工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2023-06-22
在双联作业中,漏炉事故主要发生在第二级保温炉上。对于坩埚式感应电炉,目前都安装有多种漏炉测试和报警系统,其安全性较高。对于沟槽式感应电炉,在熔沟部位安装有炉衬蚀损的自动测试、判断和显示装置,熔沟部位发生渗漏事故大大减少。然而在沟槽炉体部位,漏炉事故在夜间时有发生,以致有几十吨甚至上百吨的铁液渗漏。为此,沟槽式感应炉必须装上自动防漏结构,自动防漏结构见图4-7。
在炉壳四周均匀设置若干个自动防漏喷嘴,喷嘴通以压缩空气。正常情况下,塞子10顶住喷嘴,气路不通。如果炉衬开裂导致铁液渗漏到炉壳时,炉壳温度迅速升高,使易熔金属制成的压块7熔化掉落,压簧8、支撑套管9、塞子10和密封圈13也掉落,喷嘴11即自动喷出压缩空气,使炉壳迅速降温。同时,炉子自动切断电源并发出漏炉警报,操作者可及时进行妥善处理,防止事故扩大。
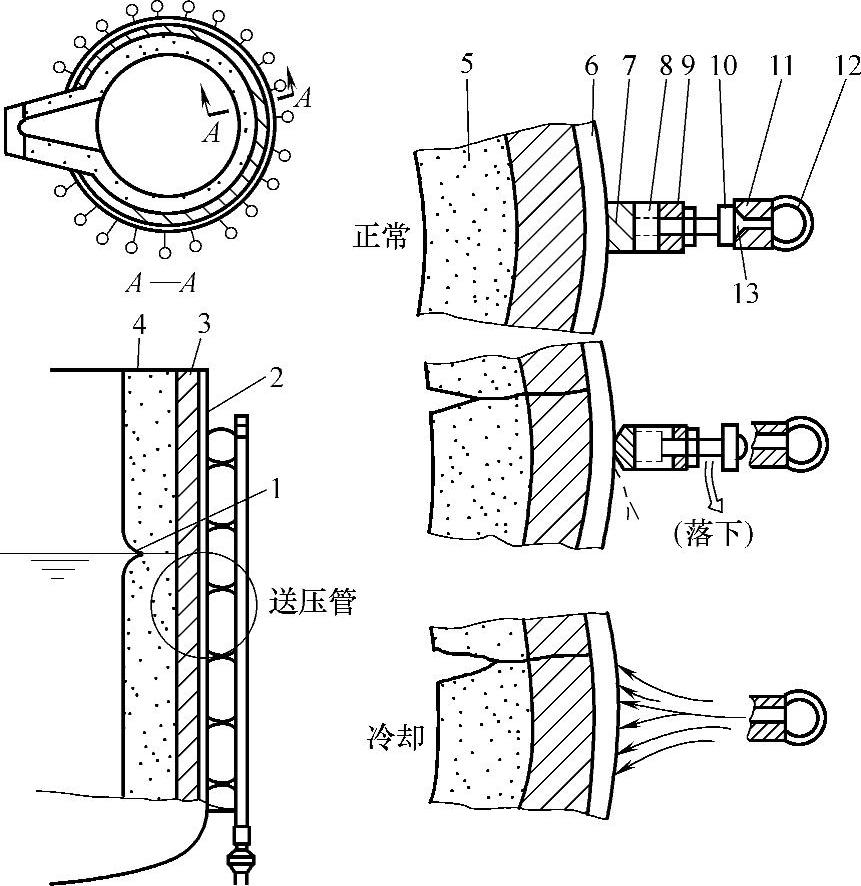
图4-7 炉体自动防漏结构
1—渗漏处 2—炉壳 3—保温层 4、5—耐火炉衬 6—炉壳 7—压块 8—压簧 9—支撑套管 10—塞子 11—喷嘴 12—压缩空气 13—密封圈
1)用两台交替工作的直径为2700mm,生产率45t/h的水冷无炉衬热风冲天炉与三台125t有芯感应电炉双联熔炼。冲天炉铁液沿出铁槽直接流入有芯感应电炉中,铁液在其中过热到1540~1560℃出炉。冲天炉连续运行一周后,在非工作日修理完毕,下周工作日开始时又可继续工作(或备用)。
2)用两台生产率为12.5t/h的热风冲天炉,与一台功率为700kW的60t有芯感应电炉间接双联。冲天炉在第一班交替工作,铁液贮存于有芯感应电炉中供2个班浇注。为了满足第二班对铁液的需要,在第一班结束时,有芯感应电炉中贮存有60t铁液,其中45t铁液用于浇注,15t铁液作为炉子的起熔体。
3)用直径为2900mm,热风为540℃,生产率为55t/h的水冷无炉衬冲天炉熔化与容量为60t的有芯感应电炉双联。
例2 冲天炉—无芯感应电炉双联生产球墨铸铁和多种牌号的合金铸铁件
1)用3t/h冲天炉与5t中频无芯感应电炉间接双联。冲天炉铁液注入中频无芯感应电炉后,扒去酸性渣,调整碳、硅、锰含量,然后用w(CaC2)=0.75%~1.1%在中频无芯感应电炉中进行脱硫,用搅拌器搅拌7min,硫的质量分数降到0.015%,随后,再添加合金进行第二次成分调整,直到硫的质量分数不超过0.006%为止。
2)用3t/h冲天炉与3t无芯感应电炉双联熔炼。在无芯感应电沪中添加合金调整成分,生产各种牌号合金铸铁
例3 冲天炉—电弧炉双联生产高强度灰铸铁件
用两台生产率40t/h的水冷热风冲天炉(交替使用)用作熔化炉与两台容量20t的电弧炉双联,生产高强度灰铸铁件。
例4 无芯感应电炉—有芯感应电炉双联生产球墨铸铁件和合金铸铁件
1)用两台8t无芯感应电炉与一台10t有芯感应电炉双联。铁液用6t铁液包兑入有芯感应电炉中贮存并过热到1470℃,过热速度约50℃/h。增碳剂用石墨粉,加入有芯感应电炉中,白天进行浇注。铁液基本浇完,只剩起熔体。
2)用25t无芯感应电炉熔炼与45t有芯感应电炉双联。用6t开底料桶装料,其顺序如下:铁屑、石墨屑、铁合金、生铁块、成捆废钢、锻造废料和回炉料。当加入的第一批炉料还剩下上层炉料没有熔化时,便加入第二批炉料。然后每经过30min加入一批新炉料,直至加满炉料为止。炉料熔化后,取样测定化学成分和碳当量。得出成分分析结果后除渣,必要时调整成分,精炼好的铁液沿出铁槽流入有芯感应电炉中。无芯感应电炉出铁20t,留下5t铁液作起熔体。也可根据需要,采用每次出铁液6t再向炉内加料6t的方式进行熔炼作业。定期检查有芯感应电炉铁液的化学成分和温度。有芯感应电炉出铁时,向铁液流中添加复合孕育剂进行孕育处理。
例5 高炉—有芯感应电炉双联生产各种牌号灰铸铁件
高炉与容量120~150t或最大容量420t的有芯感应电炉间接双联。用汽车或铁路将高炉铁液运输于城市内各工厂之间或各城市之间。铁液温度下降为5~7℃/h。
高炉—无芯感应电炉双联生产球墨铸铁件
高炉与容量30t无芯感应电炉间接双联,加入废钢和合金调整成分,用碳化钙脱硫,当无芯感应电炉内的铁水成分和温度符合球墨铸铁件原铁液的要求时,出铁进行球化孕育处理即可。
有关简明铸铁熔炼手册的文章

