用聚合度为P2500的高相对分子质量的PVC生产出的密封条不仅密封性能好,还耐低温。①增塑剂DOP增塑效率高,价格便宜,加入量可在40~60份。DOA增塑剂耐寒,具有低温柔软性、耐光性、润滑性,制品手感好,但价格高,加入量可少些,一般为20~30份。这两种增塑剂与PVC树脂的相容性好,增塑速度快,耐久性好。采用DOA增塑剂的高相对分子质量PVC密封条生产工艺流程如图7-49所示。......
2025-09-29
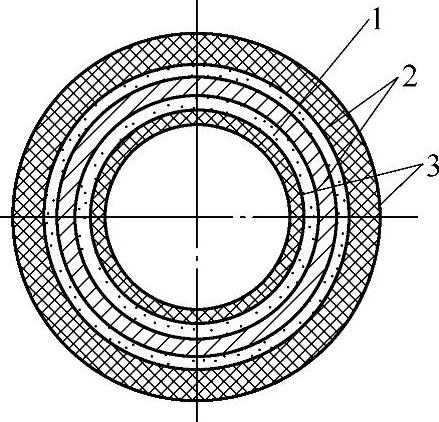
图8-11 铝塑复合管结构
1—铝管 2—粘接料层 3—聚乙烯塑料层
铝塑复合管的结构如图8-11所示,它由五层组成,成型后多以搭接方式采用超声波焊接。它的特点是最小0.2mm厚度也可以焊接,且焊接时温度不升高,费用低,接点强度高,因此被广为采用。它的生产方式有两步法和一步法。两步法是先复合成型内管,待内管冷却定型后再将铝层和外层塑料分别包覆而成;一步法是一次同时成型铝管、粘合层、塑料内管和外层塑料管。大多数企业都采用一步法生产铝塑复合管。铝塑复合管内外层一般都选用高密度聚乙烯或交联高密度聚乙烯(交联高密度聚乙烯成型复合管适用于高温、高压场合)。铝管的对接焊缝用惰性气体或激光焊接。图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。成型工艺主要依靠成型机头,机头有四个进料口,分别与两台挤出机、PE熔料挤出机和一台挤出热熔胶的挤出机相通。铝塑管在机头内的成型顺序是:先把进入机头内的铝带管接缝用超声波焊机焊牢,成型为铝管,然后把热熔胶涂覆在铝管的内壁上,再把PE熔料涂在铝管内壁的热熔胶层外,成型铝管内壁PE塑料层。随着涂覆好内壁塑料层的铝管向模口方向的移动,又将铝管外层热熔胶和PE熔料顺次涂覆在铝管的外壁表面,然后移动推出机头口,经冷却定型成为铝塑复合管。
图8-13所示为由三台挤出机组成的铝塑复合管生产设备布局。
图8-14所示为由三台挤出机组成的铝塑复合管生产工艺流程。
目前许多厂家采用四台挤出机配置,即内层塑料挤出机、内层热熔胶挤出机、外层塑料挤出机、外层热熔胶挤出机。采用三台挤出机,前后复合机头是连接在一块分胶板上的,而采用用四台挤出机,前后复合机头虽然没有连接,但是却紧贴在一起。这种组合减少了铝塑复合管生产线制作、组装、调整试模的难度,被许多用户接受采用。一步法四台挤出机搭接焊铝塑复合管(PP-R管)生产设备布置如图8-15所示。
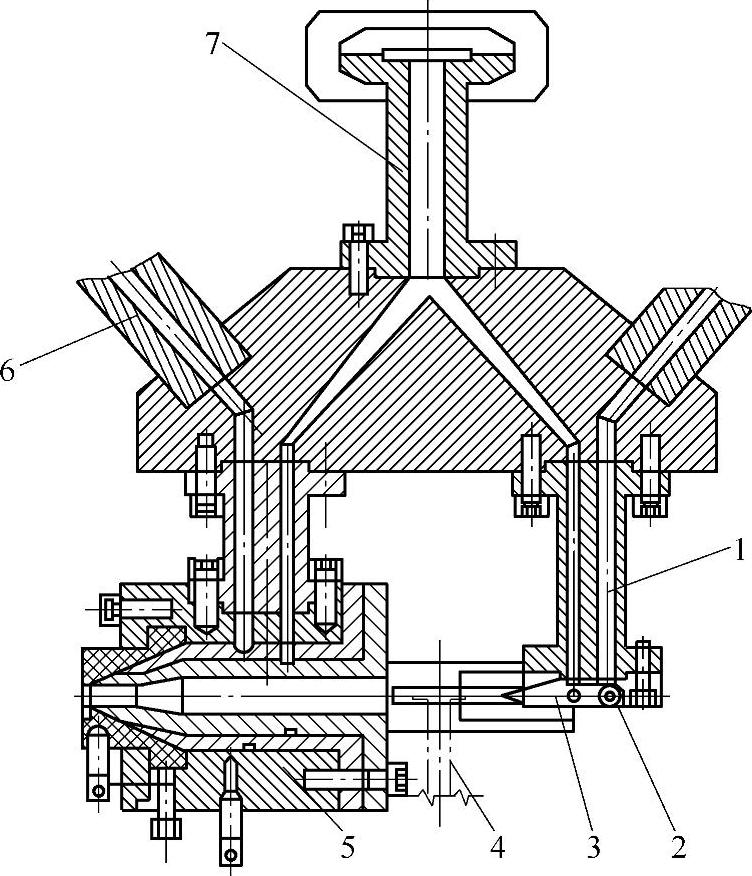
图8-12 一步法三台挤出机铝塑管复合成型机头结构
1—管内层PE熔料输入孔 2—复合管内层PE熔料用模具 3—铝片成型管装置 4—焊机 5—复合管外层PE熔料用模具 6—管外层PE熔料输入孔 7—热熔胶输入孔

