外圆磨床的维护保养M1432A万能外圆磨床润滑的要求如下:①床身油池每半年左右更换一次液压油。外圆磨床的维护保养操作步骤及质量检测见表4.2。表4.2外圆磨床的维护保养操作步骤及质量检测续表外圆磨床维护保养时,应注意以下事项:①正确使用磨床,熟悉磨床各部件的操作方法和步骤。......
2025-09-29
常用的外圆磨削方法有:纵向磨削法、切入磨削法、分段磨削法和深度磨削法四种。磨削时可根据工件形状、尺寸、磨削余量和加工要求选择合适的方法。
1.纵向磨削法
工作台行程终了(双行程或单行程),砂轮作周期性横向进给,每次背吃刀量较小,磨削余量要在多次往复行程中磨去,如图11-8a所示。砂轮超越工件两端的长度一般取(1/3~1/2)B(B为砂轮宽度)。
磨削台肩旁外圆时,要调整好挡铁位置,并控制工作台停留时间防止出现凸缘,如图11-8b所示。
(1)纵向磨削法的特点
1)在砂轮整个宽度上,磨粒的工作情况不同,砂轮的两个尖角磨削量较大,而砂轮宽度上的磨粒则起减小表面粗糙度的作用。纵向磨削法产生的磨削力和磨削热较小。
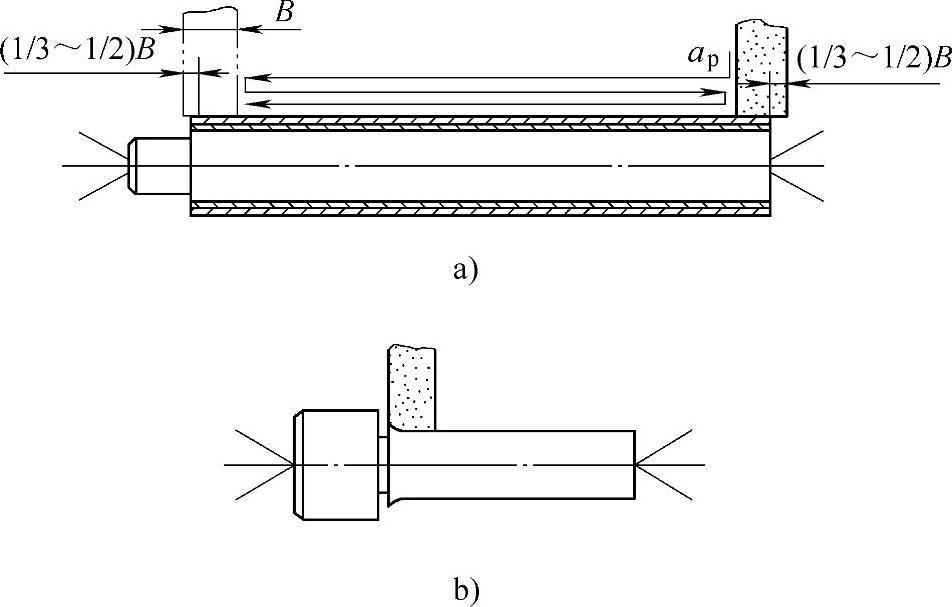
图11-8 纵向磨削法
2)由于背吃刀量较小,工作台往复时间长,故生产率较低。