工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2023-06-22

保温炉的容量应根据感应炉的形式及其结构特点、操作方法、生产组织方式及冶金上的要求等各个方面进行选择。双联熔炼时,保温电炉的容量与其冷熔当量之间的关系见图4-6。一般认为,沟槽式保温炉的有效容量应当为熔化工部每小时生产能力的1.5~2倍。双联熔炼炉容量的匹配也可参考表4-2。国内外一些厂家的双联熔炼作业配置见表4-3。......
2023-06-24

镍基合金含有Al、Ti等易氧化元素,与钢铁合金相比,熔体的粘度较大,导热性差,电阻大,因此在选择电渣重熔工艺参数时有其自身的特点。表5-5 镍基合金电渣重熔所用组元在不同渣系中的含量2)渣系中各组元的作用。Al2O3:增加渣系的电阻,提高渣温和熔化速度。确定熔炼电流与电压,进行电渣重熔1)选择工作电流I。熔炼期的电流称为工作电流,工作电流大小一般由电极的电流密度来确定。......
2023-06-22

尽管各种铜及铜合金的熔炼工艺不尽相同,但都应当遵循如下所示的一般原则:1)准备好炉料和熔剂。对熔炼炉进行检查、修补和清理,坩埚预热到一定温度方可加料,熔炼工具刷涂料烘干后再使用。铜合金熔体氧化和吸气严重,最好是在中性或微氧化性的炉气中熔炼,在炉内停留时间要短,达到出炉温度后尽快浇注。出炉前要分析化学成分、检查合金的含气量,出炉后进行弯曲试验和断口试验。熔炼过不同合金的小坩埚要分开,不能混用。......
2023-06-22

Zn是普通黄铜中的易损耗元素,配料时应进行适当的预补偿。黄铜在熔炼后期会沸腾,这也是一个必不可少的工艺过程。表4-23列举了一些普通黄铜的熔炼技术条件和操作要点。复杂黄铜的出炉时机同样可以通过观察“喷火”来判断,表4-24列举了一些复杂黄铜的出炉温度,以及熔炼时需要的覆盖剂和脱氧剂......
2023-06-22

表5-4列出了L920P15型真空电弧炉熔炼不同直径的镍基高温合金铸锭所采用的工艺参数。表5-4 镍基高温合金的真空电弧炉熔炼工艺参数对于小尺寸GH4413合金锭,不能按表5-4提供的参数来重熔。采用L700P7型真空电弧炉熔炼,电子秤实时显示自耗电极的质量,在熔炼过程中可准确控制熔化速率。......
2023-06-22

根据所熔炼的合金种类和熔化炉的种类决定铝合金的具体工艺流程,一般的工艺过程如下:熔炼前的准备工作主要包括以下部分:1)配料计算。4)准备熔炼炉及坩埚:根据坩埚的材质情况,如是铸铁坩埚,表面应刷涂料。对变形铝合金的一般制品,可连续熔炼8~15炉清炉1次。其方法是在炉底均匀撒上一层粒状的熔剂,然后把炉子升温到800~850℃,清除炉内残渣。......
2023-06-22

相关推荐