食品包装用板(片)材用无毒卫生级PVC树脂。ABS板材原材料准备ABS板材应选用挤出板材用的专用树脂,即丙烯腈-丁二烯-苯乙烯共聚树脂。聚烯烃板材原材料准备 聚烯烃板材的挤出成型工艺比较简单,在挤出成型前无须进行干燥和造粒,原料染色后即可挤出成型。......
2025-09-29
(1)硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机(或冲剪机)、板材堆放车组成。附加装置还有快速换网装置、三辊压光辊温度控制系统、测厚仪、熔体泵等。
塑料硬板挤出成型生产线如图6-2所示。塑料复合板挤出成型生产线如图6-3所示。
(2)软板生产线 软板生产线由挤出机、混合计量加料装置、过滤网、机头连接器、机头、冷却辊牵引装置、厚度检测系统、表面处理系统、展平系统、中间牵引装置、收卷装置组成,如图6-4所示。附加装置还有快速换网器、熔体泵、温控系统。熔体泵要单独配变频电动机或硅整流电动机驱动,以确保熔体泵的线形计量特性,保证熔体进入机头压力精度控制在±1%,流量精度在±0.5%。
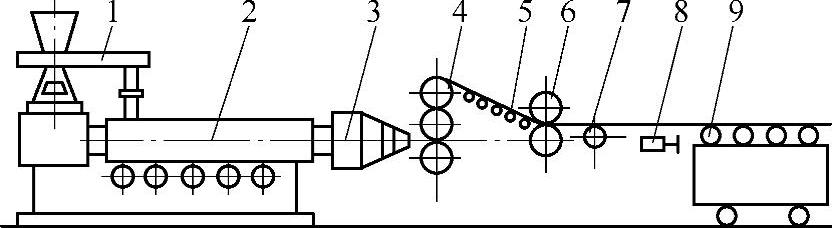
图6-2 塑料硬板挤出成型生产线
1—加粒器 2—双螺杆挤出机 3—机头 4—三辊压光机 5—输送装置 6—两辊牵引机 7—圆盘切边机 8—横向锯切机 9—成品堆放车
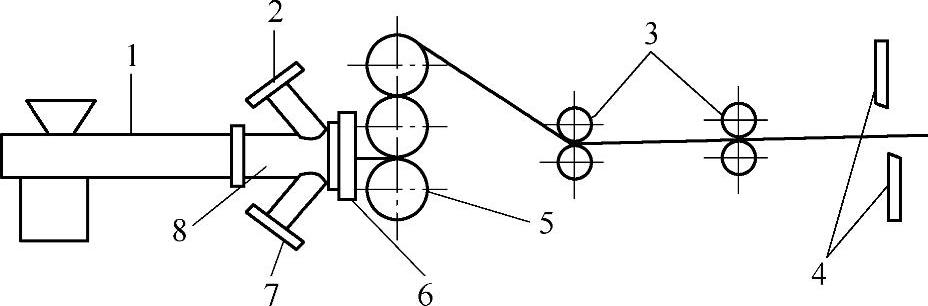
图6-3 塑料复合板挤出成型生产线
1、2、7—挤出机 3—牵引辊 4—板材切割装置 5—三辊压光辊 6—共挤出机头 8—接头
软板生产用设备与薄膜生产设备相同,只是口模缝隙不同而已。
(3)挤出机 用于挤板或片的挤出机螺杆直径一般为65~150mm,长径比L/D为20~28,需要在挤出机螺杆头部加放多孔板、过滤网,多孔板的孔数、过滤网的目数和层数应根据原料的品种及产品的厚度决定。以螺杆直径为100mm的排气式单螺杆挤出机,生产板材幅宽为1050mm、板厚为2~6mm为例,挤出机的特性要求如下:
1)机筒加料段内壁有锥形斜槽,起强制加料作用,适宜于高速高效挤出成型。
2)适宜加工PC、ABS、PMMA等塑料板材。
3)自动真空吸料输送器,连续输送量为200~300kg/h。
