图6-30 采用蓄能器的快速运动回路1—液压泵 2—溢流阀 3—单向阀 4—蓄能器 5—换向阀 6—液压缸图6-31 双泵供油快速运动回路1—大流量泵 2—小流量泵 3—外控式顺序阀 4—单向阀 5—溢流阀......
2025-09-29
1.传动带助卷器的结构及功能
传动带助卷器设置在卷取机1号芯轴工作位下方,作用是帮助带头卷入卷筒,帮助建立卷取张力。带头在1号芯轴卷取位开始卷取时,助卷器转臂转动,抱紧涨开的卷筒,带头引入建立卷取张力后,转臂打开,卷取机下降到待机位置。助卷器的升降由升降液压缸驱动,转臂的打开与抱紧由两个摆臂液压缸控制,为了保证传动带张紧,设置了张紧液压缸。另外,为了便于维修,助卷器可以由液压缸横移到线外。
皮带助卷器由无头传动带、张紧液压缸、摆臂液压缸、升降液压缸、横移液压缸、传动辊、框架和摆臂等组成,如图10-12所示。
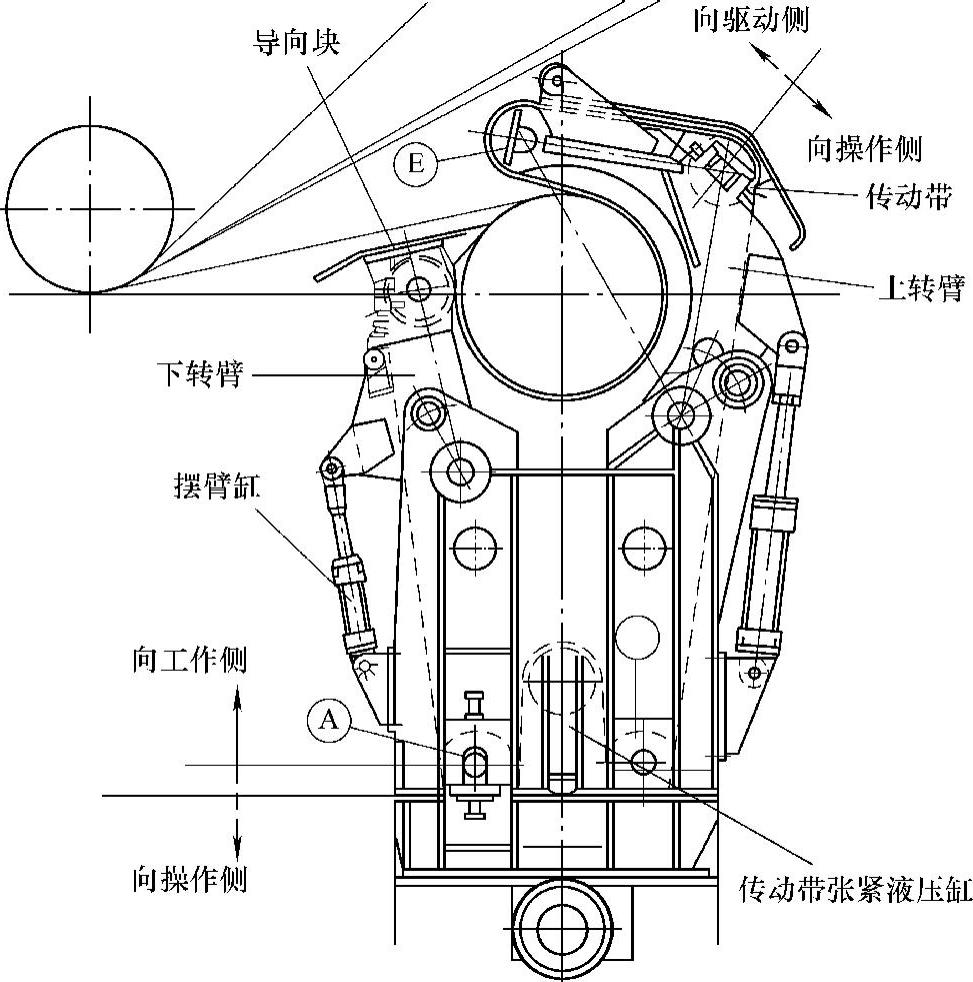
图10-12 传动带助卷器结构
2.传动带助卷器的液压回路分析(https://www.chuimin.cn)
传动带助卷器的传动带张力是由传动带张紧液压缸提供的,其液压原理如图10-13所示。回路的换向单元为25通径的液控换向阀,中位机能为O型,在中位时起到液压锁的作用;速度调节单元为回油节流阀;压力调节单元为减压阀和溢流阀组合,并进行远程调节。
