固体废弃物主要包括磨屑、磨料粉尘等,液体废弃物主要是磨削液,气体废弃物主要是磨削液的烟雾、蒸汽,这些废弃物对人体和环境危害很大。在磨削加工时,含机械杂质较多的磨削液,不能用于磨削加工,必须给予净化处理才能继续使用。磨削液用水稀释后,通过加工工件、工作环境以及操作人员的手、周围空气等方式会对稀释液造成污染,所带入的微生物便开始繁殖,从而导致磨削液的腐败与劣化。......
2025-09-29
1.常用心轴的结构和使用方法
(1)微锥心轴 微锥心轴是锥度很小的光轴,锥度一般为1∶5000~1∶7000,即每200mm长度的心轴,两端直径差0.028~0.04mm,心轴外圆的圆度误差小于0.002mm,表面粗糙度值小于Ra0.2μm。为了便于工件套上心轴,一般在心轴小端外圆上磨出一段锥度较大的外圆,装入工件时起导向作用。
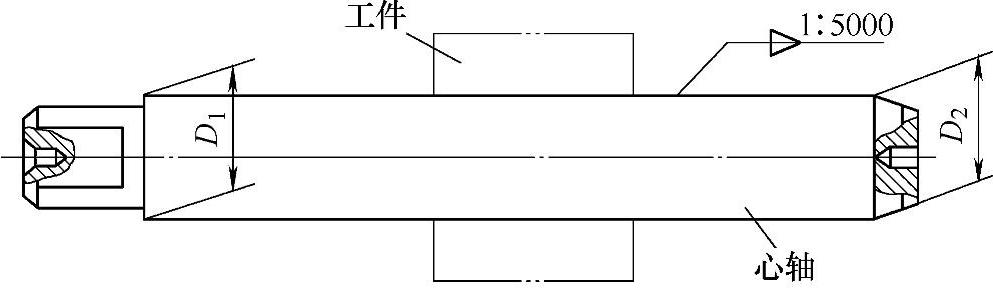
图11-19 微锥心轴
同轴度要求较高的套类工件,一般均采用微锥心轴装夹。装夹时,把工件套上心轴,在木垫或软金属(如铜块)上轻轻敲击一下,依靠心轴微锥表面与工件内圆表面的弹性变形及摩擦力将工件胀紧在心轴上,如图11-19所示。在自制微锥心轴时,根据工件定位孔的尺寸确定微锥心轴的外圆尺寸,微锥心轴小端外圆直径应比工件孔径小0.005mm。
(2)台阶心轴 台阶心轴的结构如图11-20所示,它是利用工件2的内孔和端面定位。心轴1定位圆柱面通常按g5级精度制造,台阶端面与圆柱面的垂直度误差小于0.01mm。装夹时,把工件套上心轴,工件端面与心轴定位端面相贴,然后装上垫圈3,拧紧螺母4即可。台阶心轴一般用于装夹端面与外圆有垂直度要求,但同轴度要求较低的工件。
2.用微锥心轴装夹磨削外圆柱面
(1)工件定位孔精度的检验 在用微锥心轴装夹磨削套类工件时,应先检验工件定位孔的精度。(https://www.chuimin.cn)
1)圆度误差的测量。工件定位孔圆度误差将直接影响加工质量,因此圆度误差应小于0.005mm。
2)孔径的测量。工件定位孔直径应在图样规定的公差范围内,否则工件无法套上心轴或者贯穿心轴无法胀紧。
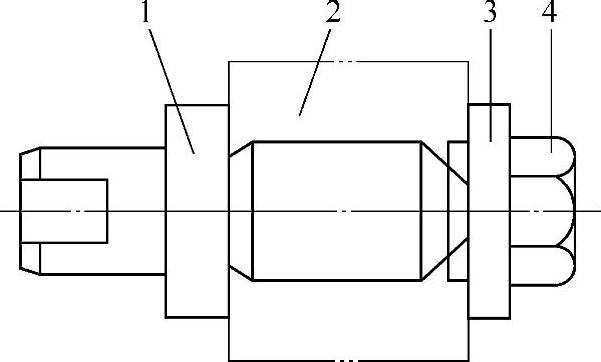
图11-20 台阶心轴
1—心轴 2—工件 3—垫圈 4—螺母
(2)心轴精度的检验 心轴在使用前,应先装在两顶尖之间测量全跳动量,如有超差应予修复,以免由于心轴的跳动误差,造成工件同轴度超差。
(3)磨削方法 用心轴装夹磨削外圆的加工步骤与前面介绍的几种方法基本相同。但在用微锥心轴装夹、批量磨削外圆时,由于工件孔径的误差,工件在心轴上的固定位置会发生变化,因此,要随时注意行程挡铁距离的调整。
相关文章

固体废弃物主要包括磨屑、磨料粉尘等,液体废弃物主要是磨削液,气体废弃物主要是磨削液的烟雾、蒸汽,这些废弃物对人体和环境危害很大。在磨削加工时,含机械杂质较多的磨削液,不能用于磨削加工,必须给予净化处理才能继续使用。磨削液用水稀释后,通过加工工件、工作环境以及操作人员的手、周围空气等方式会对稀释液造成污染,所带入的微生物便开始繁殖,从而导致磨削液的腐败与劣化。......
2025-09-29

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2025-09-29
环保型磨削的基本思路是不使用磨削液,如果非使用不可时,也尽可能减少使用量。干磨削 通过上述分析可知,使用磨削液存在若干负面影响,由此出现了不使用磨削液的干磨削加工技术。此外,清除到磨削加工区以外的磨削液和沉淀物也必须进行妥善处理,否则会造成环境污染,这种处理费用是相当高的。因此,开发新型磨削液,改善磨削液的综合性能,也是磨削工艺绿色化的主要内容之一。......
2025-09-29

磨削加工是利用砂轮高速旋转而对工件进行加工的方法。磨削加工具有以下特点:1)磨削加工是由数目众多的磨粒一点一点地切削工件表面,每个磨粒切下的切屑厚度很薄。此外,磨削热会使工件产生膨胀变形,影响加工精度,故磨削过程往往需要大量的磨削液进行冷却和润滑,但是磨削液对人体和环境影响很大。......
2025-09-29
图2-43 外圆表面的加工方法的选择1)最终工序为车削的加工方案,适用于除淬火钢以外的各种金属。内孔表面加工方法的选择内孔表面加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔和光整加工。图2-44 内孔加工方法的选择4)加工精度为IT6级的孔,最终工序采用手铰、精细镗、研磨或珩磨等均能达到要求,视具体情况选择。平面轮廓和曲面轮廓加工方法的选择1)平面轮廓常用的加工方法有数控铣、线切割及磨削等。......
2025-09-29

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2025-09-29
目前使用的刀具中有40%是涂层刀具,新的涂层还在不断出现,使用涂层刀具实现干切削加工的趋势在不断增长。因此,要注意干切削机床的快速排屑结构、辅助排屑设施和提高干切削机床热稳定性的结构设计。......
2025-09-29
外圆磨床的维护保养M1432A万能外圆磨床润滑的要求如下:①床身油池每半年左右更换一次液压油。外圆磨床的维护保养操作步骤及质量检测见表4.2。表4.2外圆磨床的维护保养操作步骤及质量检测续表外圆磨床维护保养时,应注意以下事项:①正确使用磨床,熟悉磨床各部件的操作方法和步骤。......
2025-09-29
相关推荐