目前除了70Au30Sn,还没有其他高温无铅焊料可以代替95Pb5Sn。70Au30Sn合金的共晶温度是280℃,所以可视作一种高温无铅焊料,但它的回流焊性能很差且成本很高。Sb-Sn合金也被认为是一种高温无铅焊料,但它们液相线和固相线之间的温差也很大。由于Si和Ge并不是金属,这些共晶焊料接头的力学性能可能相当差。因为该焊料不含Pb,因此它可作高温无铅焊料使用。......
2023-06-20
1.波峰焊工艺方法
波峰焊是借助于机械泵,使液态钎料不断垂直向上地朝狭长出口涌出,形成20~30mm高的波峰。钎料波以一定的速度和压力作用于印制电路板上,借助毛细力的作用,渗入到待钎焊的器件引线和电路板组成的间隙中,而形成焊点。波峰焊主要应用于通孔组装技术的元器件的钎焊,SMC/SMD通过点胶固化后,也可采用波峰焊技术来形成焊点。波峰焊工艺过程可分为涂敷钎剂、预热、钎焊、冷却等几个阶段(图3-4-52)。
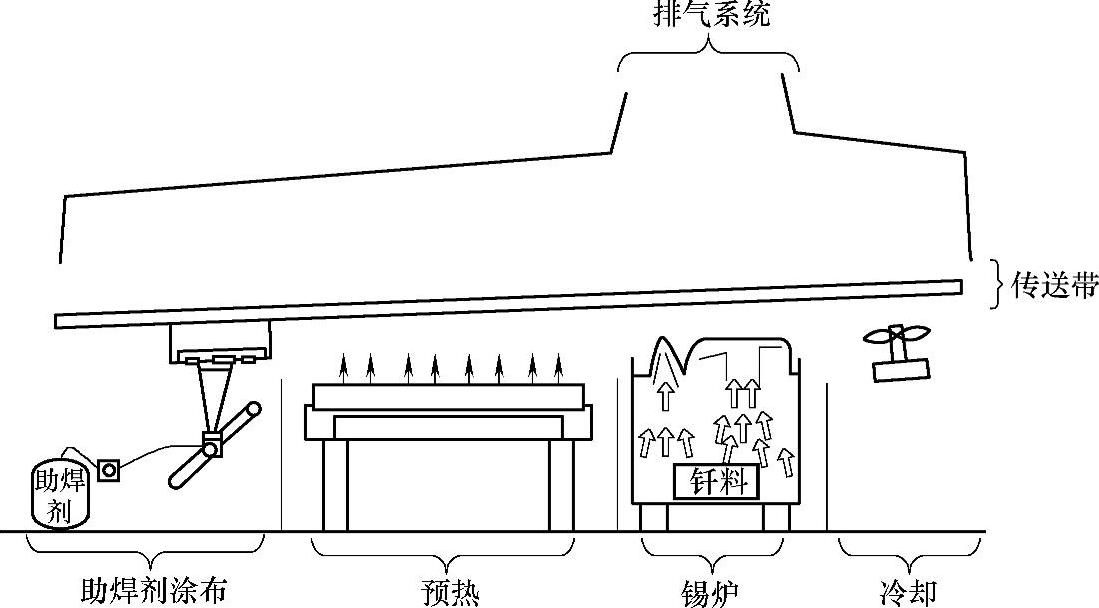
图3-4-52 波峰焊原理示意图
波峰焊钎剂的涂敷方法有如下几种:
(1)发泡法 发泡法是在液态钎剂槽内放入一根管状多孔陶瓷,通过接入压缩空气产生的压力,迫使钎剂从陶瓷管的小孔流出并产生均匀的微小泡沫。当PCB板焊接面经过喷嘴时,它就均匀地附着上钎剂,完成钎剂的涂敷,如图3-4-53所示。钎剂的涂敷质量主要与陶瓷管微孔的均匀性即钎剂的密度有关。
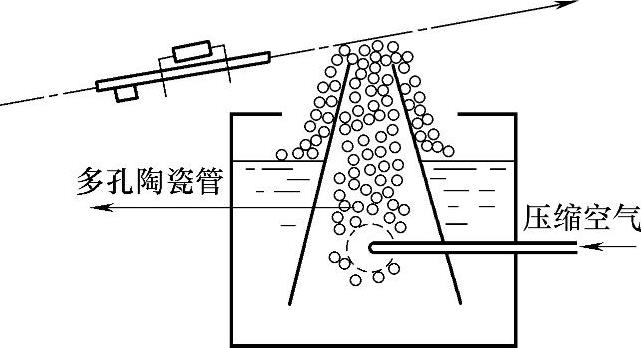
图3-4-53 发泡法涂敷钎剂示意图
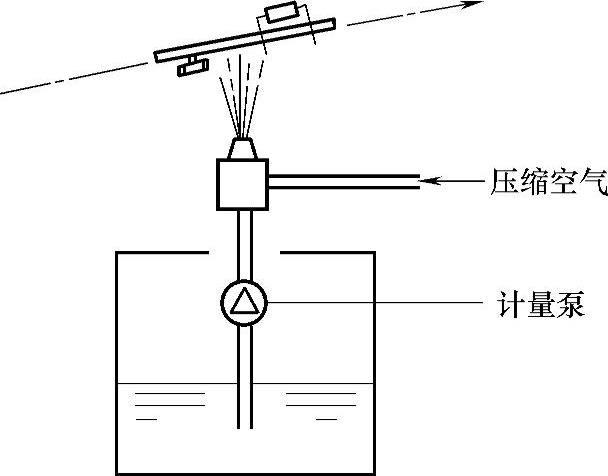
图3-4-54 压力雾化涂敷钎剂示意图
(2)喷雾法 喷雾法是通过施加压力或机械振荡,使钎剂雾化并从喷嘴中喷出,雾化的钎剂到达电路板,形成均匀的钎剂涂敷。根据雾化的方式不同,又有超声雾化、压力雾化和网刷雾化等方法,如图3-4-54所示。
(3)浸渍法 就是把PCB板焊接面直接浸入到液态钎剂中,但钎剂不能浸到元器件表面。钎剂存放在上部开口的容器内,不用时必须加盖,以免钎剂中的溶剂挥发。
(4)刷涂法 用一个圆形毛刷,其下端与钎剂接触,上端与PCB板待钎焊面接触,当毛刷旋转时,就将钎剂涂到板上。该法不适应带有通孔的PCB板。
一般来说,钎剂的涂敷量可这样考虑,钎剂的密度通常为0.8~0.85g/cm3,固体含量为1.5%~10%(质量分数)。根据使用的钎剂种类,钎焊时需要的固态钎剂量为0.5~3g/cm2,相当于钎剂层的厚度为3~20μm。另外,在整个PCB板的焊接面,钎剂一定要均匀分布。