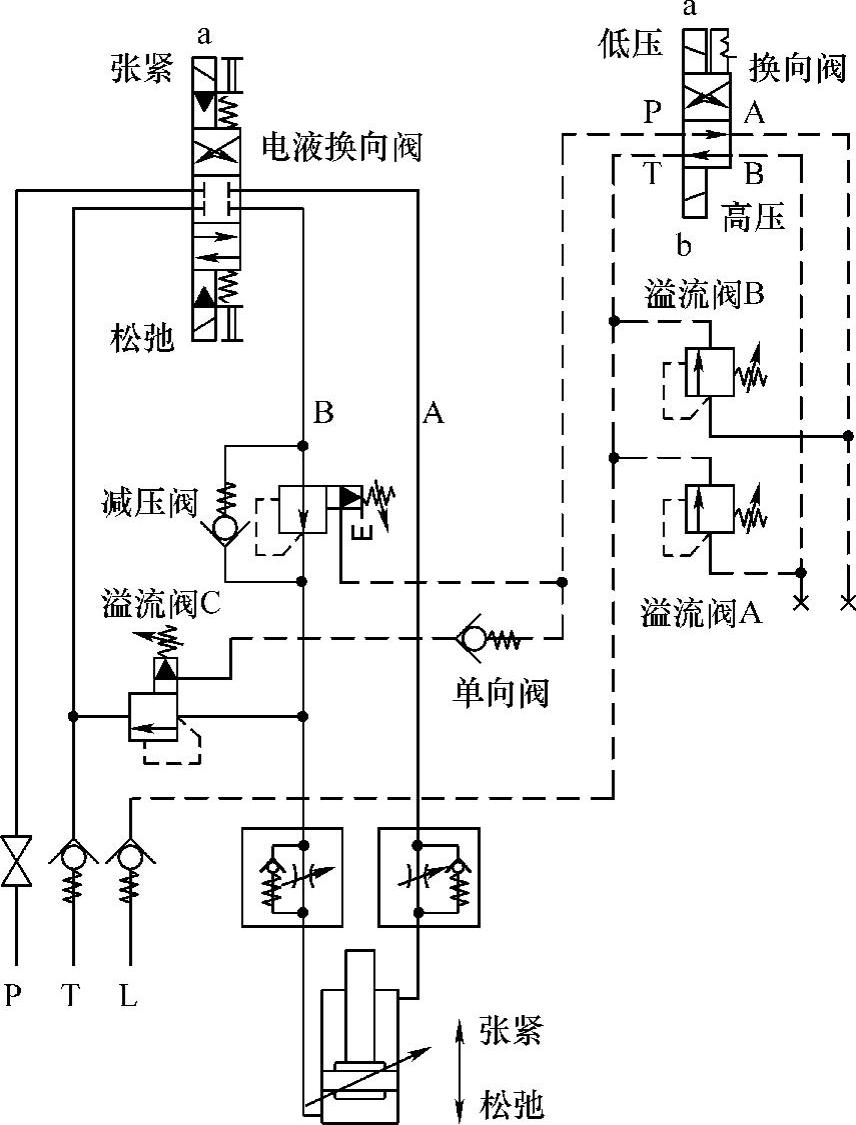
图10-13 传动带助卷器液压原理图
压力控制的原理如下,传动带助卷器工作时,液压缸无杆腔供油,活塞杆伸出使传动带张紧,并根据液压力的大小提供相应的张紧力,对无杆腔的支路进行压力控制。减压阀用于调定液压压力,其远控口即Y口与远程控制油路连接,当手动设定弹簧调节到最小时,该支路的压力由远控油路的压力设定。溢流阀C安装在该支路上主要是起安全阀的作用及防止调定的压力超过减压阀设定的压力。溢流阀C的远控口也与远程控制油路连接,如果手动设定弹簧调节到最大,则溢流阀C的开启压力也由远程控制油路的压力决定。
该回路的远程控制油路由一个6通径的二位四通换向阀和两个溢流阀组成。通过换向阀的切换使控制油路分别与溢流阀B和溢流阀A接通,而溢流阀B和溢流阀A的设定压力分别对应于高压压力和低压压力。当a线圈得电时,控制油路与溢流阀A接通,控制油路的压力为低压,这时远程控制的减压阀和溢流阀的设定压力也为低压。当b线圈得电时,控制油路与溢流阀B接通,控制油路的压力为高压,这时远程控制的减压阀和溢流阀的设定压力也为高压。而溢流阀C的压力略高于减压阀的压力,这之间的压差由单向阀的开启压力决定,单向阀的开启压力为0.7MPa,所以不论在高压还是低压状态时,溢流阀C的压力始终高于减压阀的压力0.7MPa,从而保证溢流阀起安全阀的作用。
相关文章

