蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29
1.入口步进梁的结构及功能
酸轧线入口步进梁运输机垂直于酸轧中心线布置,它是将钢卷运送到生产线的设备。入口步进梁的结构如图10-1所示,它由一个定梁和一个动梁以及提升和横移装置组成。
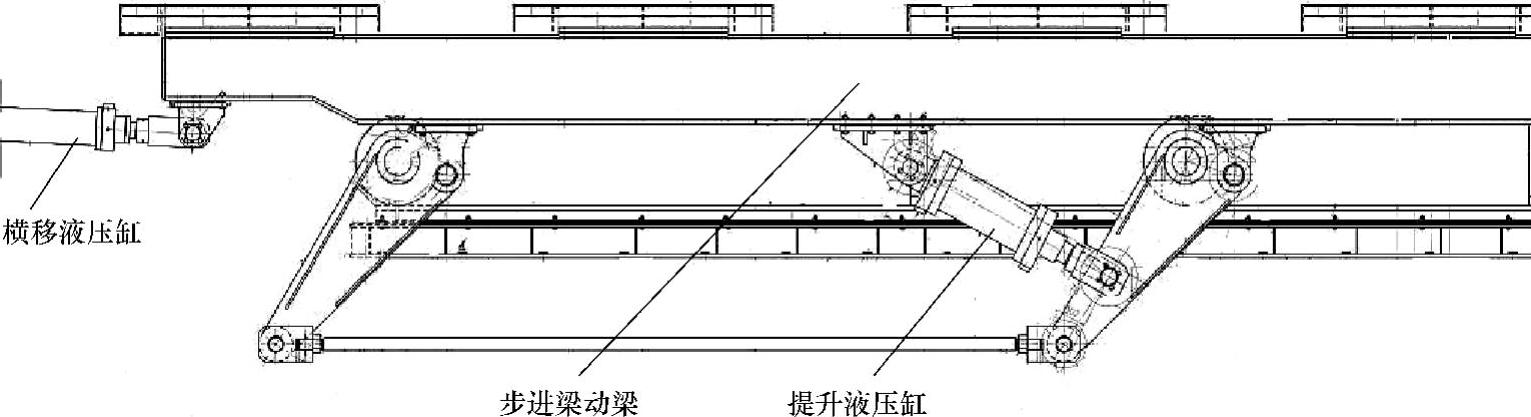
图10-1 入口步进梁结构
水平放置的钢卷通过行车吊运到步进梁上,通过提升液压缸将动梁和钢卷提起,再由横移液压缸带动动梁横移,即可将钢卷移动一个鞍座位,然后提升液压缸缩回,将钢卷放在固定鞍座上,最后横移液压缸缩回,将步进梁栋梁带回到原始位置,通过这样的往复循环动作,从而实现运输钢卷的功能。
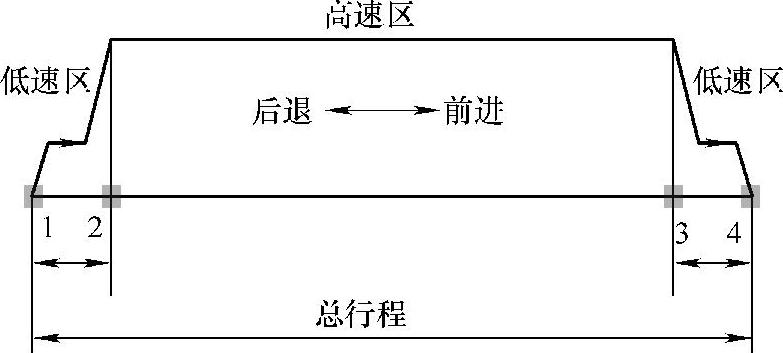
步进梁的动作是往复循环式的,提升和横移动作交替进行,由接近开关检测到位信号。由于步进梁动作时带动多个钢卷,负载很大,同时要保证稳定性,防止停止时的冲击和振动导致的钢卷不稳定,所以步进梁的横移设计了高低速变换模式。步进梁的横移变速如图10-2所示,步进梁做前进运动时,先是高速前进,当运行到接近开关3处时,步进梁变换成低速运动,直至运行到接近开关4处停止;同样,步进梁做后退运动时,先是高速后退,运行到接近开关2处由高速变换为低速,直至运行到接近开关1处停止。这样就避免了步进梁停止时的冲击对钢卷的影响。
2.步进梁横移液压回路分析
步进梁的横移靠横移液压缸伸出和缩回驱动,其液压原理如图10-3所示。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图10-2 步进梁横移变速示意图
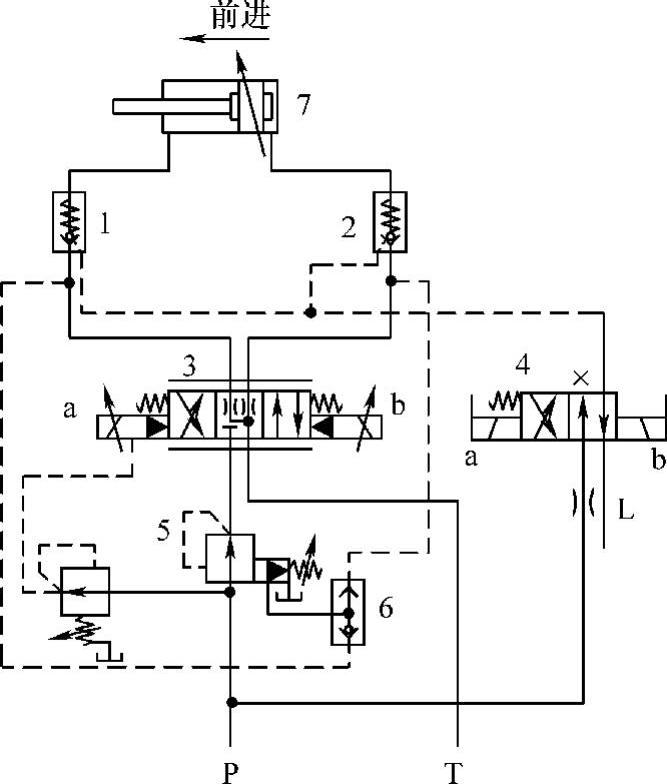
图10-3 步进梁横移液压原理图
1、2—液控单向阀 3—比例换向阀 4—换向阀 5—减压阀 6—梭阀 7—液压缸
在该回路中,换向使用了32通径的比例换向阀3,用于控制换向和流量,液压缸7的前进、后退、高速和低速运动都是通过比例换向阀3的给定信号来控制的。如上文所述,当步进梁运动到图10-2所示的接近开关2和3处时,通过改变电流信号来控制比例换向阀的输出流量,即可达到控制步进梁高低速变换的目的。
由于使用了比例换向控制,所以在该回路中使用了压力补偿器,压力补偿器由阀5和阀6组成,它的作用就是保证控制流量不随压力的变化而变化。在比例换向阀控制的液压回路中,流量是通过比例换向阀的开口度进行控制的,为了保证流量不受负载变化的影响,就要保证比例换向阀前后的压差保持不变,压力补偿器就是通过减压阀5的压力补偿原理来保证比例换向阀前后的压差不随负载变化的。
该回路中还使用了两只液控单向阀1和2,液控单向阀的开启由一个6通径的换向阀4控制,只有在换向阀4的a线圈得电时,液压缸才能动作,从而防止了液压缸误动作,同时又保证了锁紧的精度。
相关文章

