从车间排出的含铬废水汇集于调节池内,然后送入电解槽,经电解处理后流入沉淀池,沉淀后的废水再经滤池处理,符合排放标准后可重复使用或直接排放。沉淀池的作用是使在电解过程中生成的氢氧化铬和氢氧化铁从水中分离出来。......
2025-09-29
5.4.2.1 球化孕育处理时的操作要点
1)铁液处理温度应在1400℃以上,以保证球化及孕育处理能顺利进行。
2)选用球化剂时应考虑:金属炉料中含有的干扰元素、原铁液的温度和硫含量多少、生产工艺和铸件要求。炉料中干扰元素较高时,应选用稀土含量较高的球化剂。例如,用钒钛生铁作炉料时,选用FeSiMg8Xt18等。冲天炉铁液出铁温度一般为1400~1500℃、含硫质量分数范围在0.05%~0.10%,可选用稀土硅铁镁合金球化剂如:FeSiMg8Xt7或FeSiMg8Xt5。对于铸态的铁素体球墨铸铁应选用低稀土低镁稀土硅铁镁合金球化剂如:FeS-iMg8Xt1或FeSiMg8Xt2,对于铸态的珠光体球墨铸铁应选用含铜或镍的球化剂。对于金属型铸造、离心铸管等应选用低稀土球化剂或纯镁作球化剂,对于大型厚断面铸件应选用钇基重稀土镁硅铁作球化剂,对于大型珠光体球墨铸铁件应选用含适量Sb的或含Cu的复合球化剂。
3)球化剂与孕育剂的粒度,应随铁液量的多少而改变。稀土硅铁镁合金球化剂的粒度大致为5~25mm,铁液量500kg以下取5~20mm,铁液量500kg以上取10~25mm。