(2)纵向磨削法的磨削用量
1)背吃刀量ap:粗磨:ap=0.01~0.04mm;精磨:ap≤0.01mm。
2)纵向进给量f(mm/r)。粗磨: f=(0.4~0.8)B;精磨:f=(0.2~0.4)B(B为砂轮宽度)。
3)工件圆周速度vw。一般取vw=13~20m/min。
表11-2、表11-3中所列的外圆磨削用量,可供磨削时参考。
表11-2 外圆磨削用量
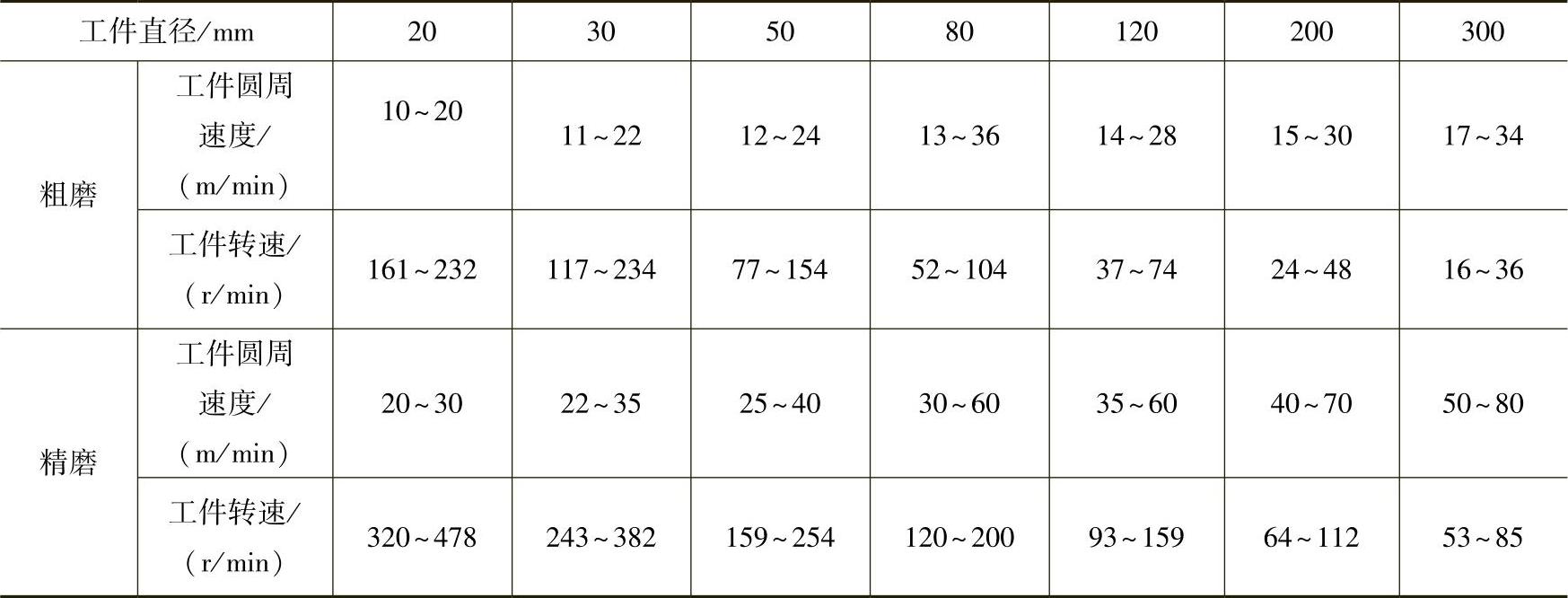
表11-3 粗磨背吃刀量(单位:mm)

2.切入磨削法
切入磨削法又称横向磨削法,如图11-9所示。当砂轮宽度大于工件长度时,砂轮可连续横向切入磨削,磨去全部加工余量。粗磨时可用较高切入速度,但砂轮压力不宜过高,精磨时切入速度要低。此种磨削法无纵向进给运动。
切入磨削法的特点:
1)整个砂轮宽度上磨粒的工作情况相同,且磨削作用良好,由于可连续作横向进给,故生产率较高。
2)磨削时,会产生较大的磨削力和磨削热,工件易产生变形,严重时会发生烧伤现象。
3)由于无纵向进给运动,砂轮表面的形态(修整痕迹)会复印到工件表面上,影响工件的表面粗糙度值。(https://www.chuimin.cn)
