LED球泡灯是在不更换原传统灯具灯座和不更改电路的情况下,可以直接使用的一种LED照明产品。由于LED单向性的发光原理,所以在灯具结构上必须更改,使LED球泡灯的配光曲线基本与白炽灯的点光源性相同。LED球泡灯的结构基本分为光源、驱动电路和散热装置,这些部分的共同配合造就了低能耗、长寿命、高光效和环保的LED球泡灯产品。室内照明LED球泡灯主要光源的参数,见表4-7。......
2023-06-15
组装工具和辅助材料在前面章节已介绍过,这里不再重复。本节主要介绍球泡灯的组装流程。
(1)外观检查
目测灯杯、灯罩、灯头等有无刮伤、毛刺、裂痕、变形等不良现象,取一套样品进行试装,以确认各配件的螺钉孔大小、位置是否合适。目测电路板电路、元器件极性是否标示清楚;铜箔有无鼓起;用仪表(万用表)测试电路(铝基板)是否有开路、短路等不良状况。核对LED发光颜色及亮度、色温等是否与所需一致,LED灯表面有无刮伤,焊接引脚是否光亮。加负载通电,确认电源标示参数与实际是否一致。3颗铝基板固定螺钉、棕/白两根约6cm长的电源引线是否合适。5W球泡灯的所有部件见表4-8。
表4-8 球泡灯组装的部件