当电路板焊接面完成了钎剂的施加后,应对其预热,使钎剂中的大部分溶剂及PCB板制造过程中存在的水分挥发;同时预热可降低钎焊期间对元器件和PCB板的热冲击,通常的预热温度为90~110℃。预热的方法有红外加热和热风对流加热,红外加热的优点是节能降耗,升温速度快,热风对流加热则加热均匀,热量传递高效。
焊接区主要由锡炉和波峰发生器组成,锡炉用来熔化钎料,波峰发生器可使锡炉中的液态钎料通过泵的作用,经过导流板、喷头喷出液态波峰。当液态钎料波以一定的速度和压力和电路板接触,最后形成焊点。根据元器件的组装形式及保证钎焊质量考虑,出现了不同类型的波峰结构,如λ波、T形波、Ω波和双波峰等。
双波峰焊可参见本篇2.5.2节中图3-2-15,已在插贴混装印制电路板上广泛应用,其缺点是印制电路板经过两次波峰,受热量较大,一般耐热性较差的电路板易变形翘曲。
2.波峰焊钎焊参数
波峰焊时的钎焊参数的选择正确与否,直接决定波峰焊PCB板的钎焊质量,而钎焊参数受许多复杂因素的影响。
(1)传送倾角 传送倾角对钎焊质量有明显影响,特别是在钎焊高密度SMC/SMD时。倾角太小,可导致SMC/SMD“阴影区”出现桥连;倾角过大,虽然有利于桥连的消除,但焊点挂锡太少,容易产生虚焊。适当的倾角,还有利于液态钎料与PCB板更快地剥离,使之返回锡炉中。一般倾角应控制在3°~7°。
(2)钎剂涂敷量 在PCB板焊接面上涂敷的钎剂要均匀分布,数量适中。采用刷涂与发泡方式时,由于溶剂的挥发,必须随时检查、调整钎剂的密度;采用喷射方式时,要能准确控制喷雾量,应经常清理喷头,防止喷射孔堵塞。只有钎剂施加量保持恒定,才能保证质量的稳定性。
(3)预热温度 预热的作用是使钎剂中的溶剂挥发,以免PCB板通过液态钎料时,产生钎焊缺陷;另一方面,可避免对PCB板产生大的热冲击,导致翘曲变形。一般预热温度控制在90~130℃,预热时间1~3min。
(4)波峰高度 波峰高度指的是波峰焊时PCB板浸入钎料峰的深度,通常控制在板厚的1/2~1之间。过大的浸入深度会导致钎料流到PCB板的表面,造成桥连。另一方面,PCB板浸入钎料越深,其对钎料的挡流作用越大,加上元件引脚的作用,扰乱钎料的流动速度分布,不能保证PCB板与钎料流的零速运动。
(5)钎焊温度和保温时间 钎焊温度和保温时间是保证钎焊质量的最关键因素。钎焊温度过低,钎料的黏度大,钎料的润湿、铺展性能变差,产生虚焊、拉尖、桥连等缺陷;钎焊温度过高,会造成钎料流失,焊点不饱满、焊点氧化变色,甚至钎剂碳化失去活性等问题。