4)切入法因受到砂轮宽度限制,只适用于磨削长度较短的外圆表面。
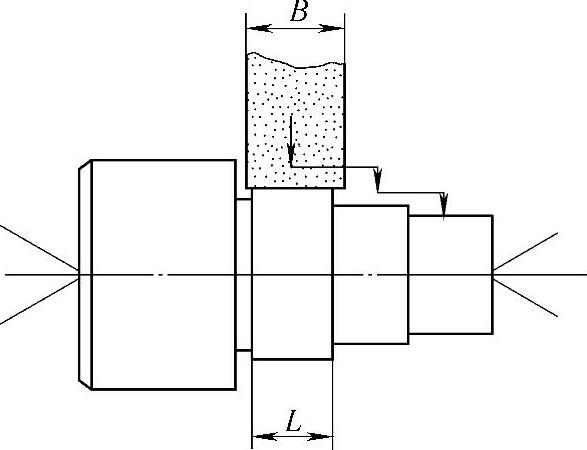
图11-9 切入磨削法
3.分段磨削法
分段磨削法又称综合磨削法或混合磨削法,它是切入法和纵向法的综合:即先用切入法将工件分段进行粗磨,如图11-10a所示,留精磨余量0.03~0.04mm,然后再用纵向法精磨工件至尺寸要求,如图11-10b所示。这种方法具有切入法生产率高的优点。分段时,相邻两段间应有5~15mm的重叠。分段磨削法适用于磨削余量大且刚性较好的工件,不适合长的工件,通常分2~4段最为合适。
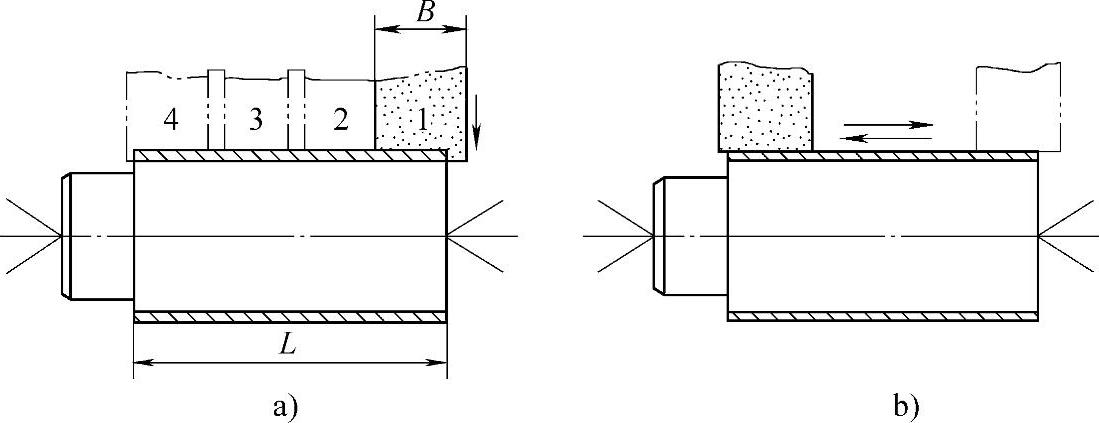
图11-10 分段磨削法
4.深切缓进磨削法
深切缓进磨削法(简称深度磨削法)是一种高效率的磨削法,在一次纵向进给中将工件的全部磨削余量切除。利用该磨削法时应注意以下事项:
1)由于背吃刀量较大,磨削的负荷集中在尖角处,为此可将砂轮修成阶梯形,如图11-11所示。这样可使砂轮台阶的前导部分起主要切削作用,台阶后部起精磨作用。阶梯砂轮的阶梯数及台阶深度,按磨削余量和工件长度确定。
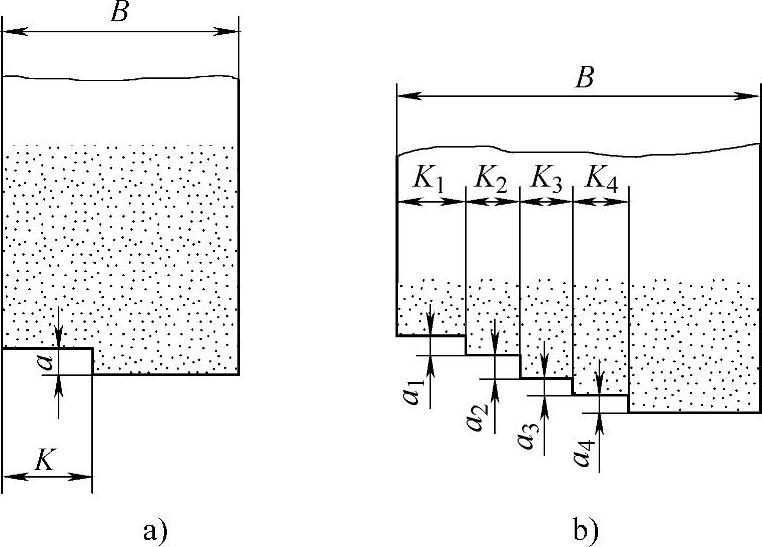
