图6.9 DC的静态时序分析静态时序分析可以不通过动态仿真就确定电路是否满足时间的约束。静态时序分析主要包括3个主要步骤。图6.10 时序路径如图6.11所示,图中共有5个终点,CLK1控制3个终点,共有8条路径。这12条路径被分为3个路径组分别是CLK1、CLK2和默认路径组。图6.11 时序路径组在计算路径延迟时,DC把每一条路径分成时间弧,时间弧描述单元或连线的时序特性。......
2025-09-29
用手锯把材料或工件切断或切槽的加工方法称为锯削。锯削是钳工的一项基本操作,也是零件加工、机器维修中不可缺少的一种手段。锯削主要用于锯断各种原材料或半成品、锯掉工件上多余的部分或在工件上开槽等。锯削的应用如图9-55所示。
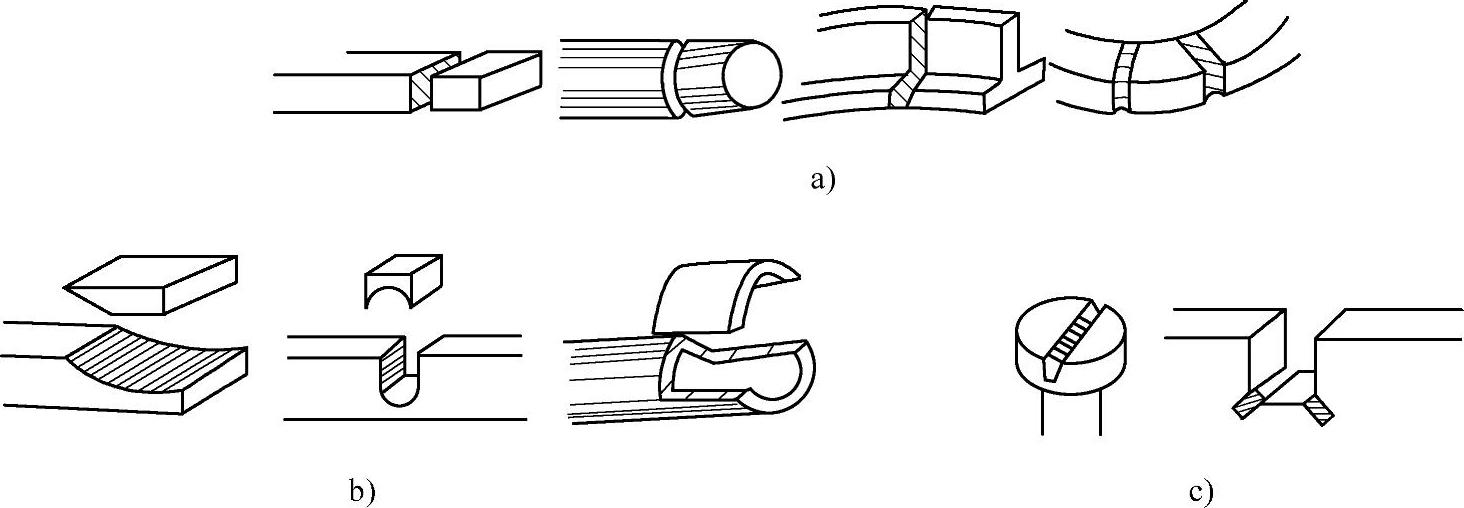
图9-55 锯削的应用
a)锯断原料或半成品 b)锯掉多余部分 c)工件上开槽
1.手锯
手锯是锯削的主要工具,由锯弓和锯条两部分组成。
(1)锯弓 锯弓的作用是用来安装和张紧锯条。根据其构造的不同,锯弓分为固定式和可调式两种,如图9-56所示。固定式锯弓只能安装一种长度规格的锯条;可调式锯弓的安装距离可以调整,适用于安装几种长度规格的锯条。
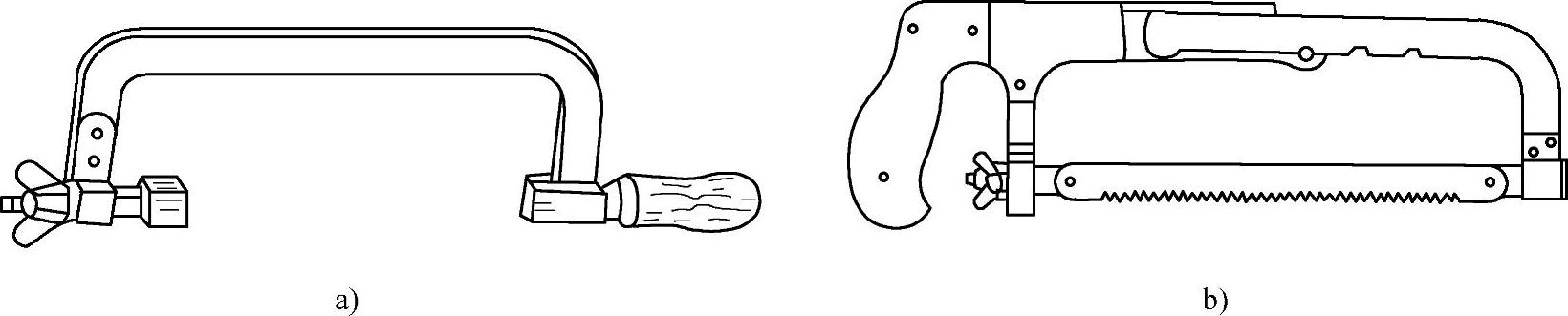
图9-56 锯弓
a)固定式 b)可调式