4)排气采用油环式真空泵,最大抽气量达175m3/h。
5)机头处装有两台压力传感器,位于螺杆顶端与滤网之间。
6)静态混合器的作用是使进入机头的塑料由原来温差10~20℃下降到温差2~3℃。
挤出PVC板材,一般选用锥形双螺杆挤出机,以粉料直接挤出为主。
(4)挤出机头 由连接器和口模组成,在口模和挤出机之间一般用连接器连接。连接器的外形为圆柱形,内部流道由圆锥形逐渐过渡为矩形。连接器的作用是将物料均匀地压缩输送到口模中,所以也可把连接器当作机头的组成部分。
(5)板材生产线辅机
1)冷却定型模具。
①中空板又称格子板,坯料挤出后进入真空冷却定型模,上下定型模板分段通真空定型、通水冷却。格子板内的隔筋厚度要小于上下定型模板的厚度,以有利于冷却定型。上下定型模板在外部先冷却,隔筋在内部冷却慢,这样可避免隔筋冷却后收缩变形使上下表面不平产生凹痕。
②三辊压光机。普通的板、片材(实心)都是通过三辊压光机冷却定型的。刚从扁平口模挤出的板材温度较高,由三辊压光机压光并逐渐冷却,防止板坯冷却过快产生内应力。三辊压光机应适当加热,且每个辊应设独立的温控装置。因辊筒温度过低,板不易贴紧辊筒表面,从而会产生斑点,使板表面无光泽,透明度差且产生小皱纹。辊筒表面温度应控制在可以使熔融物料与辊筒表面完全贴紧,但温度过高会引起板坯脱辊和表面产生横向条纹,所以温度控制要适当。冷却压光机还有一定的牵引作用,它可调整板材的各点速度使其达到均匀一致,保证板的平直。三辊压光机由直径为200~400mm的上、中、下三个辊组成。中间辊的轴线固定,上下两辊的轴线可上下移动,以调整辊隙适用于不同厚度的板材。辊隙一般应等于或稍小于制品厚度,因挤出后板材会膨胀,再通过牵引拉伸就可达到要求厚度。当板材表面需要压花时,中辊可用刻花辊代替。为使花纹明显清晰,中间辊温度可适当高一些。同时中辊应换为硬度为85度的耐热丁腈橡胶辊,辊内通冷却水冷却以避免粘料。三辊的转速应控制在比挤出速度略快10%~25%,以使板坯有拉伸力。三个辊都是中空的,且都带有夹套,可通入介质(蒸气、油或水)进行温度控制。辊筒的长度一般比口模宽度稍宽些,表面粗糙度为Ra0.20μm,镀硬铬,以降低表面粗糙度和增加表面硬度值。
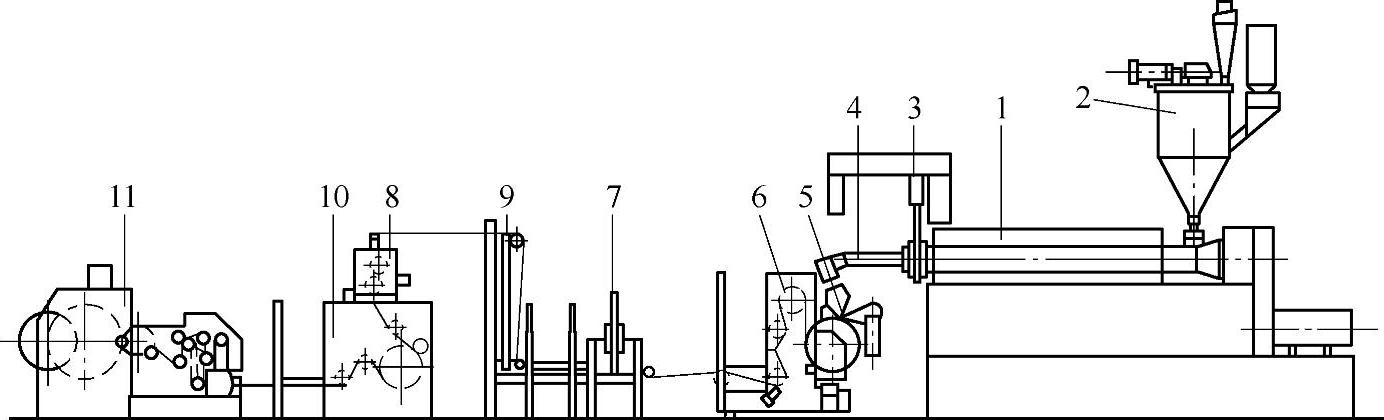