图11-11 深度磨削法
a)双阶梯砂轮 b)五阶梯砂轮
工件长度为80mm≤L<100mm,磨削余量为0.3~0.4mm时,可采用双阶梯砂轮,如图11-11a所示。砂轮的主要尺寸为:a=0.05mm,K=(0.3~0.4)B(B为砂轮宽度)。
工件长度为100mm≤L<150mm,磨削余量大于0.5mm时,则采用五阶梯砂轮,如图11-11b所示。砂轮的主要尺寸为:a1=a2=a3=a4=0.05mm,K1+K2+K3+K4+0.6B。
2)机床应具有较好的刚度和较大的功率。
3)选用较小的纵向进给量。
4)磨削时,要锁紧尾座套筒,防止工件脱落。
5)磨削时注意充分地冷却。
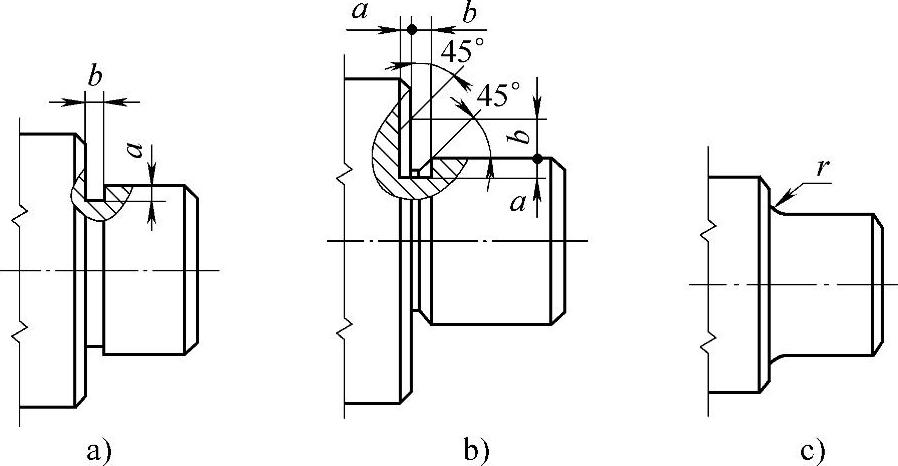
图11-12 轴肩的形状
a)、b)带退刀槽的轴肩 c)带圆角的轴肩
相关文章

外圆磨床的维护保养M1432A万能外圆磨床润滑的要求如下:①床身油池每半年左右更换一次液压油。外圆磨床的维护保养操作步骤及质量检测见表4.2。表4.2外圆磨床的维护保养操作步骤及质量检测续表外圆磨床维护保养时,应注意以下事项:①正确使用磨床,熟悉磨床各部件的操作方法和步骤。......