(2)锯条 锯条是手锯的切削部分。一般用低碳钢冷轧渗碳而成,经热处理淬硬。也有用碳素工具钢或合金钢制造。锯条的规格是以两端安装孔的中心距来表示,钳工常用的是300mm(12in)的一种。其宽度为10~25mm,厚度为0.6~1.25mm。
1)锯齿的切削角度。锯条单面有齿,是锯条的切削部分。锯齿相当于一排同样形状的錾子,每个齿都有切削作用,其切削角度为γ=0°,后角α=40°,楔角β=50°,如图9-57所示。
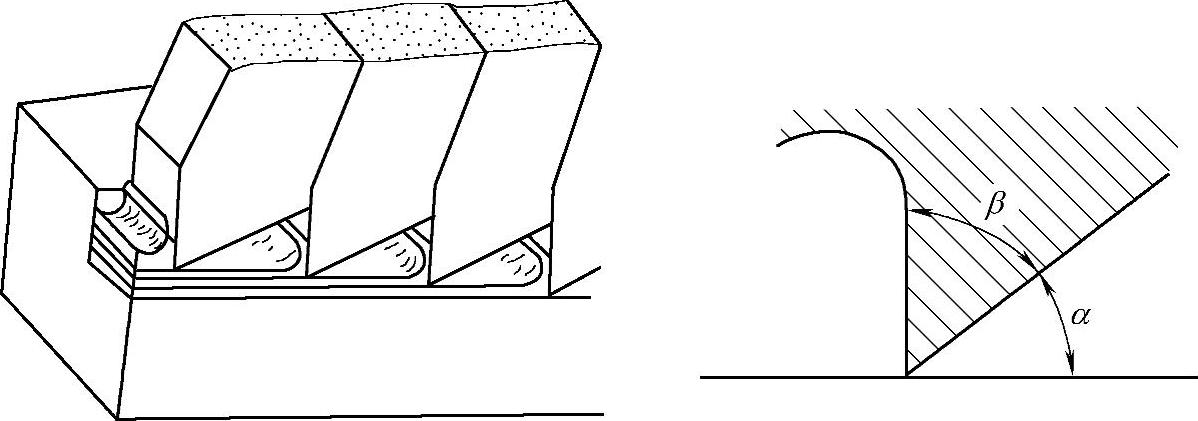
图9-57 锯齿的切削角度
2)锯路。制造锯条时,锯齿按一定规律左右错开,排成一定的形状,称为锯路。锯路分交叉形和波浪形两种,如图9-58所示。锯路的作用是使锯缝宽度大于锯条厚度,以防卡住锯条,且减少锯条的摩擦,便于排屑,同时减少锯条发热和磨损。
3)锯条的选择。锯齿的粗细用每25mm长度内齿的个数来表示。可分为粗齿(14~18齿)、中齿(22~24齿)和细齿(32齿)。
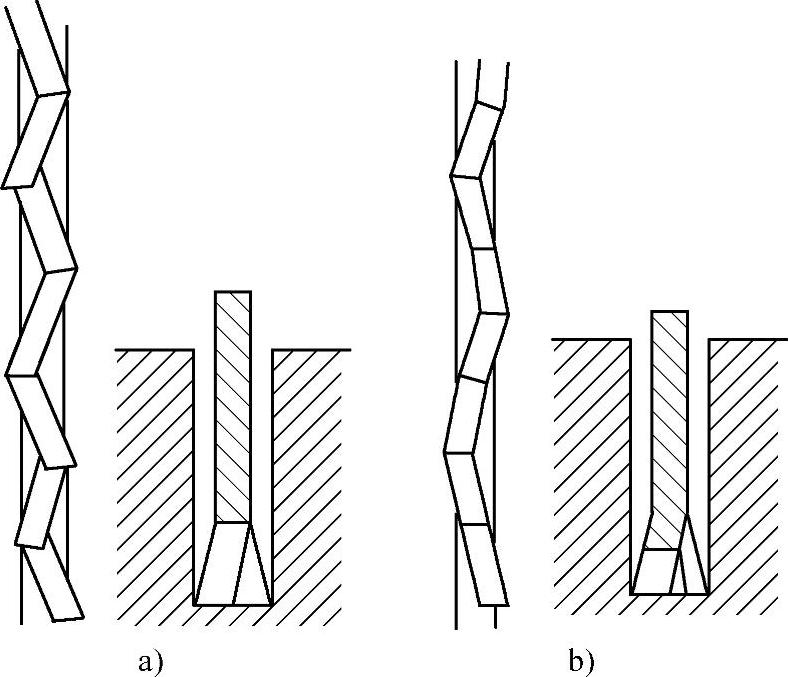
图9-58 锯路
a)交叉形 b)波浪形
锯齿粗细的选择应根据被加工材料的硬度和尺寸大小来决定。粗齿锯条适宜锯削软材料。因锯削软材料时,切屑较多,易堵塞卡死锯条。如铜、铝、铸铁、低碳钢等。细齿锯条适宜加工硬材料及管子或薄材料,因管子或薄板材料易钩住锯齿,使锯条折断。如高碳钢、合金钢、管材和薄材等。
