图8.1-11 手轮中断操作手轮叠加运动将导致程序中的工件坐标系、局部坐标系产生整体平移,但不能改变CNC的工件坐标的零点设定,当取消手轮中断操作后,程序将重新返回原来的工件坐标系。3)执行下述的手轮中断取消操作。图8.1-14 手轮中断位置设定软功能键3)按软功能键〖取消〗,显示图8.1-15所示的坐标轴选择软功能键。......
2025-09-29
图12-3所示为M2110A内圆磨床的操作示意图。
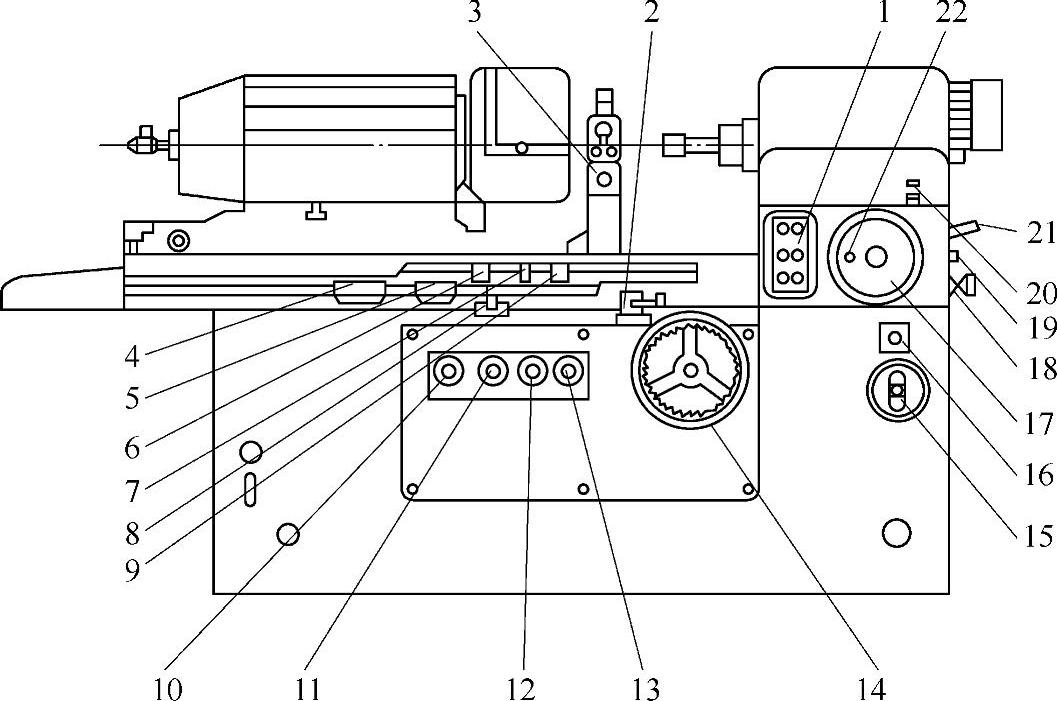
图12-3 M2110A内圆磨具的操作示意图
1—电气操作板 2—换向手柄 3—修整器回转头 4—行程压板 5—中停压板 6—微调挡铁
7—返回挡铁 8—行程阀 9—修整挡铁 10—开停旋钮 11—动作旋钮 12—速度旋钮
13—修正速度旋钮 14、17—手轮 15—电源旋钮 16—转速开关 18—移动旋钮
19—挡销 20—顶杆 21—手柄 22—螺母
1.工作台的操作和调整
(1)工作台的起动
1)按动电气操作板1上的液压泵起动按钮,使机床液压油路正常工作。
2)将工作台开停旋钮10旋到“开”位置。
3)将工作台换向手柄2向上抬起,工作台起动阀被压下,工作台快速移动。
4)手松开,起动阀借弹簧力作用而弹起,工作台停止。
(2)工作台在磨削位置时挡铁距离和运动速度的调整
1)调整行程压板4的位置,使砂轮在进入工件孔之前,行程压板到达行程阀8的位置,将行程阀压下,工作台迅速转入磨削运动速度。(https://www.chuimin.cn)
2)调整工作台往复微调挡铁6和工作台返回挡铁7的位置,使工作台在工件全长磨削范围内来回往复运动。
3)调节工作台磨削速度旋钮12,使工作台运动速度处于磨削所需要的速度。
(3)工作台在修整砂轮位置时挡铁距离和运动速度的调整
1)将动作选择旋钮11从磨削位置转到修整位置。这时,砂轮修整器的回转头3迅速压下,工作台的速度从磨削速度迅速转为修整速度。
2)调整修整挡铁9的位置,使工作台在金刚石笔修整砂轮的距离内来回往复运动。
3)调节工作台修整速度旋钮13,使工作台运动速度处于修整时所需要的速度。
(4)工作台快速进退位置的调整 工作台在磨削结束后,可快速退出,以减少空行程时间。操作时,只要将工作台换向手柄2向上抬起,使换向挡铁越过手柄,行程压板离开行程阀,行程阀弹起,工作台就快速退出。当中停压板5移动到行程阀位置时,行程阀被压下,工作台停止运动。
手动调整工作台时,可摇动手轮14进行调整。
2.主轴箱的操作和调整
主轴箱的主轴是由双速电动机通过带传动旋转的,在电动机转轴和主轴箱的主轴上装有塔形带轮,以变换工件转速。在机床床身的右端装有一个工件转速选择开关16,可使主轴箱电动机在高速或低速的位置上工作。
主轴箱的主轴转速有200r/min、300r/min、400r/min和600r/min四档位置可供选择。
将旋钮转到“Ⅰ”的位置,主轴箱主轴处于“试转”状态;旋钮转到“°”的位置,主轴箱主轴停止转动;旋钮转到“Ⅱ”的位置,主轴箱主轴处于工作状态。
3.砂轮横向进给机构的操纵和调整
砂轮的横向进给有手动和自动两种。手动进给由手轮17实现,按动手柄21可作微量进给。转动旋钮18至“开”的位置砂轮作自动进给。调整顶杆20上下行程,可控制进给量的大小:背吃刀量每格为0.005mm,转一圈为1.25mm。当需要调整横向进给手轮“0”位时,先松开螺母22,再拔出挡销19,然后转动刻度圈调整。旋钮15为电源开关,机床使用完毕,应将电源关掉。
相关文章