图6-4 软板挤出成型生产线
1—挤出机 2—混合计量加料装置 3—过滤网 4—机头连接器 5—狭缝口模 6—冷却辊牵引装置 7—厚度检测系统 8—表面处理系统 9—展平系统 10—中间牵引装置 11—收卷装置
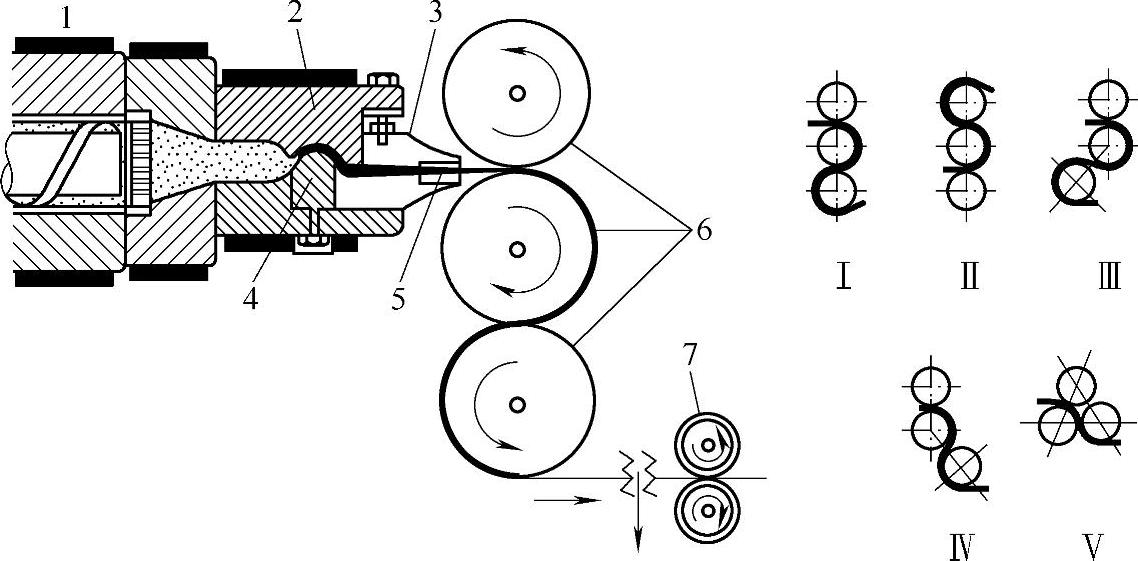
三辊压光机辊筒的排列方式如图6-5所示。第Ⅰ种排列方式最常用,它在压光和产生的弯曲应力方面,综合效果较好,结构也比较简单。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图6-5 三辊压光机辊筒排列方式
1—挤出机 2—模头 3—上部模颌 4—阻流棒 5—模头定型段 6—水冷却镀铬辊 7—牵引辊
第Ⅱ种主要用于大型挤板机,以增大下面的空间。第Ⅲ、第Ⅳ种虽结构紧凑,但机械加工较复杂。其中第Ⅲ种包角大,对压光有利,但对塑料产生的弯曲应力大;第Ⅳ种包角小,对压光不利。第Ⅴ种包角太小对压光不利。三辊压光机的辊距应能准确调节,否则会影响压光质量。三辊压光机一般采用链条、齿轮或涡轮传动,各辊的速度应保持同步。为了适用于主机的不同挤出量和口模的不同间隙,压光机圆周速度一般要有较大的调节范围,多数为1∶2,其中最大圆周速度为2~8m/min。三辊压光辊与口模的距离要尽量近,一般为50~100mm。若距离太大,坯料板易下垂发生皱折,粗糙度不好,同时易散热冷却,表面不光亮。
压光辊的结构如图6-6所示。压光辊应满足高弯曲强度、精确的圆度、均匀的温度分布、边缘温差小和表面光滑耐腐蚀的要求。挤出的板料既在压光辊上进行冷却,也可通过加热来调节板坯的温度。因有些结晶型材料需骤冷以防止结晶或因结晶造成的透明度降低。挤出板的生产效率依赖于压光辊的冷却能力,它决定了在适当的温度范围内可获得的理想的冷却定型效果。对辊子温度的控制是由一套单独的热交换设备完成的,每个辊子都有自己独立的热交换器加热、冷却控温装置。
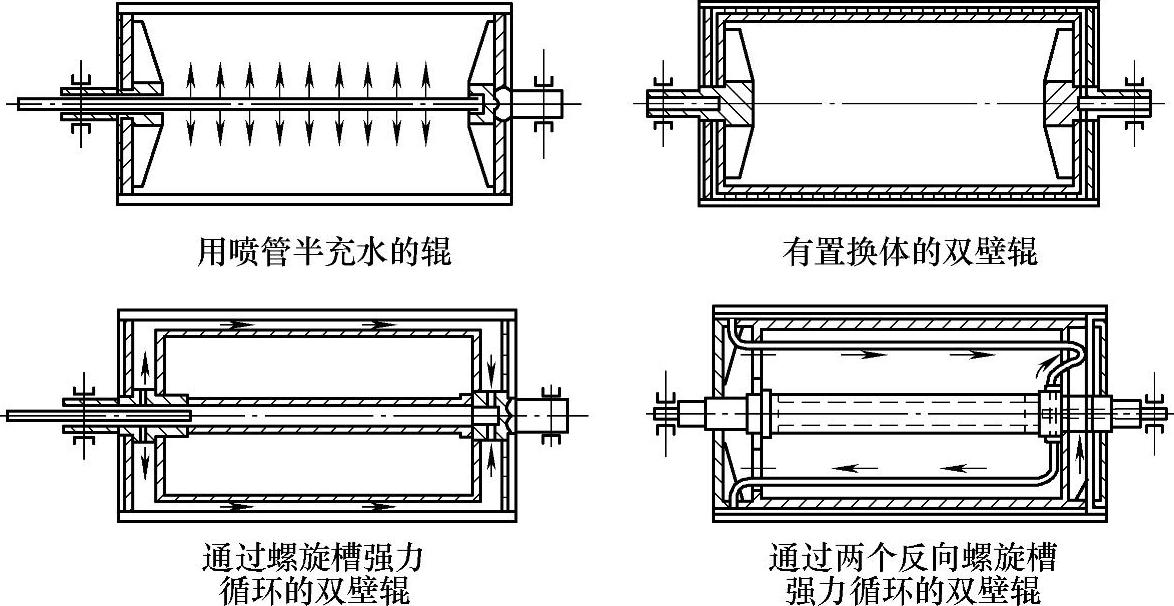
图6-6 压光辊结构
三辊压光机的传动系统一般有三种传动形式,如图6-7所示。其中以图a和图b两种形式应用较多。
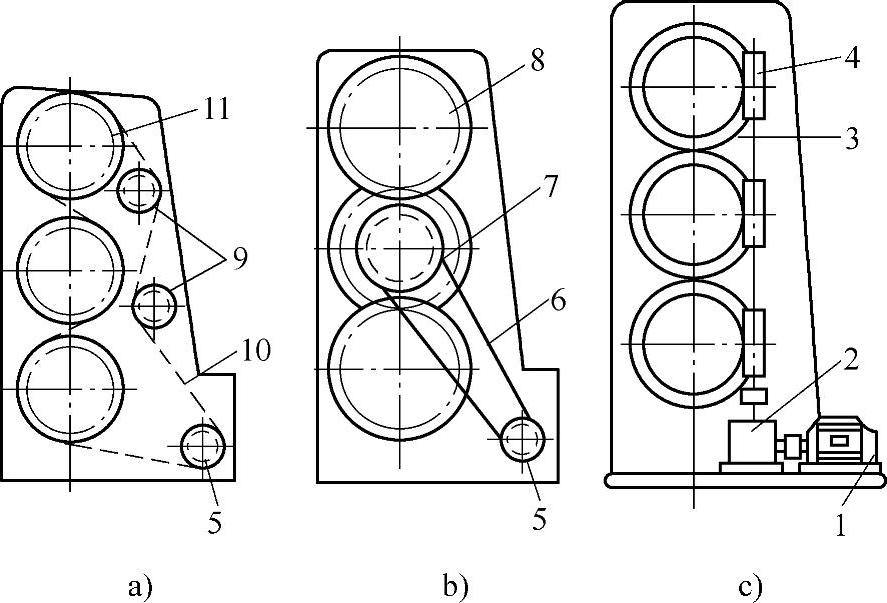