4)球化剂和孕育剂应保持干燥。
5)采用冲入法进行球化孕育处理时,首先应在包内放好球化剂,并在其上覆盖硅铁粉和铁板(或覆盖剂、苏打、珍珠岩集渣剂等),冲入3/5~2/3的铁液,待球化剂反应趋于平稳时,补加剩余铁液,并在出铁槽内均匀地加入孕育剂。出完铁后要充分搅拌铁液。加覆盖剂,搅拌扒渣2~3次,而后取样检验,用覆盖剂保温。
5.4.2.2 球化处理方法
常用的球化处理方法有:冲入法、型内球化处理法、盖包法、密流球化处理法、压力加镁球化处理法、转动包球化处理法等。喂丝球化是近年来新兴起的一种球化方法,应用面日趋增大,值得注意。
1.冲入法
此法操作简单,无须另添加处理设备。适用于沸点高于铁液温度的球化剂,例如稀土硅铁镁合金、稀土硅铁镁钙合金,铜镁合金,钇基重稀土合金等。处理时反应平稳、安全。含镁较低的合金,处理时有镁光,但不很强烈。
冲入法处理的要点见表5-9。
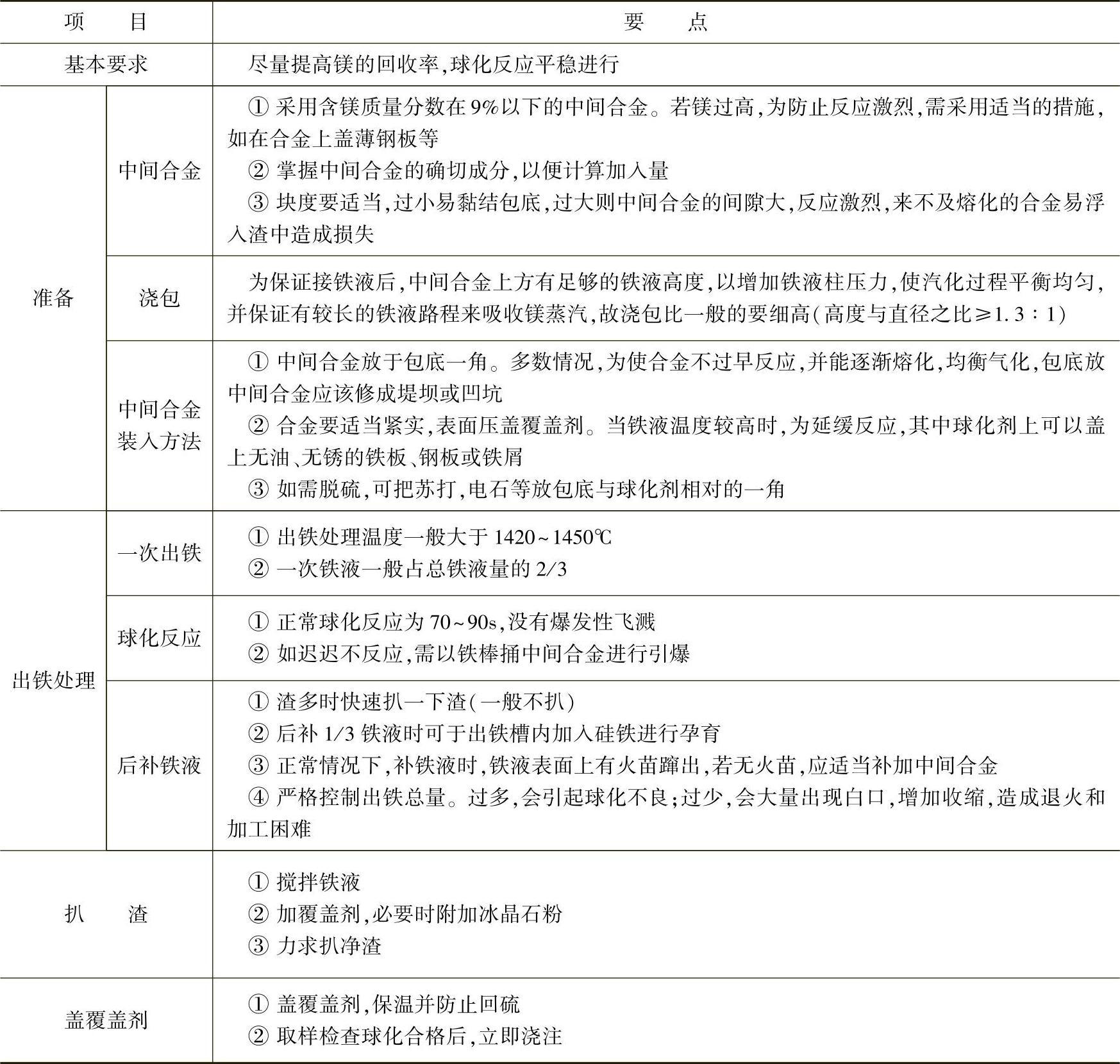
复包球化处理所用的浇包内专门修有放中间合金的无底小“包”。因为包中有“包”,故名复包,见图5-8。复包球化处理可提高球化剂的回收率,减少火光,改善劳动条件,但修包工作量较大。
表5-9 冲入法球化处理工艺要点(以稀土硅铁镁合金为例)
2.型内球化处理法
型内球化处理是将球化剂放在浇注系统中特设的反应室内,当铁液进入型内后熔化球化剂而自行球化,处理流程见图5-9。该法的优点和工艺要点见表5-10。