图8.1-11 手轮中断操作手轮叠加运动将导致程序中的工件坐标系、局部坐标系产生整体平移,但不能改变CNC的工件坐标的零点设定,当取消手轮中断操作后,程序将重新返回原来的工件坐标系。3)执行下述的手轮中断取消操作。图8.1-14 手轮中断位置设定软功能键3)按软功能键〖取消〗,显示图8.1-15所示的坐标轴选择软功能键。......
2025-09-29

M2110A内圆磨床是一种常用的普通内圆磨床,如图12-2所示。它由床身11、工作台2、主轴箱4、内圆磨具7和砂轮修整器6等部件组成。手动控制时,手轮1主要用于调整机床及磨削工件端面。内圆磨具的主轴是由电动机经平带直接传动旋转的。......
2025-09-29

表9.1-3 加工调整参数及其意义表表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。图9.1-17 自定义项目显示2.参数显示与设定加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。......
2025-09-29
通过实训,使学生掌握猪胴体和肉鸡的分割方法及实际操作技能。供内、外销的猪胴体分为颈背肌肉、前腿肌肉、脊背肌肉、臀腿肌肉四个部分。2.肉鸡分割操作步骤选料:原料光鸡一般选择 1.5~2.0 kg,饲养 50~70 d 左右肉用鸡。......
2025-09-29

M7130型磨床的控制线路如图6-5所示。M7130型磨床的控制线路用到砂轮电动机、冷却泵电动机和液压泵电动机,如果不用冷却泵电动机,可以将该电动机与线路的插接件XP1拔出。M7130型磨床的控制线路工作过程分析如下:准备工作将电源开关QS1闭合,L1、L2两相电压经变压器TC1降压后为工作照明灯EL供电,将开关SA闭合,EL被点亮。......
2025-09-29

引导循环的孔加工动作和固定循环指令G80~G89类似,不同引导循环需要输入的参数如下:表6.2-1 FS-0iTD的引导循环一览表1)钻孔循环G1100。3)攻螺纹循环G1102。2)内/外圆和端面精车循环。PRM9822:分级进给完成后的回退量,对外圆、端面加工同时有效,外圆加工为半径。PRM9823:刀具重叠比,重叠部分占刀具宽度的比例。......
2025-09-29

(一)对接接头埋弧焊技术对接焊缝的埋弧焊,是应用最为广泛的一种。一般第一面焊接应保证熔透深度为焊件厚度的60%~70%。对清根的焊缝反面熔透深度可适当减小。焊缝的熔透深度在焊接过程中,往往是无法直接测出的。而在焊接电流较大、电弧电压较低、焊接速度较慢时,如加热面积的前端呈圆形,若颜色为浅色,则应适当增加焊接速度。焊接时这部分的焊剂起焊剂垫的作用又保护铜垫,免受电弧直接作用。......
2025-09-29

相关推荐