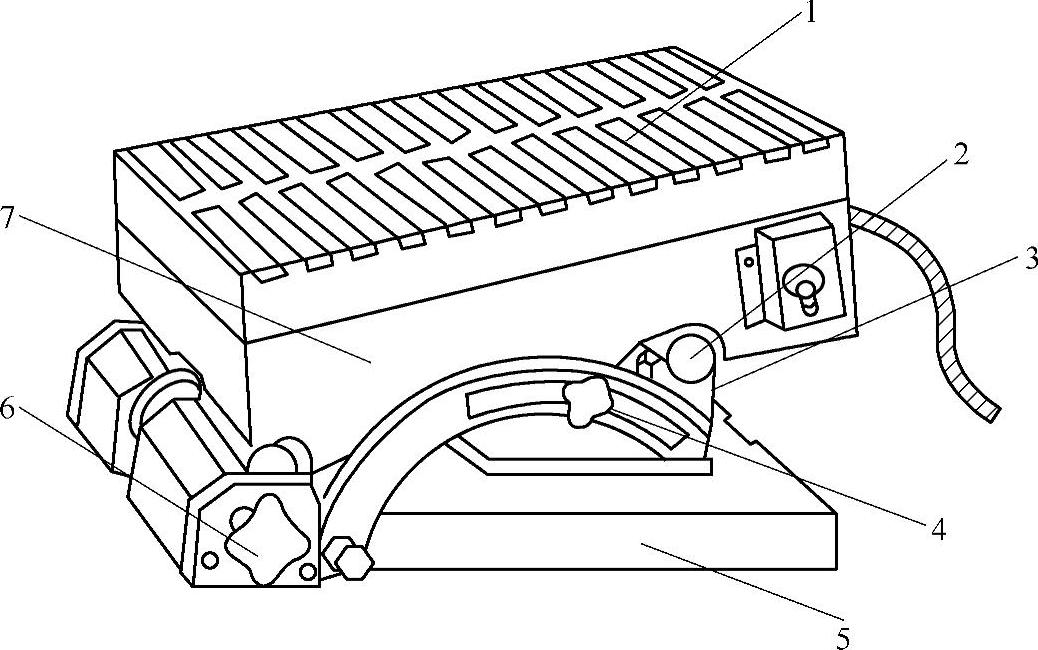
图13-16 正弦电磁吸盘(https://www.chuimin.cn)
1—电磁吸盘 2—正弦圆柱 3—量块 4、6—锁紧螺钉 5—底座 7—正弦规
磨削时,夹具需要用锁紧螺钉4和6锁紧,这种夹具的最大倾斜角度为45°。
2.用正弦精密机用平口台虎钳装夹磨斜面
当磨削小型斜面或非铁磁性材料的斜面时,通常采用正弦精密机用平口台虎钳装夹,如图13-17所示。正弦精密机用平口台虎钳是由带精密机用平口台虎钳的正弦规和底座组成。
使用时,按工件角度在正弦圆柱4和底座1的定位面间垫入量块5,磨削时需用锁紧装置将正弦圆柱2紧固,同时旋紧螺钉3,以便通过撑条6把正弦规紧固。
3.用导磁V型块装夹磨斜面
导磁V型块的两个工作面间的夹角为90°,而其中一个工作面与底面间的角度通常制成15°、30°或45°等,如图13-18所示,适用于成批磨削特殊角度的工件。
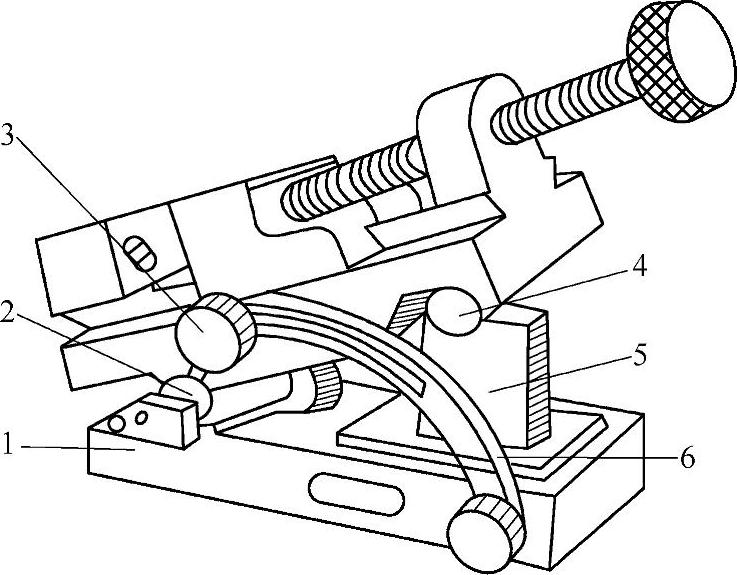
图13-17 正弦精密机用平口台虎钳
1—底座 2、4—正弦圆柱 3—螺钉
5—量块 6—撑条
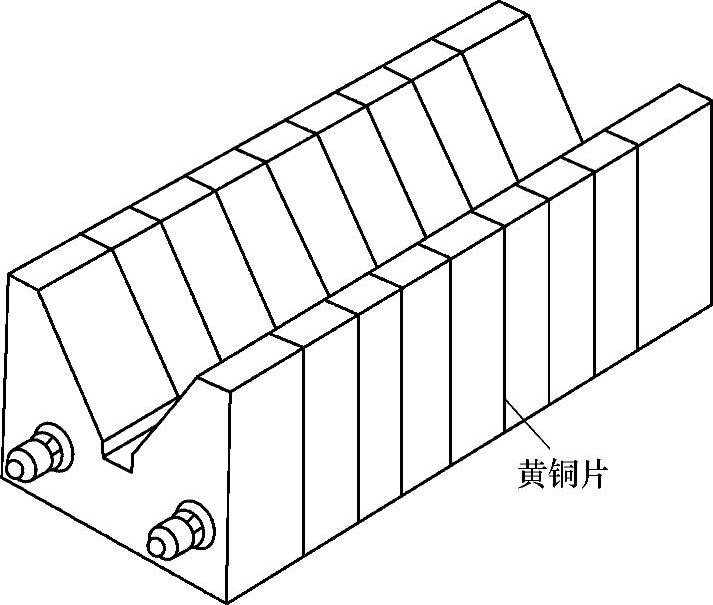
图13-18 导磁V型块
相关文章