图5-8 复包球化处理
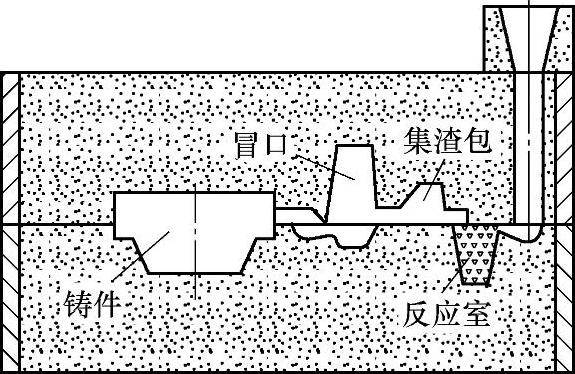
图5-9 型内球化处理
表5-10 型内球化处理的特点

型内球化常采用低镁(5%~6%,质量分数)、低稀土(3%~4%,质量分数)、高硅(45%~55%,质量分数)等球化剂,这样可减少白口倾向,获得铸态铁素体基体,减少夹渣和皮下气孔缺陷。另外,高硅还可促进球化剂的熔解,利于孕育。
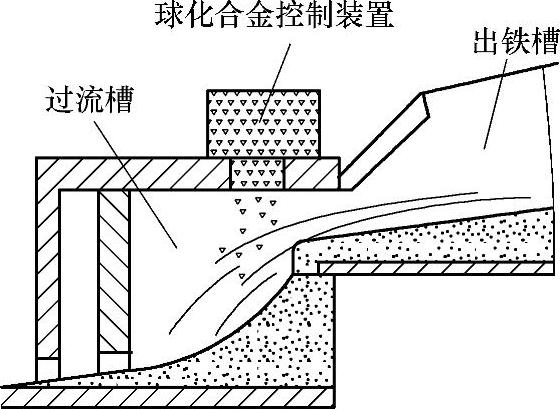
图5-10 过流槽球化处理装置
3.密流球化处理法
结合型内球化处理法的特点,将反应室移到型外或出铁槽下方,称为密流球化处理或过流槽球化处理,如图5-10所示。此法与冲入法相比,铁液可少降温30~50℃,节约合金20%。
4.压入加镁球化处理法
此法适用于纯镁球化剂。纯镁处理时由于镁的密度小,沸点低(1105℃),加入铁液后易于漂浮和燃烧,导致镁的利用率极低。为了提高球化剂利用率,采用钟罩压入法进行球化处理。该法是将镁块置于钟罩内,然后压入铁液中,在距包底50~100mm处,使其完成球化反应。
压力加镁球化处理的原理:镁的沸点随环境压力的升高而提高。环境压力与镁的沸点之间的关系,见表5-11。
表5-11 镁的沸点与压力的关系

由表可见,只要压力提高到0.3~0.9MPa时,镁的沸点一般超过待处理的铁液温度。处理时没有沸腾,反应平稳,回收率大大提高。
压入法可分为普通压入法和压力加镁法两种。普通压入法靠人工或吊车将钟罩压入铁液中进行球化处理,此法没有解决镁激烈沸腾问题,操作不安全,劳动条件差,铁液降温多。
自建压力加镁方式如图5-11所示和见表5-12,俗称灭容加镁法。(https://www.chuimin.cn)
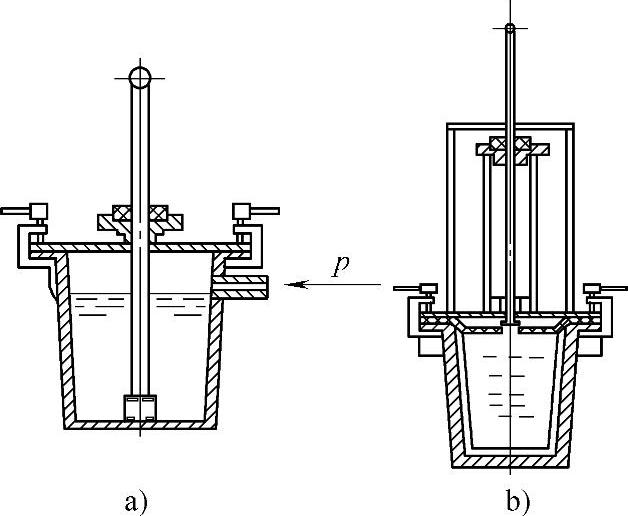
图5-11 压力加镁装置
表5-12 自建压力加镁法(灭容法)