2025-09-29

M1432C型万能外圆磨床主要由床身、工作台、头架、尾座、砂轮架、横向进给手轮和内圆磨具等组成,如图6-1所示。图6-1 M1432C型万能外圆磨床1—传动变速机构 2—头架 3—拨盘 4、11—顶尖 5—拨杆 6—横向进给手轮7—砂轮 8—切削液喷嘴 9—内圆磨具 10—砂轮架 12—尾座 13—快速手柄14—上工作台 15—下工作台 16—挡铁 17—工作台手轮 18—床身1)头架。尾座12的后端装有弹簧,可调节尾座顶尖11对工件的顶紧力。......
2025-09-29

图1-15 数控磨床的应用范围2.分类及磨削方法根据数控磨床的用途及磨削时采用的工艺方法,可将数控磨床分为以下几种:数控外圆磨床使用砂轮的外圆周面来磨削工件的外回转面,主要包括数控万能外圆磨床、数控无心外圆磨床和数控成形外圆磨床等。图1-20 无心外圆磨削方法数控内圆磨床数控内圆磨床用于工件内回转面的磨削,主要包括数控无心内圆磨床和数控成形内圆磨床等。数控平面磨床数控平面磨床用于高精度平面磨削和淬火件的平面磨削等。......
2025-09-29

Step3.创建图9.2.3b所示的边倒圆特征1。选择图9.2.5a所示的边链为边倒圆参照,并在文本框中输入值3,完成边倒圆特征3的创建。Step6.创建图9.2.6所示的零件特征——拉伸特征2。选择下拉菜单命令,系统弹出“创建草图”对话框;选取图9.2.11所示的平面为草图平面,选取Y轴为草图水平参考方向,单击按钮;进入草图环境,绘制图9.2.10所示的草图1;单击按钮,退出草图环境。说明:图9.2.10所示的直线的一端点与曲线的圆心重合,且此曲线为构造线。......
2025-09-29
,xm}是一组称为项的元素的集合,集合XI称为项集。关联规则是一个表达式X→Y,其中X和Y是项集且不相交,即X,YI,其中N∩Y=。为了生成频繁且高置信度的关联规则,首先要枚举所有的频繁项及其支持度。给定数据集D和用户自定义的支持度阈值minsup;其次,给定频繁项集的集合F和最小置信度minconf,关联规则挖掘的任务是找出所有频繁且置信度高的规则。......
2025-09-29

了解酸奶的加工工艺,掌握酸奶的加工方法。通常制备好的生产(工作)发酵剂应尽快使用,也可保存于 0~5°C的冰箱中待用。具体办法是在少量的原料奶中加入糖加热溶解,过滤后倒入原料奶中混匀即可。装瓶:将酸奶瓶用水浴煮沸消毒 20 min,然后将添加发酵剂的奶分装于酸奶瓶中,每次不能超过容器的 4/5。......
2025-09-29

SEM对样品的要求为:①样品表面必须清洁;②必须要保持样品的原始形貌;③样品要干燥;④样品表面不能出现电荷累积;⑤样品大小要适合仪器专用样品座的尺寸,不能过大;样品高度也有一定的限制,一般在5~10 mm。而对于成分定性、定量分析的样品则必须蒸镀碳导电膜。镀膜要均匀,厚度控制在20 nm左右,为了保证样品与标样镀膜厚度相同,标样和样品应该同时蒸镀。......
2025-09-29

图解演示单向晶闸管是由P-N-P-N4层3个pn结组成的。在检测单向晶闸管时,通常需要先辨认晶闸管各引脚的极性,图4-56所示为待测单向晶闸管的实物外形。图解演示将万用表的黑表笔搭在晶闸管的控制极引脚上,红表笔搭在阳极引脚上,检测晶闸管控制极与阳极之间的正向阻值。5)若R5、R6值不为无穷大,则说明单向晶闸管有故障存在。......
2025-09-29
相关推荐