图8-13 三台挤出机组成的铝塑复合管生产设备布局
1—放卷机 2—接带机 3—储带仓 4—焊接平台 5—预成型机构 6—加热器 7,8,9—挤出机 10—流道板 11—内管机头 12—焊枪 13—外管机头 14—冷却器 15—烘干机 16—牵引机 17—测径仪 18—探伤仪 19—喷码机 20—切割机 21—翻转台 22—卷取机

图8-14 三台挤出机组成的铝塑复合管生产工艺流程
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图8-15 一步法四台挤出机搭接焊铝塑复合管(PP-R管)生产设备布置
一步法铝塑复合管内层共挤出机头结构如图8-16所示。机头通过连接板1和连接板2与挤出机连接,挤出机在铝管的内层挤出一层HDPE和一层热熔胶。从挤出机挤出的热熔胶通过支座上的小孔进入支座与外芯棒之间,从另一台挤出机挤出的HDPE通过支座上的大孔进入外芯棒和内芯棒之间,最后共同涂覆在铝管的内表面。
一步法铝塑复合管外层共挤出机头结构如图8-17所示。
一步法四台挤出机铝塑复合管生产的工艺参数:
1)外层塑料挤出机。各段温度分别为加料段160~180℃,塑化段190~210℃,均化段220~230℃,机头温度为210~220℃。
2)内层塑料挤出机。各段温度分别为加料段160~180℃,塑化段190~210℃,均化段220~230℃,机头温度为210~220℃。

图8-16 一步法铝塑复合管内层共挤出机头结构
1—内芯棒 2—外芯棒 3—支座 4—连接板1 5—连接杆 6—连接板2 7—气嘴 8—定位套 9—测温器
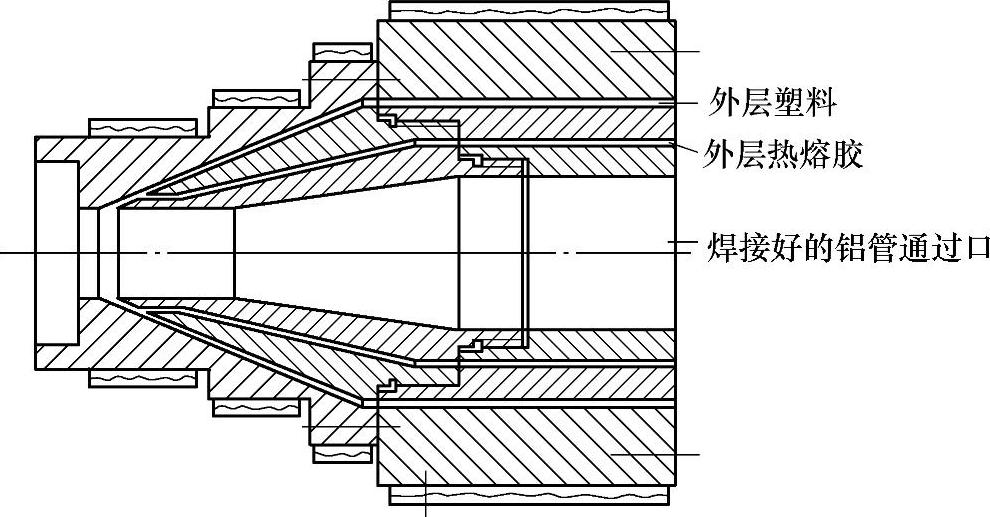
图8-17 一步法铝塑复合管外层共挤出机头结构
3)热熔胶挤出机。两台挤出机参数相同,各段温度分别为加料段130~150℃,塑化段落180~200℃,均化段210~230,机头温度为210~220℃。
4)内管的吹胀压力为4~6kg/cm2。
5)牵引速度为3~12m/min。
相关文章