4)锯条的安装。锯条两端都装有夹头,将锯条装在两端夹头的销子上,安装时锯齿的齿尖方向朝前,且不可装反。调节安装螺母使松紧程度适当,一般以大拇指和食指的扭力检查,有结实感而又不致过硬,锯条与锯弓在同一中心平面内,如图9-59所示。

图9-59 锯条的安装
a)正确 b)不正确
2.锯削操作
(1)握锯法 右手自然稳握锯弓手柄,左手轻扶在锯弓前端,压力不可过大,推力和压力由右手控制,左手协助右手扶正锯弓,如图9-60所示。(https://www.chuimin.cn)

图9-60 握锯法
(2)锯削姿势 锯削时,站立位置与錾削相同。夹持工件的台虎钳以一拳一肘高度为宜。锯弓向前推进时,身体向前倾,与竖直方向约成10°角(图9-61a)。随着行程加大,身体逐渐前倾(图9-61b)。行程达2/3时,身体前倾约18°(图9-61c)。锯削最后1/3行程时,用手腕推进锯弓,身体向后退回到15°角位置(图9-61d)。回程时左手扶持锯弓不加力,锯弓稍提起一些,身体退回原位。

图9-61 锯削姿势
(3)起锯法 起锯时,用大拇指挡住锯条,将锯齿控制在加工线上,锯缝深达3mm以上时,将大拇指离开。常用的起锯法有远起锯和近起锯两种,如图9-62所示。起锯时起锯角度要小一些,一般不大于15°。
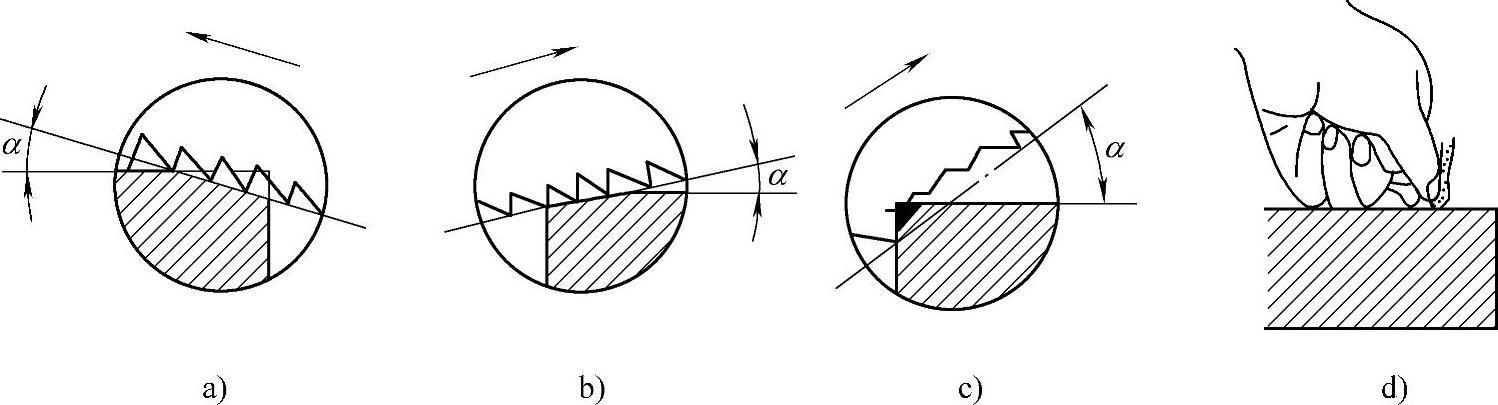
图9-62 起锯法