处理时,人需远离现场,特别注意开盖不能过早,否则镁未全部熔化,有再次喷溅的危险。对如何控制开盖时间,有的工厂介绍,在几分钟后,走近浇包,触摸压镁杆不震动了,就可开盖。在压力加镁包壳上钻几个ϕ4~5mm的孔以减少包内压力,这样可以改善球化效果,压力加镁包的安全性也大大提高了。
5.转动包球化处理法
转动包球化处理的原理如图5-12所示,转动包的一角放纯镁。在位置如图5-12a时放入铁液,然后盖好盖子,转至位置如图5-12b进行球化处理。
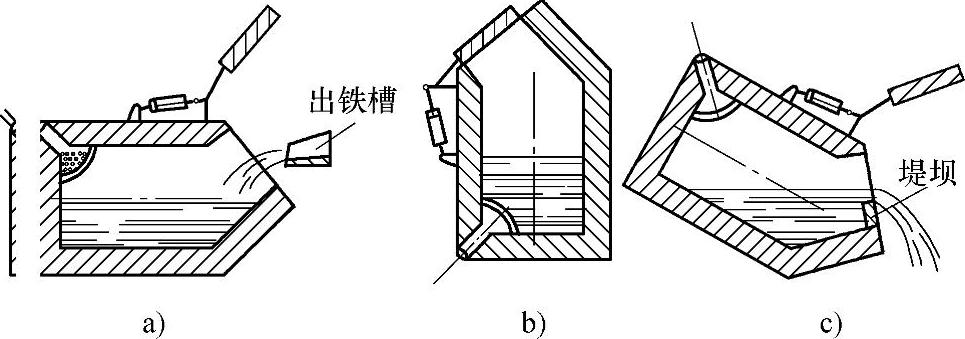
图5-12 转动包球化处理原理
a)出铁 b)球化处理 c)浇注
镁与铁液由孔隔板隔开反应;受到控制,回收率较高。盖上有小孔与大气相通,因此处理比压力加镁法安全。此法在欧、美、日本采用较多。
6.喂丝球化处理法
喂线球化处理技术是在浇包加盖的条件下,用喂线机以一定速度将合金包芯线连续不断地插入浇包的底部。由于铁液静压的作用和包盖对空气流动的隔断,既可使镁蒸气在铁液中有较长的停留时间,避免镁蒸气的大量逸出和烧损,提高镁在铁液中的吸收率;又可阻止铁液向外喷溅,从而减少处理作业的温降,保证高镁合金的安全加入,并可进行有效的烟气管理。喂线球化一般在处理站进行。
(1)喂丝球化处理法优点 喂丝球化处理与传统的Xt-Mg冲入球化处理法相比,Mg芯线喂入球化方法具有如下优点:
1)精确控制残镁量,且重现性极好;球化率高,石墨细小。如在冷模法生产的铸管中,球化率一般为2级,有时可达1~2级。石墨大小为7级。