用聚合度为P2500的高相对分子质量的PVC生产出的密封条不仅密封性能好,还耐低温。①增塑剂DOP增塑效率高,价格便宜,加入量可在40~60份。DOA增塑剂耐寒,具有低温柔软性、耐光性、润滑性,制品手感好,但价格高,加入量可少些,一般为20~30份。这两种增塑剂与PVC树脂的相容性好,增塑速度快,耐久性好。采用DOA增塑剂的高相对分子质量PVC密封条生产工艺流程如图7-49所示。......
2025-09-29

一般来说,衬底表面的形态决定着生长机制。当表面平面相对于普通晶面发生解取向时,表面由许多台阶组成。利用MOVPE,高温生长促使原子向表面和由台阶构成的位错扩散。图2-12所示的为蓝宝石解取向角θ不同时GaN表面的演化。θ约为0.3°时,表面变得更光滑。隆起物的平均高度为5nm。图2-13 GaN在蓝宝石上生长的AFM图像,解取向角分别为θ=0.15°及θ=0.31°注:隆起物(左图)是因围绕螺旋位错的螺旋生长形成的。......
2025-09-29

在1100℃的生长期间,GaN和Al2O3间相当大的晶格失配可导致多晶体的产生。使用AlN[AMA 86]和GaN[NAK 91]过渡层是氮化物在Al2O3上异质外延生长的主要步骤。这个在低温下沉积的成核层在蓝宝石上产生了均匀的层,有助于随后沉积于高温的GaN薄膜生长成核。图2-17 1030℃条件下GaN在Al2O3上的直接外延,600℃条件下在GaN缓冲层上沉积30s,沉积70s。随后温度升至1030℃。......
2025-09-29

返回导轨与工作导轨不同,施加到导轨上的载荷几乎是固定的,梯级自重载荷Ws均等分布在4个梯级滚轮上,一个梯级距的梯级链重量的载荷Wc均匀分布在梯级主轮上。因返回主轮导轨和副轮导轨是分离设置的,下面以受力较大的主轮返回导轨为例讲解强度校核。要注意的是返回导轨的上曲线段与工作导轨上曲线段类似的法线张力,因此有必要对其进行强度和磨损分析,方法与工作导轨上曲线区段相同。......
2025-09-29
1) 屏蔽屏蔽是抑制以场的形式造成干扰的有效方法。通常在程序的关键位置放置连续几个NOP 指令、LJMP 指令, 或者两者的组合, 将混乱或者跑飞的程序重新指向正确的位置, 如未使用的中断向量区、未使用的编程区、程序的转折区等。......
2025-09-29

图3-20 结构优化后,打击杆的应力应变分布云图与1688号节点的应力应变时间历程曲线a)应力分布云图与1688号节点的应力时间历程曲线 b)应变分布云图与1688号节点的应变时间历程曲线结构优化后,打击杆分别选用A3钢、调质45钢和调质40Cr时的寿命分布云图如图3-21所示,可见:1)结构优化后的打击杆中间部分寿命较长,原打击杆中间凸台部分的薄弱环节已经消除,这是由于结构优化后的打击杆中间部分为一整个圆柱,应力集中现象消除。......
2025-09-29

3颗铝基板固定螺钉、棕/白两根约6cm长的电源引线是否合适。表4-8 球泡灯组装的部件铝基板上涂散热硅脂取散热硅脂均匀涂在铝基板标示的LED灯封装的中心圆上,如图4-43所示。图4-43 涂散热硅脂的铝基板图4-44 焊接LED的铝基板焊接电源输入/输出引线将灯头的引出线与电源输入端焊接好,在电源输出端用棕/白两根电源引线按“+/-”极焊接,如图4-45所示。至此,本节就系统介绍了球泡灯的设计与组装。......
2025-09-29

图6-30 采用蓄能器的快速运动回路1—液压泵 2—溢流阀 3—单向阀 4—蓄能器 5—换向阀 6—液压缸图6-31 双泵供油快速运动回路1—大流量泵 2—小流量泵 3—外控式顺序阀 4—单向阀 5—溢流阀......
2025-09-29
相关推荐