蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29
驱动辊为扇形段的主动辊,它由电动机驱动旋转,在液压缸作用下压紧在铸坯表面,靠摩擦力拖动铸坯向前移动。驱动辊压下的作用不是调节扇形段辊缝,而是调节铸坯向前移动的拖动力。
驱动辊压下控制有单缸压下、双缸压下两种。单缸压下液压系统简单,但是需要设置机械滑块,以确保辊道平行压下而不会发生倾斜。双缸压下需要做到液压同步,以确保辊道平行压下。液压同步可使用同步阀实现,也可由调速阀实现。
1.使用同步阀的双缸驱动辊压下控制系统
使用同步阀的双缸驱动辊压下控制系统如图8-36所示。该系统辊道压下采用双液压缸,使用同步阀6保证两个液压缸同步。电磁换向阀1和液控单向阀5、蓄能器配合使用。正常生产时,电磁换向阀1得电打开液控单向阀5,液压缸自由调整。断电状态时,电磁换向阀1失电,液控单向阀5关闭,利用蓄能器给液压缸供油,确保连铸机有足够的时间将铸坯拉出连铸机。电磁换向阀2用于驱动辊压下力的切换,以及拉引锭杆和拉热坯时使用不同的压力:电磁阀位于右边工位时,使用P1口的压力;电磁阀位于左边工位时,使用P2口的压力。电磁阀3、4配合使用,完成液压缸压下或者抬起的换向功能。
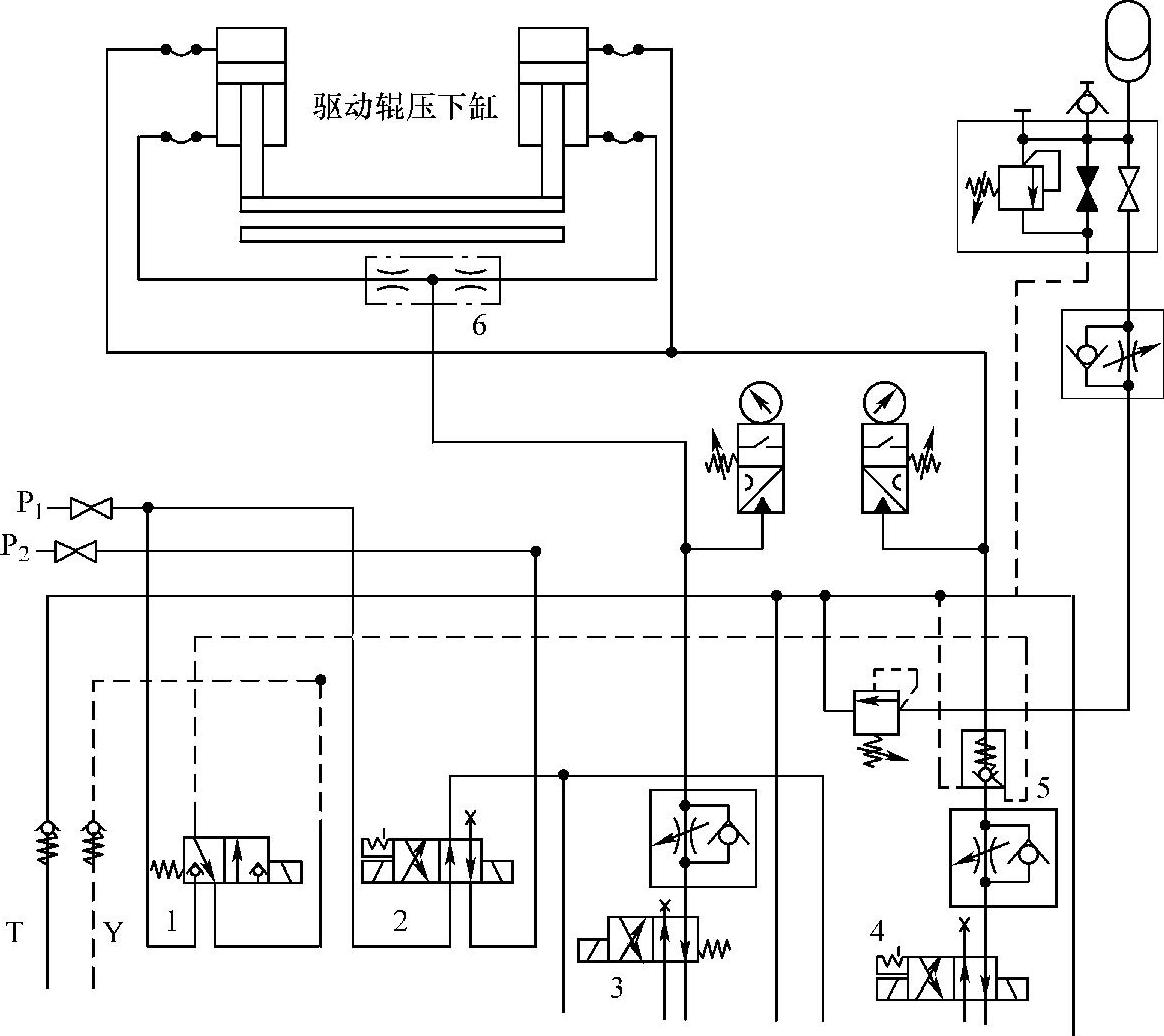
图8-36 使用同步阀的双缸驱动辊压下控制系统