a)远起锯 b)近起锯 c)起锯角太大 d)用拇指挡锯条起锯
3.锯削实例
锯削生产图样如图9-63所示,要求锯削一钢管材料。
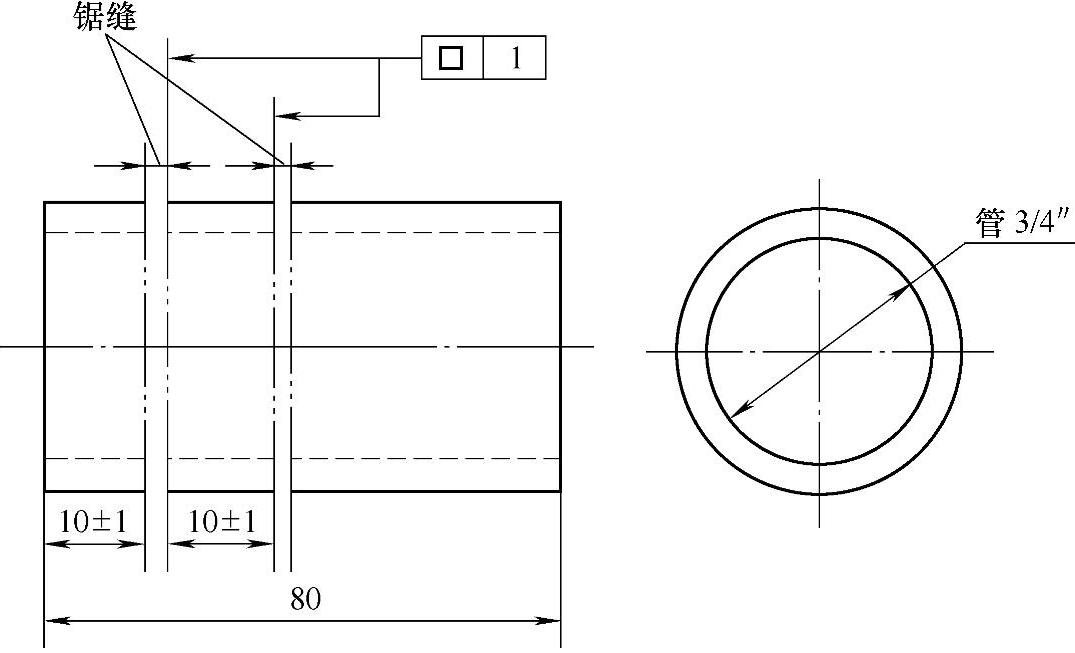
图9-63 钢管
(1)生产准备
1)工具和量具。手锯、细齿锯条数支、钢直尺、划针等。
2)辅助工具和材料。V形槽木垫、软钳口衬垫、涂料等。
3)备料:3/4″钢管,长度80mm。
(2)操作要点
1)使用带V形槽的木垫夹持管子,夹紧力应适当,以防管子被夹扁或表面出现凹痕。
2)锯削时,当锯条割到内壁时,应将管子转换一个角度。应不断转换角度,直到锯断为止。切不可一个方向将管子锯断,否则锯齿容易在管壁上勾住而崩断。
3)锯削时,应适当加注润滑液,以减少锯条因过热而磨损。
(3)操作步骤
1)在管子上按要求划线,然后将管子用V形槽木垫夹紧。
2)按划线锯削。
3)去除飞边,检查尺寸。
相关文章

图6.9 DC的静态时序分析静态时序分析可以不通过动态仿真就确定电路是否满足时间的约束。静态时序分析主要包括3个主要步骤。图6.10 时序路径如图6.11所示,图中共有5个终点,CLK1控制3个终点,共有8条路径。这12条路径被分为3个路径组分别是CLK1、CLK2和默认路径组。图6.11 时序路径组在计算路径延迟时,DC把每一条路径分成时间弧,时间弧描述单元或连线的时序特性。......