2)铸件的内在质量高。目前用喂线法球化处理工艺生产的铸管,一次打压合格率在98%以上。
3)铁液纯净度高。喂线球化处理后的渣易与铁液分离。经取样分析,渣的三元碱度为2.5~4.0,故易使扒渣干净,不会因渣裹在铁液中而造成铸件渗漏。
4)处理温降小。由于喂丝加入量少,故球化处理温降也小,一般总温降为50~70℃,可降低熔炼铁液的能耗。
5)消除传统冲入法球化剂处理时所需覆盖,作业环境好。球化处理产生的镁烟雾、灰尘等,可在处理点集中由排风机抽走,经布袋除尘后向车间外排放。
6)可实现完全由计算机控制的全自动化的准确加镁作业,操作稳定,加入量可以随时调整。如采用光谱快速测定的w(Mg残)量较低时,可补加Mg芯线,以保证浇注前铁液的球化率100%合格。
7)节约劳动力成本。
8)球化处理和终孕育处理可在同一浇包内分二次喂线完成。
9)由于喂线所带入的硅量较冲入法少,可大幅度提高回炉料利用率。
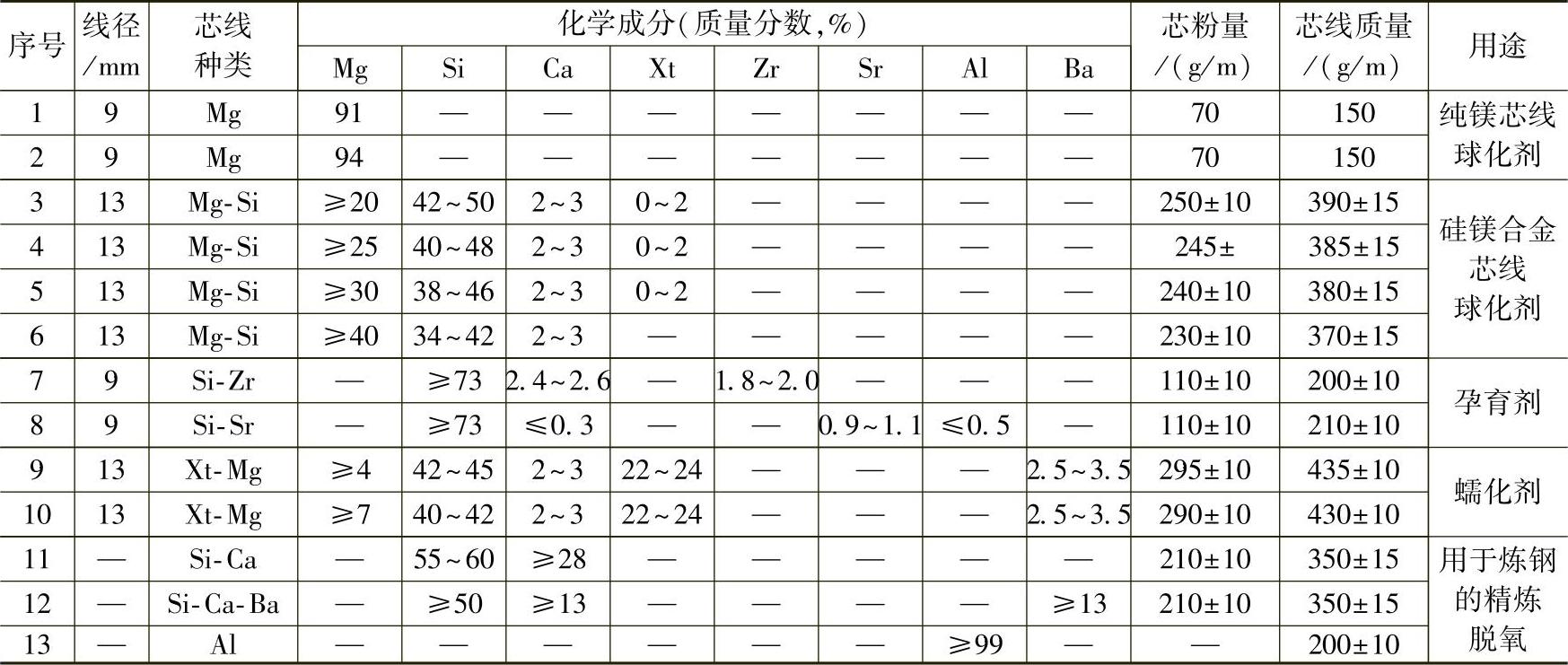
市场上现有商品化的系列球化包芯线产品和铸造专用喂线机可供选择。系列球化包芯线产品见表5-13。
(2)喂丝球化处理工艺过程及铸件金相组织 喂丝球化处理工艺过程如图5-13所示。经喂丝球化处理后的球墨铸铁金相组织见图5-14。
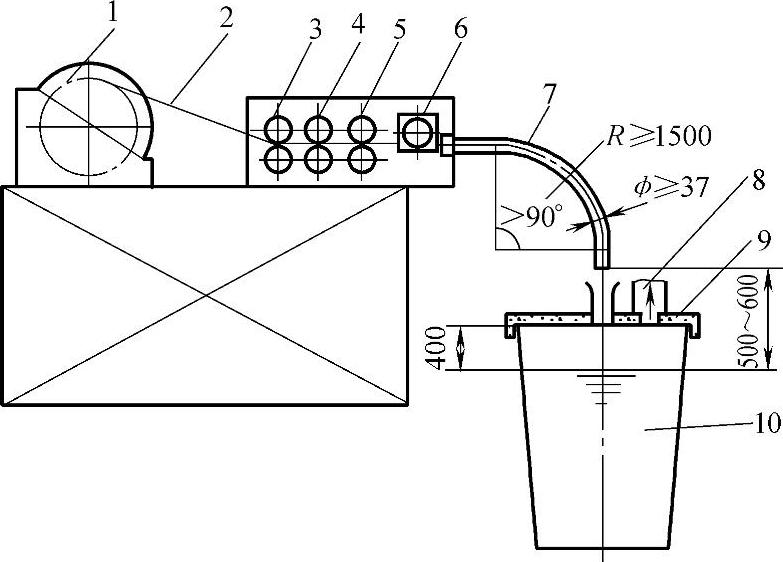
图5-13 喂丝工艺简图
1—放线盒 2—芯线 3—咬线轮 4—校直轮 5—压下轮 6—计数轮 7—导管 8—抽烟装置 9—包盖 10—浇包(或钢包)