(2)铝基板上涂散热硅脂
取散热硅脂均匀涂在铝基板标示的LED灯封装的中心圆上,如图4-43所示。
(3)焊接LED
3PCSLED灯按正负极与铝基板上所标示的“+/-”位置进行焊接。在铝基板的其中一个极上锡,将LED同极性端与预先上好焊锡端进行焊接,再将LED的另一端焊接在铝基板LED封装的另一个引脚上,如图4-44所示。
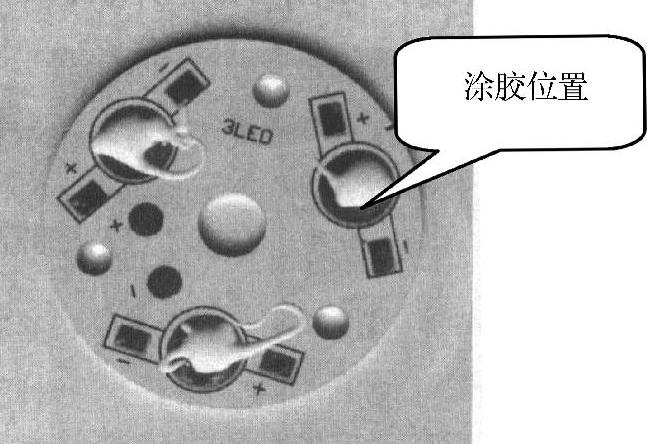
图4-43 涂散热硅脂的铝基板
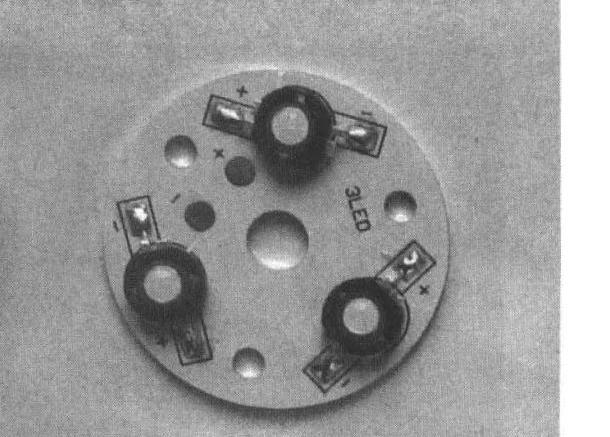
图4-44 焊接LED的铝基板
(4)焊接电源输入/输出引线
将灯头的引出线与电源输入端焊接好,在电源输出端用棕/白两根电源引线按“+/-”极焊接,如图4-45所示。
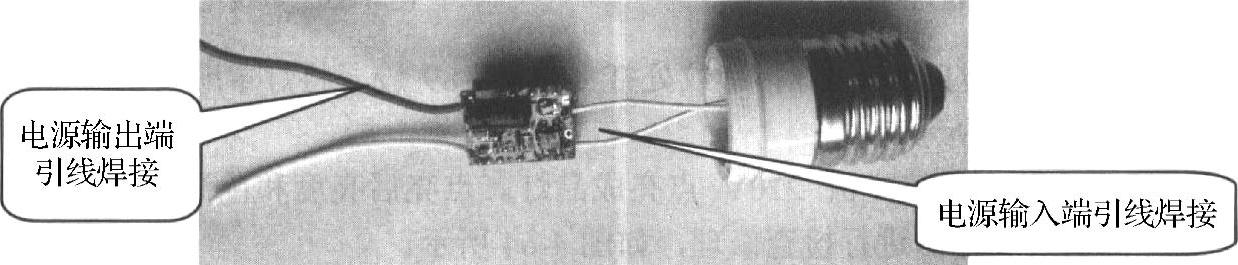
图4-45 焊接电源输入/输出引线
(5)电源套热缩管并加热收缩
用20mm热缩管套好电源,用热风枪加热使之缩紧。热缩管的长度一定要超过电源长度约1~2cm,如图4-46所示。
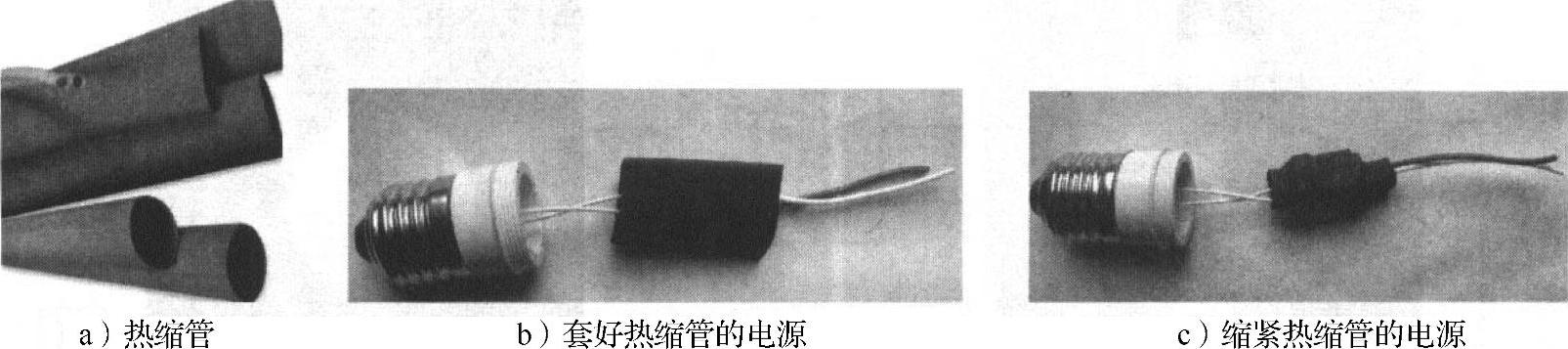
图4-46 电源的处理过程
(6)固定灯头
在灯杯螺纹处打上少量189胶,将灯头顺着已打189胶的灯杯螺纹拧紧,如图4-47所示。
(7)在灯杯上打散热硅脂
在灯杯的平面均匀打上散热硅脂,如图4-48所示。
图4-47 固定灯头

图4-48 灯杯上涂热散硅脂
(8)固定灯板,焊接电源输出引线
将电路板固定在灯杯的底板上面,用3颗螺钉固定铝基板,电源输出引线从电路板中心孔中穿出,如图4-49所示。
(9)焊接电源输出引线
按正负极性焊接电源输出引线,如图4-50所示。