1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀(https://www.chuimin.cn)
2.使用调速阀的双缸驱动辊压下控制系统
使用调速阀的双缸驱动辊压下控制系统如图8-37所示。该系统辊道采用双液压缸压下,使用调速阀1、2来保证两个液压缸的同步,另外电磁换向阀8,液控单向阀3、4及蓄能器配合使用。正常生产时,电磁换向阀8处于得电状态,切断液控单向阀3、4控制油,使液控单向阀3、4关闭;事故状态时,液压站停止供油,电磁换向阀8同时断电,液控单向阀3、4被蓄能器存储的液压油打开,液控单向阀组5关闭,蓄能器内的液压油进入液压缸,维持连铸机动力直到将铸坯拉出扇形段为止。
抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。需要抬起驱动辊时,电磁换向阀6得电打开液控单向阀组5,将液压缸上腔与油源连通,完成驱动辊抬起功能;驱动辊抬起后,在维修模式下,如果需要维持驱动辊抬起状态,同时需要停止液压站供油,此时应关闭电磁换向阀6及关闭液控单向阀组5,液压缸上腔内液压油被封闭,便可维持驱动辊抬起状态。
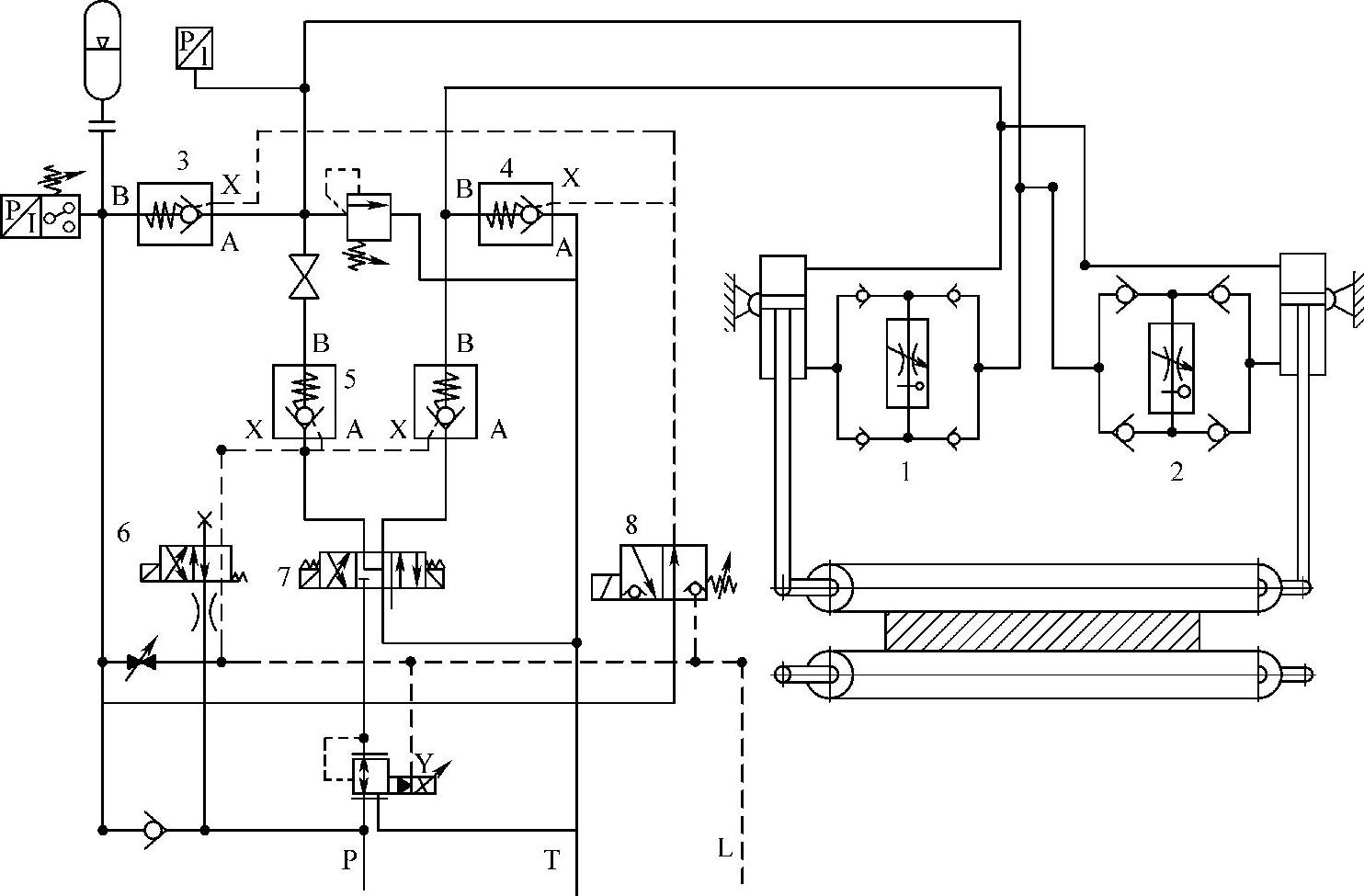
图8-37 使用调速阀的双缸驱动辊压下控制系统
相关文章

