图4-18供料单元气动系统原理图图4-19装配单元气动系统原理图图4-20加工单元气动控制回路工作原理图图4-21分拣单元气动控制回路工作原理图3.安装过程中注意事项气路连接要完全按照自动化生产线气路图进行连接。气路连接时,气管一定要在快速接头中插紧,不能够有漏气现象。气路气管在连接走向时,应该按序排布,均匀美观,不能交叉、打折、顺序凌乱。......
2025-09-29
异型材成型生产线,主要由挤出机、机头、定型冷却装置、牵引装置、切断装置、堆放或收卷装置等组成,如图4-8所示。
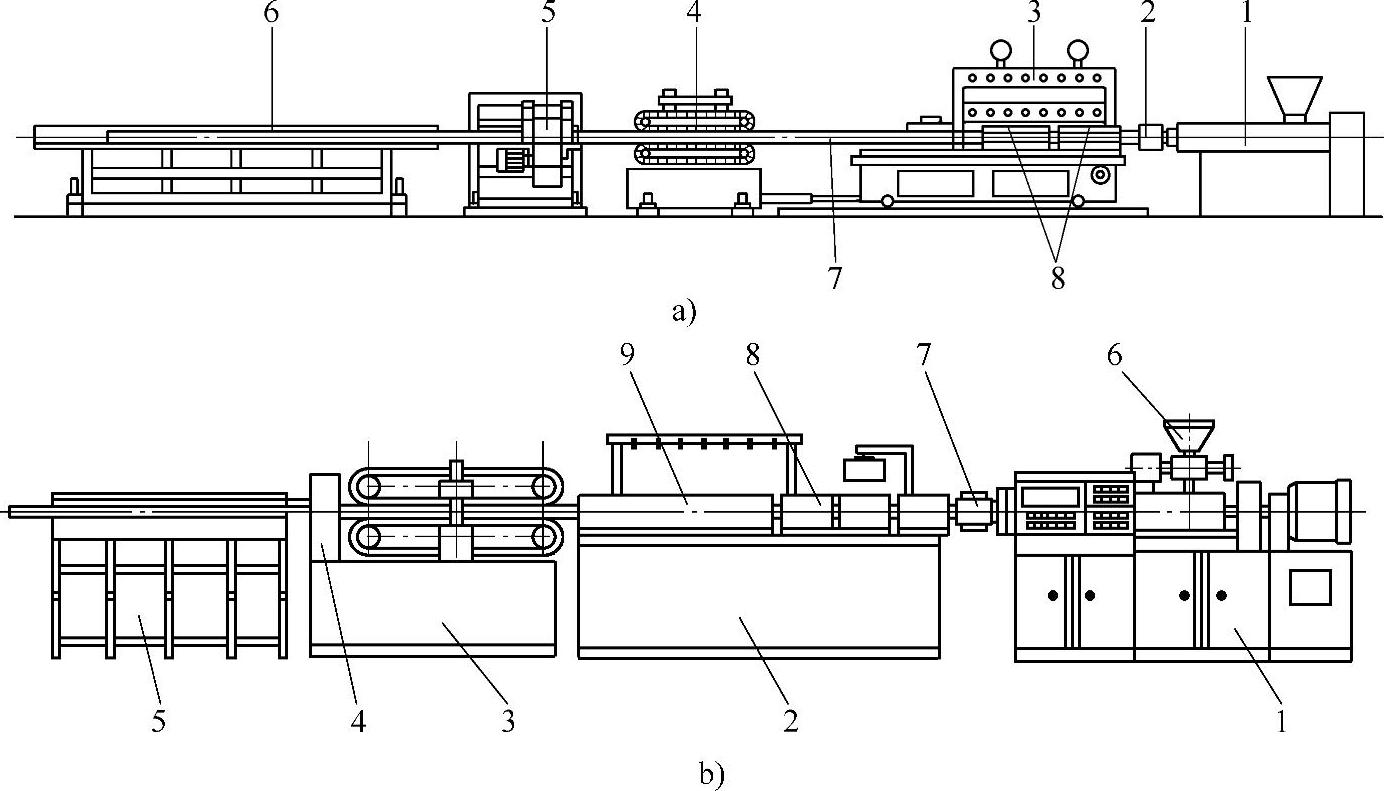
图4-8 异型材成型生产线
a)普通塑料异型材挤出成型生产线 1—挤出机 2—机头 3—冷却定型装置 4—牵引装置 5—切割装置 6—堆放架 7—异型材 8—定型模 b)门窗及复杂异型材挤出成型生产线 1—挤出机 2—定型台 3—牵引机 4—切割机 5—翻料机 6—加料器 7—挤出机头 8—定型模 9—冷却水箱
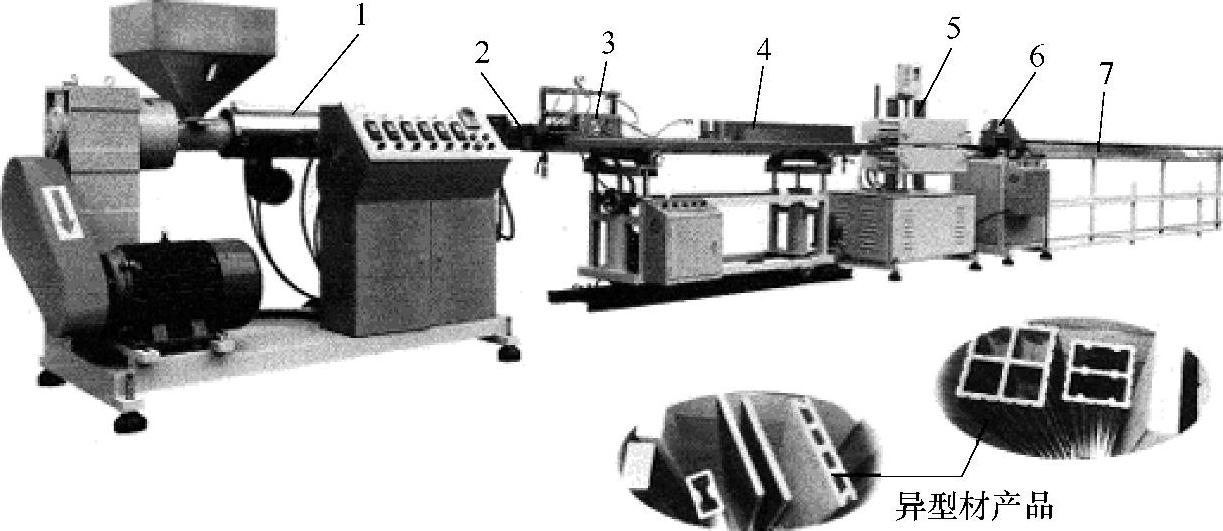
塑料异型材生产线主要有挤出机、机头、真空定型冷却装置、冷却水槽、牵引机、切割机、制品堆放平台等。冷却水槽和真空装置根据需要配置,制品堆放平台也可按需要确定,有的带状、条形软质产品也可改配收卷机。塑料异型材挤出生产线如图4-9所示。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图4-9 塑料异型材挤出生产线
1—挤出机 2—机头 3—真空定型冷却装置 4—冷却水槽 5—牵引机 6—切割机 7—堆放平台
由于异型材形状复杂,种类繁多,大小不一,变化极大,所以采用的挤出机、机头、真空定型冷却装置、冷却水槽、牵引机、切断机区别都很大,应根据具体的产品形状和大小来选择相关配套设备,以满足产品成型的需要和生产工艺的要求。
异型材生产的主机和辅机与管材生产既有许多相似之处,又有特殊性和不同的地方,应从实际出发,合理设计和配套。
相关文章