图3-4-55 波峰焊时的温度-时间工艺曲线
在温度设定的情况下,保温时间应和温度有一个匹配,以保证输入的热量稳定,从而得到稳定的钎焊质量。波峰焊时的保温时间是通过调整传送带的速度来控制的,因此要综合考虑预热温度、钎焊温度、传送带速度等因素的影响。一般钎焊温度控制在250℃±5℃,保温时间为3~4s。
波峰焊时的温度-时间工艺曲线如图3-4-55所示。通过对温度-时间工艺曲线的分析,可对整个波峰焊过程的参数进行监控,为质量控制及缺陷产生原因的分析提供帮助。
3.无铅波峰焊面临的问题
无铅钎料和Sn-Pb钎料相比,其最显著的特点就是由于不含Pb,钎料的熔化温度升高,润湿性变差,这将导致钎焊温度的增加,对PCB板、元器件的耐温性提出了考验。钎剂的施加量增加或活性提高,对焊后清洗要求提高,对免清洗钎剂提出了新的要求。其次无铅钎料的含Sn量高于Sn-Pb钎料,对锡炉、喷嘴、机械泵等零部件的热侵蚀将更加严重。并且由于钎焊温度的增加,来自焊盘、焊脚的Cu的溶解增加,锡炉中的钎料流动性降低,所形成的金属间化合物沉入锡炉底部,造成机械泵损坏,同时锡渣增加,这些都是无铅波峰焊时要面临的问题。因此人们提出了在氮气保护条件下进行波峰焊,但这将使加工成本上升。
有关焊接方法与过程控制基础的文章

