1)聚氯乙烯芯层发泡管的内外表皮成型用料配方(质量份)。聚氯乙烯芯层发泡管的挤出成型可用单螺杆挤出机,也可用双螺杆挤出机。用两台挤出机时,一台挤出机供芯层发泡管的内外表皮成型用,另一台挤出机供发泡芯层成型用。聚氯乙烯芯层发泡管的复合成型机头结构比较复杂,图3-42所示是用两台挤出机生产成型芯层发泡管的机头结构。向前运行的同时,芯层内原料在口模和定径套之间较适合的温度条件下发泡,成型聚氯乙烯芯层发泡管。......
2025-09-29
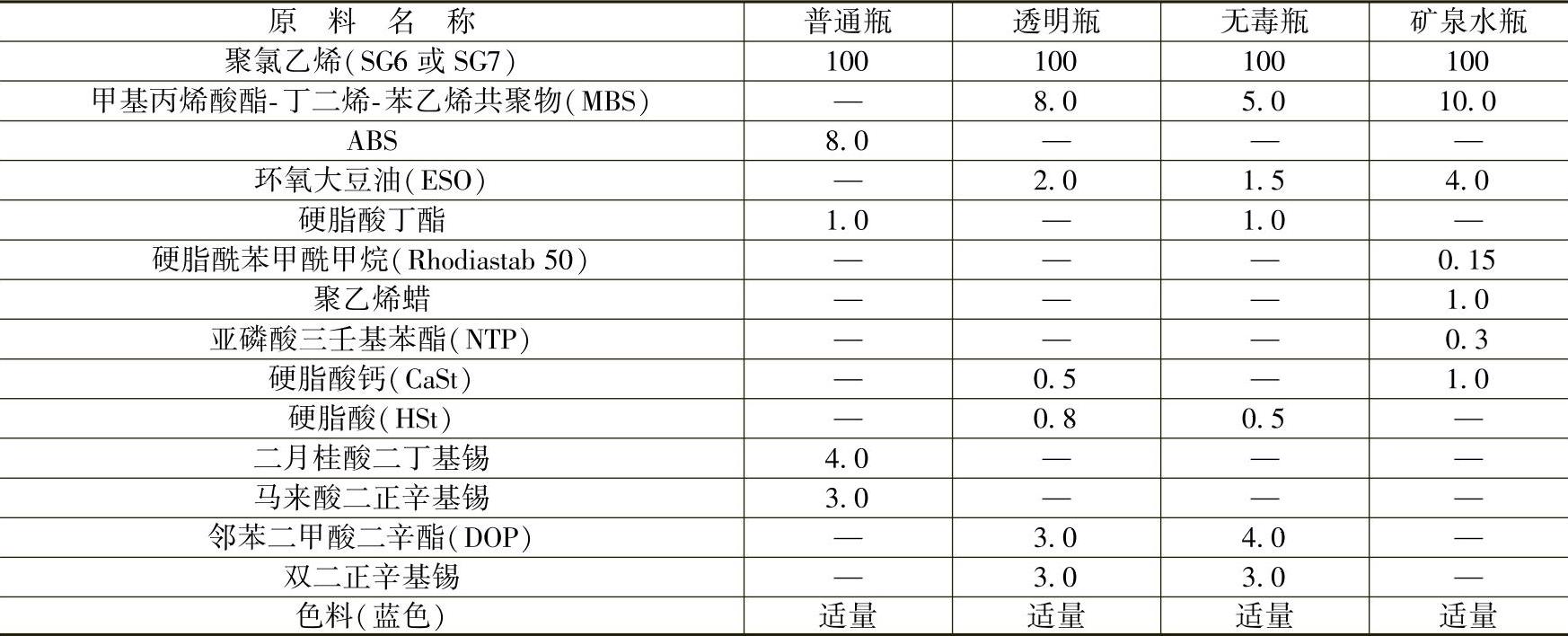
(1)原料选择准备 选用悬浮式法生产的SG6或SG7型聚氯乙烯树脂。目前全国有多家工厂生产挤出吹塑PVC瓶专用PVC树脂,树脂密度为1.38~1.98g/cm3,用于食品、饮料、药品、调味品的包装,主料PVC和辅料(增塑剂、稳压剂)均应符合卫生标准。
PVC瓶原料配方及应用见表5-3。
表5-3 PVC瓶原料配方(质量份)及应用
(2)生产设备 选用通用型单螺杆挤出机塑化熔融、挤出成型料坯,螺杆结构为等距渐变型,长径比为L/D≥20,压缩比为4,机筒前与机头接口处加多孔板和过滤网,料斗座和螺杆要通水降温。挤出机头选用直角式侧向进料挤出机头,成型冷却定型模用两开或多模旋转式。
(3)成型工艺
1)生产工艺流程。原料按配方要求计量→高速混合机混合原辅料、掺混均匀→造粒→挤出机塑化原料→熔融料在机头均化压缩成型管坯→管坯在成型模具内吹胀成型→冷却定型后开模→制品脱模修边→成品检验入库。(https://www.chuimin.cn)
2)原料配混造粒。按造粒程序操作。配方料用高速混合机混合均匀,料温达到75℃时加入改性剂MBS,料温达到85℃时加入润滑剂,料温度达到100~105℃可结束混料。
3)成型温度。机筒加料段为130~150℃,塑化段为160~170℃,均化段为170~180℃。机头模具温度为170~175℃。
4)吹胀压力。管坯吹胀成型制品用空气压力为0.3~0.5MPa。
5)吹塑成型模具温度为20~30℃。
6)生产流程。热坯法挤出拉伸吹塑工艺流程如图5-20所示,冷坯法挤出拉伸吹塑工艺流程如图5-22所示。
相关文章