图4-49 固定灯板
图4-50 焊接电源输出引线
(10)安装与固定灯罩
在灯杯螺纹处打上少量189胶,将灯罩顺着已打189胶的灯杯螺纹拧紧。
(11)通电检验
外接交流220V电源点亮成品灯。点亮后亮度和色泽均匀为合格,否则对LED灯、电源引线及电源进行检查修理。
(12)全检
检验灯头、灯罩结合是否牢固;外观有无残缺。确保成品表面干净,无异物。至此,本节就系统介绍了球泡灯的设计与组装。
有关LED照明设计基础与技术应用的文章

LED球泡灯是在不更换原传统灯具灯座和不更改电路的情况下,可以直接使用的一种LED照明产品。由于LED单向性的发光原理,所以在灯具结构上必须更改,使LED球泡灯的配光曲线基本与白炽灯的点光源性相同。LED球泡灯的结构基本分为光源、驱动电路和散热装置,这些部分的共同配合造就了低能耗、长寿命、高光效和环保的LED球泡灯产品。室内照明LED球泡灯主要光源的参数,见表4-7。......
2023-06-15

24颗白色LED交流节能灯的电路图,如图4-58所示。将24颗LED全部串联,灯的功耗降低到3W左右,从而更加节能。灯杯直径76mm、高65mm,比24颗LED的亮度提高很多。图4-59 60颗LED交流白色节能灯电路原理图由于以上两种LED中,使用灯的数量较多,所以在焊接时很容易因为一颗LED损坏或LED引脚与PCB焊接不良而导致全部不亮,所以在制作时一定要仔细认真。......
2023-06-15

滚动轴承的应用设计围绕轴承代号选择和支承结构设计两大内容进行,并且贯穿全过程。本章主要介绍在应用设计中所涉及到的一些问题,主要内容有:滚动轴承的支承结构形式;滚动轴承配合的选择;与滚动轴承相配零件的加工精度和表面粗糙度;滚动轴承游隙的选择;滚动轴承的密封装置;滚动轴承的轴向紧固装置;滚动轴承的安装尺寸。......
2023-06-26

图6-4 LED护栏灯应用效果图1.桥梁护栏灯的设计光珠LED光珠是护栏灯中最重要的器件,价值最高。LED护栏灯一般工作在室外,由于温差的影响,其热胀冷缩是外罩开裂的主要原因,目前,比较好的解决方法就是选用热胀冷缩系数最小的材料来制作。这就是为什么很多采用级连方式的LED护栏灯都是前面灯管损坏得多的原因。散热一般LED护栏灯外罩和底座完全是一体的,都是塑胶材料。......
2023-06-15
图6-12中粗箭头所示为数据采集点。所用熔体温度压力传感器的输出是0~10V标准电压信号,可以直接通过数据采集卡采集。热电偶输出的是毫伏级的弱信号,无法供数据采集卡直接检测,故使用调理模块SCXI1102对热电偶输出信号进一步放大、滤波、线性化等调理,将其转化为可供采集卡采集的信号。数据采集时,记录各数据的采集时间,时间精度可达到1/1000s。......
2023-07-02

常规下承式拱桥拱肋和吊杆垂直桥面设置,大沽桥限定的1.3 m 梁高很难满足32 m 桥宽要求,因此将拱肋向内侧平移,使得人行道在拱肋外侧,拱肋间距为24 m。图2-2拱结构示意图为了使拱肋窈窕,并且满足拱的稳定问题,大沽桥单侧拱对应两排吊杆,形成三维空间结构。由于桥位处为软土地基,拱脚与钢箱梁固定,钢梁内设置系杆,形成系杆拱桥的结构方案。这种结构体系称为“敞开式四索面倾斜拱肋系杆拱桥”。......
2023-07-01

在设计多工位级进模时,凸、凹模一般凭经验确定或按经验公式计算结构尺寸。凸、凹模应设计成便于拆装,更换方便,固定可靠。凸、凹模要有统一的基准 对于形状复杂而型孔较多的多工位级进模,作为工作零件的凸、凹模,不但种类或形状不同,数量也较多。......
2023-06-26
相关推荐