目前除了70Au30Sn,还没有其他高温无铅焊料可以代替95Pb5Sn。70Au30Sn合金的共晶温度是280℃,所以可视作一种高温无铅焊料,但它的回流焊性能很差且成本很高。Sb-Sn合金也被认为是一种高温无铅焊料,但它们液相线和固相线之间的温差也很大。由于Si和Ge并不是金属,这些共晶焊料接头的力学性能可能相当差。因为该焊料不含Pb,因此它可作高温无铅焊料使用。......
2023-06-20

2)无铅钎料的润湿性与传统的Sn-Pb钎料相比要差,钎焊工艺窗口较窄,钎焊设备及工艺需要做出相应的改进。总之,无铅钎焊技术的推广应用已是一个不可逆转的趋势。因此研制高性能的无铅钎料、开发控制精密的无铅钎焊设备、优化无铅钎焊参数及对焊点服役可靠性的深入研究,这一系列的问题都对我们提出了严峻的挑战,也为我们提供了广阔的研究领域。......
2023-06-26

如松香在285℃将分解、碳化,失去钎剂的作用。一般希望钎剂具有不小于100℃的热稳定温度范围。活性温度范围 在活性温度范围,钎剂去除氧化物的能力最强,超出活性温度范围,钎剂将失去作用。一般来说,钎剂的活性温度范围低于钎料熔化温度10~30℃,活性温度范围上限要高于钎料的熔化温度,因此在钎焊温度下,钎剂都处于活性状态。......
2023-06-26

目前,几乎所有的共晶无铅焊料都是锡基的。表格1.1对比了二元共晶无铅焊料和锡铅共晶焊料的熔点。表1.1二元共晶无铅焊料和锡铅共晶焊料Zn价格便宜且很容易获得,但是它会迅速形成一层稳定的氧化膜,导致波峰焊过程中出现大量残渣,更糟糕的是,由于这层致密氧化膜的存在,这种焊料的润湿性很差,因此,焊接时需要特殊的气体环境。对于Sn-Cu共晶焊料来说,仅含有质量分数为0.7%的Cu,所以焊料几乎是由纯Sn组成。......
2023-06-20

比较了4种不同的共晶焊料SnPb、SnAg、SnAgCu和SnCu在电镀制备的厚CuUBM层上的反应。温度曲线的峰值为240℃,高于焊料熔点的时间为60 s。图2.27所示为4种共晶焊料在Cu UBM层上经过2次回流后的互连界面的SEM照片。图2.28所示为170℃下固态老化1 500 h后,4种焊料与Cu互连界面处的光学显微镜照片。令人惊讶的是,固态老化高达1 500 h所消耗Cu的量与在2.7.1节中讨论的经几分钟润湿反应消耗的Cu的量具有相同的数量级。......
2023-06-20

当使用无铅焊料时,非晶态的化学镀镍(磷)与无铅共晶焊料在200℃环境下回流时强化结晶形成Ni3P和Ni3 Sn4的问题是一个潜在隐患。图7.8在250℃下回流1 h后,又在215℃下表化225 h的样品界面区域的扫描电镜照片在Ni层上的共晶SnAgCu焊料接头中可发现互连界面处的金属间化合物为6Sn5,而非Ni3Sn4。图7.9样品在190℃环境下老化400 h后Ni3P层中孔洞的SEM照片图7.10锡银焊料与镍(磷)反应过程中,经过合理推测后所得的镍与锡的通量示意......
2023-06-20
图3-4-1 微电子组装互连接头形式a)THT组装 b)SMT组装 c)BGA组装 d)Flip-Chip组装Sn-Pb钎料由于熔化温度低、钎焊工艺性能好、储量丰富,在电子工业诞生之日起就得以大量应用。但随着人们环保意识的增强,含铅钎料的负面影响日益突出。我国也已制定了“电子信息产品生产污染防止管理办法”限制含铅钎料的使用。在政府层面的推动下,无铅化已经成为电子产品发展的必然趋势。......
2023-06-26
《旅游资源保护暂行方法》更全面地对旅游资源的保护提出了相关的切实可行的措施,《旅游法》中也明确提到了对旅游景区环境保护的相关问题。虽然上至国家,下至一个小的景区本身已经意识到对旅游景区保护的重要性,但由于我国旅游景区在管理体制上的问题,我国对于旅游景区的保护还有待加强。......
2023-11-20
相关推荐