图6-7 三辊压光机的传动形式
a)链传动 b)带传动 c)蜗杆蜗轮传动 1—电动机 2—减速箱 3—压光辊筒 4—蜗杆蜗轮 5—减速箱输出轴 6—传动带 7—带轮 8—齿轮 9—张紧链轮 10—链条 11—链轮
2)冷却输送装置。在挤出4mm以上的中、厚板时,三辊压光机并不能完全冷却板材。通常实用的方法是采用风扇或接气流式中心鼓风机,用风使板材完全冷却。对于较厚板材,因板材移动速率很慢,一般采用调节冷却输送装置的长度和鼓风机的效率使其有足够的时间进行冷却。有时还可增设喷淋装置,加速对制品冷却。冷却输送装置设在三辊压光机和牵引装置之间,由10~20个直径约为50mm的小圆辊组成,如图6-2所示。其作用是支承尚未能完全冷却的板材,防止板材弯曲变形,并把从压光机挤出来的板材充分冷却,使其完全固化后,输送到牵引装置。整个冷却输送装置的总长度取决于板材的厚度和塑料品种。一般PVC和ABS塑料板材冷却输送装置总长度约为3~6m,聚烯经约为4~8m。对薄板片材可不设置冷却输送装置。
3)切边装置。从扁平口模挤出的板(片)材,由于颈缩,板两端坯料较厚且不齐整,需要用切边装置切除不齐整又超厚的边料。所以口模要求比产品尺寸宽20~40mm,用来补偿出模到进入三辊压光机或定型模的拉伸收缩量和切边余量。一般切边装置设在牵引装置的前面,板制品的切边装置设在冷却输送装置的后端,都是对已冷却成型的制品进行纵向切边。切边装置切薄板料时可装刀片进行划切,较厚的板料刀片划切有困难,此时可用圆锯片进行旋转切边。
4)牵引装置。牵引装置一般由一个主动钢辊和外包橡胶的被动钢辊组成,牵引辊直径一般为150~200mm,两辊靠弹簧压紧,其作用是将板(片)均匀牵引至切割装置,防止在三辊压光机处积料,并将板(片)压平,其牵引速度应与压光辊速度同步或稍小,以保持对板坯料有一定的张力。牵引速度应能无级调速,上下辊间隔也要能随时调节。
5)切断装置。切断装置的作用是按设定长度将坯料切断。切断方式很多,有电热切、锯切、剪切,用得最多的是锯切和剪切。锯切消耗功率少,也较简单,但噪声较大,且锯屑飞扬,切断处有毛边,效率低。剪切法不易产生飞边,切断速度快,效率高,无噪声,无锯屑,劳动条件好,但设备庞大笨重。锯切与剪切对硬板和软板均可使用。