图4-18供料单元气动系统原理图图4-19装配单元气动系统原理图图4-20加工单元气动控制回路工作原理图图4-21分拣单元气动控制回路工作原理图3.安装过程中注意事项气路连接要完全按照自动化生产线气路图进行连接。气路连接时,气管一定要在快速接头中插紧,不能够有漏气现象。气路气管在连接走向时,应该按序排布,均匀美观,不能交叉、打折、顺序凌乱。......
2025-09-29

任务分析1.知识目标了解加工单元的结构和工作过程;掌握加工单元的元件组成及功能,包括传感器、气动机械手、冲压气缸等;掌握该单元的PLC控制原理和程序控制流程。......
2025-09-29

任务分析1.知识目标了解输送单元的结构和工作过程;掌握输送单元的元件组成及功能,包括:各类传感器、气动机械手、伺服驱动器、伺服电动机等;掌握该单元的PLC控制伺服驱动器的工作原理以及程序流程的编制。......
2025-09-29

线路应该用黑色尼龙扎带进行绑扎,以不使导线外皮变形为宜。接地端一定要可靠连接保护地线。伺服驱动器的信号输出端要和伺服电动机的信号输入端连接,具体接线应参照说明书。要注意伺服驱动器使能信号线的连接。......
2025-09-29

图3-31所示为单壁波纹管产品外形。若用粉状PVC直接成型应选用平行异向或锥形双螺杆挤出机。波纹管成型装置由成型模具、传动系统和控制系统组成。成型模具闭合构成圆形管子的成型腔;模具打开,制品脱模。成型模温度为50℃左右,通常采用水喷淋或吹冷风控制。图3-34所示为波纹管成型模具运行示意图,成型波纹管时成对半边模块闭、开连续运行。成型模具温度为50℃。......
2025-09-29

任务分析1.知识目标了解装配单元的结构和工作过程;掌握装配单元的元件组成及功能,包括传感器、气动机械手、气动回转台、直线气缸、警示灯等;掌握该单元的PLC控制原理和程序编制流程。......
2025-09-29

我们的任务是:对设备进行安装,包括装置侧的机械装配和气路连接以及PLC侧的电路的连接并进行调试;其次,编写PLC控制程序并进行单机调试,最终达到工作要求。......
2025-09-29
2)无规共聚聚丙烯管的原材料与配方(质量份)。无规共聚聚丙烯管的成型机头采用篮式或螺旋式结构,熔料流道空腔不宜过大,压缩比为2.5~4,一般螺旋式压缩比稍小,篮式压缩比稍大。无规共聚聚丙烯管挤出成型生产线上,喷淋水箱长度最长可达30m。......
2025-09-29
相关推荐