基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2025-09-29
(1)成型温度
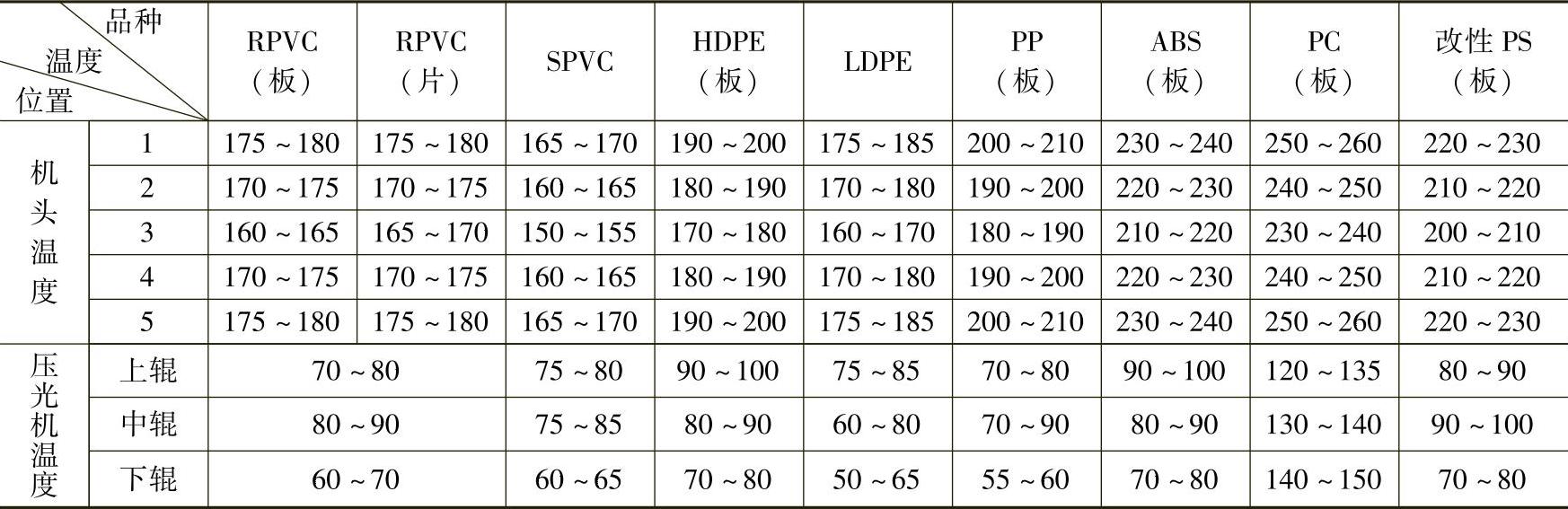
1)机筒和机头温度。挤出机的螺杆和机筒温度应根据成型塑料的品种以及螺杆、机筒、机头的结构形状特性来决定。机筒温度设定后,机头温度应稍高一点,大约高5~10℃。因机头温度低,成型后的板材表面不光亮、粗糙且容易开裂、产生橘皮纹;但机头温度太高,熔料也会变色、分解,产生气泡、丝纹、变色条纹、斑点。机头的温度一般应控制为中间低两边高。因为板材挤出采用的是扁平机头,往往都是中间出料快压力高,两边压力低出料慢。所以可以采用提高扁平机头两边的温度来达到使口模全长压力平稳的目的。几种常用板(片)材的成型温度见表6-1。
2)三辊压光机温度。三辊压光机是板(片)材冷却、压光、定厚度的重要设备,其工艺性能直接决定产品平整度和光亮度。从挤出机口模挤出的板坯温度较高,板坯出模后立即进入三辊压光机,由三辊压光并慢慢冷却。三辊压光机不但起压光和冷却作用,还起牵引作用。为了使板材缓慢冷却,防止因内应力造成板材翘曲变形,三辊压光机的三个辊筒加热是关键。过高的辊筒温度会使热板坯粘在辊筒上脱不开,并造成表面产生横向条纹;辊筒温度过低,板材表面不光亮、有斑点,还会使板(片)材不能贴紧辊筒表面。所以三辊应设计单独的温控装置,并能准确调温控温。通常中辊温度较高,上辊温度较低,下辊温度最低。如挤出成型PVC-U板材时,三个辊筒温度依次为70~80℃、80~90℃、60~70℃。表6-1中压光机三辊温度可供设计时参考。三个压光辊与口模的距离应尽量近,一般为50~100mm。
表6-1 常用塑料板(片)材的成型温度(单位:℃)