如何选择切断方式取决于板材的厚度。薄板一般用剪切,厚板一般用旋转式的圆锯切断,该锯可在板材宽度范围内移动。为使横切的板材角度、尺寸一致,锯的位置与板材的线速度应同步,以保证板材的移动不会引起锯切时制品和锯片的弯曲。与剪切相同,这种装置的切断周期由限位开关触发,限位开关由板材一端的机械触动或通过光学作用起动。限位长度预先设定。无论纵、横向的切断机构都安装在能和板材等速向前移动的工作台上。对锯切速度和锯片(热切还是冷切)的选择,应根据板材原材料的特性和厚度来决定。
6)制品堆放架或收卷机。硬质板材切断后落入堆放架,整齐堆放,按数量分装打包入库。软板经冷却输送辊后,不用牵引装置,直接在收卷机卷成圆筒,卷满后切断。
7)测厚装置。一般采用自动测厚装置,通过光电扫描器自动测厚,并反馈到系统在屏幕上显示。
8)板材挤出成型辅机完好标准
①压光机辊筒应光亮、平整,无明显划压痕迹。
②减速箱运转平稳,无异常声响和振动,油量适中,油质合格,油标醒目,无漏油。
③辊距调整机构完好、无松动,安全防护机构完好、灵敏可靠。
④过桥导辊运转灵活,整体导向没有跑偏现象。
⑤牵引机胶辊表面平整,表面没有影响牵引速度的伤痕,牵引速度平稳、无脉动。
⑥切割机切割迅速,无掉齿、啃刀现象。
⑦辊筒加热系统齐全、完好,控温准确、灵敏,换热器无渗漏,泵运转正常,无异常声响。
⑧电器元件齐全、完好,仪表指示准确。
⑨设备外观整洁、无黄袍、无油垢,铭牌齐全、清楚。
⑩随机附件齐全,保管妥善。
相关文章

食品包装用板(片)材用无毒卫生级PVC树脂。ABS板材原材料准备ABS板材应选用挤出板材用的专用树脂,即丙烯腈-丁二烯-苯乙烯共聚树脂。聚烯烃板材原材料准备 聚烯烃板材的挤出成型工艺比较简单,在挤出成型前无须进行干燥和造粒,原料染色后即可挤出成型。......
2025-09-29

异型材成型生产线,主要由挤出机、机头、定型冷却装置、牵引装置、切断装置、堆放或收卷装置等组成,如图4-8所示。冷却水槽和真空装置根据需要配置,制品堆放平台也可按需要确定,有的带状、条形软质产品也可改配收卷机。塑料异型材挤出生产线如图4-9所示。异型材生产的主机和辅机与管材生产既有许多相似之处,又有特殊性和不同的地方,应从实际出发,合理设计和配套。......
2025-09-29