图5-14 喂丝球化后金相组织
表5-13 铸造用包芯喂丝线系列产品
7.孕育处理方法
球墨铸铁的孕育处理方法,孕育剂制备和孕育处理工艺等参见本章灰铸铁的孕育处理方法部分。
相关文章

从车间排出的含铬废水汇集于调节池内,然后送入电解槽,经电解处理后流入沉淀池,沉淀后的废水再经滤池处理,符合排放标准后可重复使用或直接排放。沉淀池的作用是使在电解过程中生成的氢氧化铬和氢氧化铁从水中分离出来。......
2025-09-29

由图4-34可知,喷涂态WC-17Co涂层的磨损失重最为严重,磨损率约为6.755μg/m;随着热处理温度的升高,磨损率呈现先降低后上升的趋势,经900℃热处理的涂层,其磨损率最小,约为3.325μg/m,较喷涂态下降了约51%。由图4-35可知,随着热处理温度的升高,涂层的孔隙率随之升高,当热处理温度高于500℃后,涂层孔隙率急剧增加。......
2025-09-29
标准化是确保实现全方位集成的关键途径,结合智能制造的技术架构和产业结构,可以从系统架构、价值链和PLM等三个维度构建智能制造标准化参考模型,帮助我们认识和理解智能制造标准化的对象、边界、各部分的层级关系和内在联系。智能制造标准化参考模型如图1-2所示。图1-2智能制造标准化参考模型1.生命周期生命周期是由设计、生产、物流、销售、服务等一系列相互联系的价值创造活动组成的链式集合。......
2025-09-29

金属材料常分为黑色金属 和有色金属 。正因为钢的热处理是在不改变金属材料牌号的前提下,使之得以强化,充分发挥材料的内部潜力,故是提高机械产品质量,降低成本的一种重要手段。回火温度在150 ~250℃,主要用来降低材料的脆性和淬火应力,并能保持较高的硬度和耐磨性,常用于刀具、模具等。回火温度在350 ~500℃,其特点是既能保持材料一定的韧性,又能保持一定的弹性和屈服点,常用于弹簧和承受冲击的零件。......
2025-09-29
断裂是机械产品工程事故中较为多见,且危害最大的失效形式。所以,制定合适的退火工艺,是保证冷拔钢管组织合格,产品不出现断裂缺陷的必要条件。高精度冷拔管仅仅通过加大变形量,提高产品强度的办法,反而加剧了断裂失效的发生,降低了构件的断裂抗力。......
2025-09-29

同其他产品一样,根据产品标准的技术条件要求,精密管材常用的热处理工艺主要有淬火、回火、正火及退火等。冷拔管材的正火:指将钢材或钢件加热到Ac3或Acm以上30~50℃,保持适当时间后,在静止的空气中冷却的热处理的工艺。冷拔管材的固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。......
2025-09-29

3)在发生重大事故,可能对厂区内外人群安全构成威胁时,必须在指挥部统一指挥下,对与事故应急救援无关的人员进行紧急疏散。疏散的方向、距离和集中地点,必须根据不同事故,做出具体规定。3)医疗救护队到达现场后,与救援队配合,应立即救护伤员,对伤员应根据症状及时采取相应的急救措施,对伤员进行清洗包扎或输氧急救,重伤员及时送往医院抢救。......
2025-09-29

从图5 -18 可看出, 微控制器功能主要包括感应装定功能、转数定距功能、自毁功能。图5-19某型引信专用处理器程序流程图在计转数定距模式, 程序首先配置计转数定距功能需要的片上资源测到预定状态, 然后取出装定数据并以此作为起始圈数对弹丸旋转圈数进行减计数,当装定圈数减到零时给出发火指令。......
2025-09-29
相关推荐