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29

1)保压回路的作用是:使执行机构工作腔的压力保持在某一恒定值附近。2)保压回路的关键元件有:液控单向阀、蓄能器、辅助泵、压力补偿变量泵等。图6-11所示为液控单向阀的保压回路。图6-12所示为辅助液压泵保压回路。用重锤式蓄能器5代替辅助液压泵在保压过程中向液压缸无杆腔供油。保压时,重锤式蓄能器5充入高压油,重锤上升,触及限位开关S时,使电液换向阀2的电磁铁1Y断电,主液压泵卸荷,以后由蓄能器保持系统压力。......
2025-09-29

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2025-09-29

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2025-09-29

图8-32 垫块调整辊缝液压系统1、2、3、4—电磁换向阀 5—液控单向阀3.液压调整辊缝方式液压调整辊缝方式有多种,常用的有电磁阀组控制方式和比例伺服阀控制方式。由于扇形段与控制阀组间设置了一系列的软管,以方便扇形段的更换,为了防止软管破裂导致扇形段辊缝失控,在液压缸受力侧设置了一个液控单向阀3。......
2025-09-29

炉区的主要设备与设施为装出钢机、装出料炉门、步进梁式加热炉本体、出料机、空煤气管道系统及放散系统、水冷系统、排烟系统、操作及检修平台、汽化冷却系统以及仪表电控系统等。步进梁的原始位置设在后下位。图9-2 步进梁矩形轨迹运行图......
2025-09-29

为控制活塞因自重快速下降,在回油路上串入单向节流阀3。假如没有单向节流阀3,活塞由于自重而加速下降,液压缸上腔供油不足,进油路上压力消失,外控平衡阀因控制油路失压而关闭,阀关闭后控制油路又重新建立压力,阀再次打开。图6-15所示为使用专用平衡阀形成的平衡回路。图6-13 使用蓄能器保压回路1—变量泵 2—换向阀 3—液控单向阀 4—单向节流阀 5—重锤式蓄能器......
2025-09-29

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2025-09-29
相关推荐