硬管生产线设备 硬管挤出成型设备主要有挤出机、机头、冷却真空定型套、真空水槽、牵引装置、切断装置、管材堆放架等。图3-1所示为硬质PVC管挤出成型设备以及生产工艺路线。图3-2 软质PVC管挤出成型设备及生产工艺路线1—挤出机 2—软管成型模具 3—冷却水槽 4—牵引机 5—收卷机软质塑料管生产线如图3-3所示。软质管的挤出可以水平挤出,也可垂直挤出。......
2025-09-29

图1-52 定型模三模串联图1-53 低发泡木塑镜框制品图1-54 普通木塑产品低发泡挤出制品的性能。常规生产过程中,挤塑未交联和未发泡的型坯片材,当这类挤出物离开口模后,并不立即发泡,而是在随后的烘箱中交联发泡。即不能过早在挤塑机或挤塑模中发泡,否则会造成气泡流经模壁时被撕破,致使型材表面不良或粗糙。图1-61所示为共挤发泡机头及定型模。它是采用两台挤出机分别挤出不发泡的表层和发泡的芯层物料,经共挤出成型的工艺。......
2025-09-29
机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2025-09-29

挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2025-09-29
图3-31所示为单壁波纹管产品外形。若用粉状PVC直接成型应选用平行异向或锥形双螺杆挤出机。波纹管成型装置由成型模具、传动系统和控制系统组成。成型模具闭合构成圆形管子的成型腔;模具打开,制品脱模。成型模温度为50℃左右,通常采用水喷淋或吹冷风控制。图3-34所示为波纹管成型模具运行示意图,成型波纹管时成对半边模块闭、开连续运行。成型模具温度为50℃。......
2025-09-29

定径套的长度应保证管材在套内停滞期间冷却到玻璃化温度以下,以确保圆度。这时定径套内径的选取主要考虑塑料管材定型后的收缩率波动。定径套外径应设计成锥形,其斜度为0.6%~1.0%,适用于直径大于30mm的管材。定径套外径应比管材内径放大2%~4%,这样有利于内径尺寸公差的控制,可使挤出的管材内壁贴紧在定径套外壁上,而且可有效地降低表面粗糙度。管材定型后的收缩波动也在此范围内得到补偿。......
2025-09-29
相关推荐