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2025-09-29

图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2025-09-29

大包回转台液压系统包括大包升降液压控制、大包旋转液压控制、大包加盖液压控制和大包滑动水口控制等。2)大包和钢液重量非常大,如果行车在钢包下落过程中出现失控,极有可能损坏大包回转台和液压缸,发生设备和生产事故,为此,应在液压缸无杆腔设置安全阀,并将其压力设置高于工作压力1~2MPa,一旦出现动作失控,安全阀打开,可保护设备免受意外损坏。在此功能下,所有连锁均取消,强制进行大包旋转。......
2025-09-29
电器控制系统设计的基本步骤如下:1.拟订设计任务书拟订设计任务书是一个十分重要而且必须认真对待的问题。设计任务书除作为整个系统设计的依据外,同时还是今后设备竣工验收的依据。其也是电气控制原理图设计及电器元件选择的依据。由此可见,正确选择电动机容量,是保证电器控制系统实现安全可靠、经济运行的前提。......
2025-09-29

由于该驱动系统各驱动滚轮排列成直线状态,因此称之为直线压滚式扶手带驱动装置,简称直线驱动装置。驱动滚轮仍然是由扶手带驱动链条加以驱动,但链条不对驱动滚轮产生正压力,因此驱动滚轮在工作中只受切向力,所需要的驱动力要小于链条张紧式扶手带驱动装置。图4-2-6 带有摩擦驱动带的扶手带直线驱动装置3.驱动力分析计算下面对弹簧压紧式扶手带驱动装置所能产生的最大驱动力F2HLD的分析与计算作简要介绍。......
2025-09-29

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2025-09-29
高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2025-09-29
相关推荐