图6-30 采用蓄能器的快速运动回路1—液压泵 2—溢流阀 3—单向阀 4—蓄能器 5—换向阀 6—液压缸图6-31 双泵供油快速运动回路1—大流量泵 2—小流量泵 3—外控式顺序阀 4—单向阀 5—溢流阀......
2025-09-29

启卷器的液压控制回路及原理如图10-9所示,该回路的换向单元为三位四通电液换向阀5,用液控单向阀8构成保压回路,速度控制单元为回油节流阀9、10。当启卷器落下时,活塞杆伸出,无杆腔的压力为固定值,由减压阀4调定。......
2025-09-29

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2025-09-29

通过安装在入口夹送辊的钢带长度计数器,双层剪可以自动将切头切成长度为1m的废料。图10-10 双层剪主要结构示意图图10-11 双层剪液压控制原理图2.双层剪液压回路分析双层剪的剪切动作均由液压缸带动连杆机构完成,其液压控制原理如图10-11所示。该回路的换向单元为25通径的电液换向阀,中位机能为Y型,由叠加式液控单向阀进行锁紧控制,构成保压回路,防止剪刃坠落和误动作,并利用回流节流阀进行速度控制和一定的背压控制。......
2025-09-29

从图5 -18 可看出, 微控制器功能主要包括感应装定功能、转数定距功能、自毁功能。图5-19某型引信专用处理器程序流程图在计转数定距模式, 程序首先配置计转数定距功能需要的片上资源测到预定状态, 然后取出装定数据并以此作为起始圈数对弹丸旋转圈数进行减计数,当装定圈数减到零时给出发火指令。......
2025-09-29

图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2025-09-29

定宽压力机入口夹送辊和出口夹送辊与定宽压力机前辊道配合用于精确传送带钢坯料进入和通过定宽压力机挤压室,实现锤头对坯料的逐段挤压。而夹送辊直接与高温的红热钢坯接触,水汽很大,且侧压时产生很大的振动,苛刻的工况条件,对液压伺服系统造成很大的冲击,容易引起系统的故障。这要求设备维护人员能够准确及时地判断和排除液压伺服系统发生的故障。定宽压力机入口夹送辊液压回路原理如图9-13所示。......
2025-09-29

相关推荐