2025-09-29
(一)焊条的组成及作用焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。此外,加入铁粉可以提高焊条熔敷效率,但对焊接位置有影响。型号编制方法 焊条型号由四部分组成:①第一部分用字母“E”表示焊条。......
2025-09-29

熔断器是一种简单而有效的一次性保护电器。螺旋式熔断器螺旋式熔断器是机床上使用较多的熔断器,在它的熔体上端带有熔断指示器,当熔体熔断时指示器自动脱落,可透过瓷帽上的玻璃孔观察到。5)熔断器的额定分断能力必须大于电路中可能出现的最大故障电流。6)若使用新型熔断器时,应参照其有关说明书进行选择。图1-37 熔断器的图形和文字符号......
2025-09-29

回火的主要目的是为了减少或消除淬火内应力,获得所需的组织,改善力学性能。与淬火马氏体相比,回火马氏体既保持了钢的高硬度、高强度和良好的耐磨性,又适当提高了韧性。习惯上将淬火与高温回火相结合的热处理方法称为调质处理。......
2025-09-29
自动倒圆角功能可以快速倒出一系列圆角,提高设计效率。创建自动倒圆角特征的具体步骤如下:打开源文件第6章│6-1-6.prt文件,实例如图6-36所示。图6-38 对话框图6-39 自动倒圆角注:在输入圆角半径时必须注意,要完全根据曲面尺寸定义,否则不能完全进行自动倒圆角。......
2025-09-29
当原子的跃迁距离为3×10-10 m时,驱动力所做的功为Δw=4.8×10-27 N·m=4.8×10-27 J,这个结果与我们理论计算出的热迁移时的热能改变量非常接近。因此如果电流密度104 A/cm2可在焊料接头中引起电迁移现象,那么在1 000℃/cm温度梯度下,焊料接头中也能发生热迁移。为了测出Q*,当知道原子通量时,可使用原子通量方程式,并在扩散系数、温度梯度和平均温度已知的情况下计算出Q*。在12.2.4节中,铅原子在热迁移中的转移热已通过使用式被估测出来了。......
2025-09-29

随着轿厢继续下行,限速器轮槽与限速绳索之间产生摩擦力使限速绳被轧住,带动安全钳联动系统,将安全钳拉杆提起,安全钳楔块动作,轿厢被制动在导轨上。限速拉簧调节螺栓的拉力,可调节限速器的动作速度。当限速器动作后需要复位时,可以将轿厢慢速上行,限速轮反向旋转,棘爪与棘轮脱开,安全钳即可复位。......
2025-09-29

安装STEP 7期间,将显示一个对话框,可以将参数分配给PG/PC接口,也可以在STEP 7程序组中调用“设置PG/PC接口”,在安装后打开该对话框。如图2-11所示,用鼠标在Windows“控制面板”中双击“设置PG/PC接口”,将“应用访问点”设置为“S7ONLINE”。在PG/PC中安装硬件后,它们自动集成在“设置PG/PC接口”中。对于PG/PC接口如果发生变更时,可以进行如图2-15所示的“安装/删除接口”操作。......
2025-09-29
相关推荐