(续)
(2)螺杆冷却 螺杆冷却的目的,一是有利于加料段塑料的输送,使物料中的水分(包括挥发物)能从料斗底部顺利溢出;二是可以控制板材的质量完好稳定。如果没有螺杆冷却,由于螺杆过热,物料发生分解,在螺槽底部黏附变浅,料流量减少,挤出量下降。所以把螺杆设计成一个冷却系统,其结构如图6-31所示。通入螺杆的冷却介质通常是水或者空气。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图6-31 螺杆冷却系统结构
除螺杆需进行冷却外,在进料段的加料座也要另外进行冷却,以防止进料口的温度过高而影响进料,造成料架空推不动。
(3)板材厚度与模唇厚度及三辊间距的关系
1)板材厚度与模唇间隙的关系。模唇厚度(口模间隙)并不等于板材厚度,这是由于熔料离模膨胀、牵引拉伸和冷却收缩,使厚度发生变化。一般模唇厚度要大于板材厚度的10%~20%。如果板材厚度达不到要求,可调节口模温度,也可调节阻力块和口模间隙。当厚度相差较多时调节阻力块,厚度相差较少时调节口模间隙或口模温度。间隙应调整为中间小、两边大为宜。
2)机头模唇流道的长度与板厚有关系。一般取板材厚度的20~30倍为定型段长度。板材厚度与模唇流道长度的关系见表6-2。口模平直段(定型段)过短,熔料在口模得不到充分压实,使板材力学性能下降;口模定型段过长,造成挤出压力过大,因此模唇流道长度要适中为宜。
表6-2 板材厚度与模唇流道长度的关系(单位:mm)

3)板厚和三辊间距。三辊间距根据进料位置决定,若板材从中、下辊进入,则三辊间距是指中、下辊之间的距离;若板材从上、中辊进入,则三辊间距是指上、中辊之间的距离。考虑到热收缩,三辊间距应比板材厚度稍大,且沿板材幅宽方向要调整一致。在进料辊之间还应有少量的存料,以弥补机头出料波动,防止缺料。但存料也不能太多,否则会出现大块斑和把冷料带入板材形成排骨状条纹,影响产品质量。
相关文章

基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2025-09-29

灭菌乳达到商业无菌,无须冷藏,可以在常温下保存。牛乳经预热及均质后,进入板式或管式热交换器的加热段,被加压热水系统加热至 137°C。离开保温管后,灭菌乳进入无菌冷却段,被水冷却。灭菌乳在无菌条件下被连续地从管道内送往包装机。......
2025-09-29

在手动模式下生产时,机床需要独立对刀具进行计数管理,刀具寿命到达时需要提醒操作人员进行刀具更换。图5-48主站人机界面图5-49主站人机界面车床设定界面图5-50主站人机界面加工中心设定界面■任务总结通过对柔性生产线介绍以及柔性生产线设计案例的学习,使学生熟悉柔性生产线的概念、构成、优点以及发展趋势,掌握柔性生产线的工艺设计的主要原则,对柔性生产线在工业生产中的应用有了深刻的理解。......
2025-09-29

热轧卷板是以板坯为原料,经加热后由粗轧机组及精轧机组制成的带钢。热连轧钢板产品包括钢带(卷)及由其剪切而成的钢板。热轧是在高温下轧制,冷轧是在常温下轧制。热轧钢板硬度低,机械强度、性能远不及冷加工钢件,也次于锻造加工钢件,表面质量相对较差,但塑性好,有较好的韧性和延展性。图9-1 热轧钢板轧制工艺热轧生产线可采用冷坯和热坯两种方式组织生产。在精轧机前装有轧边机对成品带钢的宽度进行控制。......
2025-09-29
表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2025-09-29

异型材成型生产线,主要由挤出机、机头、定型冷却装置、牵引装置、切断装置、堆放或收卷装置等组成,如图4-8所示。冷却水槽和真空装置根据需要配置,制品堆放平台也可按需要确定,有的带状、条形软质产品也可改配收卷机。塑料异型材挤出生产线如图4-9所示。异型材生产的主机和辅机与管材生产既有许多相似之处,又有特殊性和不同的地方,应从实际出发,合理设计和配套。......
2025-09-29
硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2025-09-29

所谓直接烧结自由成形是,用激光束烧结塑料粉,直接得到塑料成形件。显然,用激光烧结自由成形陶瓷器件时,只能采用第二种间接烧结自由成形工艺。采用有机粘结剂时,激光烧结成形件应进行两次加热后处理:第一次加热,烧除粘结剂;第二次加热,用高温烧结得到最终的“褐件”。......
2025-09-29
相关推荐