PID校正通常也称为PID控制,即比例—积分—微分控制。图6-15PID控制系统的伯德图由图可见,PID控制本质上是一种滞后—超前校正。由于PD、PI和PID校正分别是以看成超前、滞后和滞后—超前校正的特殊情况,所以PID控制器的设计完全可以利用频率校正方法来进行。但在实际应用中,PID控制器的各参数一般会根据实际系统的性能要求进行整定并在控制现场进行调整,参数整定的方法可以查阅有关资料。......
2025-09-29

检查前,要求将锥体车平直,表面粗糙度应小于3.2μm。对精度要求高的圆锥,采用锋钢刀低速车削,并在车削过程中加入充足的切削液。②半精车圆锥体,并再次用百分表校准锥度,试车削直至锥度正确。一般情况下,切削刃长度应大于圆锥素线长度;切削刃要求平直光洁。......
2025-09-29
图X2.4流量模型示意图由上述分析可知,流速面积法测量流量的工作包括断面测量、流速测量两部分。X2.2.2.1断面测量断面测量是在测流断面上布置若干条测深垂线,施测各垂线的水深,以及各垂线相对于岸边某一固定点的水平距离,即起点距,如图X2.5所示。图X2.5断面测量示意图横断面;平面起点距测量的方法很多。X2.2.2.2流速测量当前,国内外在天然河道流速测量中普遍采用流速仪法。X2.2.2.3流量计算断面流量的计算步骤如下:计算垂线平均流速。......
2025-09-29

图11-54 正常硬件显示2.PLC软件编制典型PLC程序结构如下:OB100:启动组织块:清除命令;OB35:周期性写命令:用于读取当前过程值;OB1:主循环程序:循环调用FB42、FC2、FC30;3.通过变量表读写进行校秤相关命令含义如下,对DR3块中的相关数据读写,需要用到命令203和403。表11-9 命令203和403的含义首先通过命令203,读取校秤的相关参数,如实际重量,校正重量1的读数,如图11-55所示。图11-56 命令403此时校正砝码的重量已经写入到SIWAREX CS模块中。......
2025-09-29
平面的旋转可以解决以下三个作图问题。因此,在平面内作一条投影面平行线进行旋转即可。这要改变平面对V面的倾角,因而应选择铅垂线为旋转轴。图3-63所示为将一般位置平面△ABC旋转成水平面的作图过程:首先把△ABC旋转成正垂面,然后再把正垂面旋转成水平面。......
2025-09-29

图11-24 接刀轴磨削3.磨削实例工件如图11-24所示,磨削工序尺寸图11-25 螺纹磨床主轴见表11-7,要求外圆无明显接刀痕迹。表11-7 接刀轴磨削工序尺寸4.容易产生的问题及注意事项1)磨削前应检查中心孔的质量,并保护好中心孔,工件磨出后测量圆柱度误差应小于0.003mm,以免接刀时产生偏痕。......
2025-09-29

影响涂层热导率的因素很多。温度、显微结构、化学成分、孔隙率等都能显著地改变涂层材料的热导率,属组织敏感参量,目前涂层材料的热导率数值多采用实测的方法获得。由式可知,要想得到热导率λ的值,必须首先知道热扩散率a、比定压热容cp以及密度ρ。λ=acpρ 1.热扩散率的测量方法参照GJB1201.1—1991标准,采用非稳态激光脉冲法进行。......
2025-09-29
要彻底消除切削液带来的环境污染,干式螺纹加工则是可行的方法。国内目前对干攻螺纹加工方法研究不多。搓制丝锥在干攻螺纹时易崩刃,磨制丝锥基本能满足加工要求,TiN涂层挤压丝锥既满足了螺纹的加工质量要求,又具有长的使用寿命。图4-65是湿式攻螺纹与干攻螺纹的丝锥寿命比较。......
2025-09-29
相关推荐