1)聚氯乙烯芯层发泡管的内外表皮成型用料配方(质量份)。聚氯乙烯芯层发泡管的挤出成型可用单螺杆挤出机,也可用双螺杆挤出机。用两台挤出机时,一台挤出机供芯层发泡管的内外表皮成型用,另一台挤出机供发泡芯层成型用。聚氯乙烯芯层发泡管的复合成型机头结构比较复杂,图3-42所示是用两台挤出机生产成型芯层发泡管的机头结构。向前运行的同时,芯层内原料在口模和定径套之间较适合的温度条件下发泡,成型聚氯乙烯芯层发泡管。......
2025-09-29

生产设备 对于硬质聚氯乙烯螺旋增强PVC软管的挤出成型,由于制品是用两种性能不同的PVC制品复合成型,所以生产时,两种制品的不同配方原料应分别在两台混合机中混配,然后再分别在两台挤出机中塑化熔融。硬质聚氯乙烯螺旋增强PVC软管挤出成型要求和注意事项如下。1)硬质聚氯乙烯螺旋增强软管复合成型硬、软两种PVC制品用料的挤出熔料要与成型用料相匹配。......
2025-09-29

为什么要试模 塑料挤出成型机头装配调整后需试模验收,它是检查设计制造的最后程序。成功的挤出成型机头必须能够生产符合要求的制品,还能适应制品的物料特性,保证制品强度指标;机头要能顺利安装在挤出机连接法兰盘上,并能在规定转速下工作,经精心试模调机后得到合理的成型工艺参数。5)在机头口模调整时,工作程序有错误造成调紧螺钉折断,口模变形无法使用。......
2025-09-29

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2025-09-29

由于双壁波纹管用料量大,可用双螺杆挤出机。由于双壁波纹管都是大中型管,所以定型模块通常是立式布置,即两组定型模块成上下布置。6)检查波纹管的成型质量,调整芯棒对正螺钉,适当修正管壁厚的均匀性。7)冷却水的温度应控制在不超过10℃,偏高的水温会给双壁波纹管的成型增加难度。......
2025-09-29

五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2025-09-29
2)无规共聚聚丙烯管的原材料与配方(质量份)。无规共聚聚丙烯管的成型机头采用篮式或螺旋式结构,熔料流道空腔不宜过大,压缩比为2.5~4,一般螺旋式压缩比稍小,篮式压缩比稍大。无规共聚聚丙烯管挤出成型生产线上,喷淋水箱长度最长可达30m。......
2025-09-29
图3-31所示为单壁波纹管产品外形。若用粉状PVC直接成型应选用平行异向或锥形双螺杆挤出机。波纹管成型装置由成型模具、传动系统和控制系统组成。成型模具闭合构成圆形管子的成型腔;模具打开,制品脱模。成型模温度为50℃左右,通常采用水喷淋或吹冷风控制。图3-34所示为波纹管成型模具运行示意图,成型波纹管时成对半边模块闭、开连续运行。成型模具温度为50℃。......
2025-09-29
相关推荐