中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2025-09-29
线芯包覆机头是生产塑料电线电缆的重要设备,导线芯可以是铝或铜线,单股线芯直径有1.76mm、2.24mm、2.73mm等,线芯包覆PE料后对应包覆塑料线直径为3mm、3.6mm、4.3mm等。塑料包覆线缆的成型机头都是直角形的,如图8-4所示。
(1)压力型机头 压力型机头是当线芯通过机头时,在机头型腔内,线芯被聚乙烯熔料均匀包覆,塑料和金属线紧密黏附成一起,其口模结构如图8-5a所示。这种包覆线主要用于单股绝缘导线,以及铁线衣架用的包覆线和阳台隐形网用的包覆线。这种包覆方式又叫内包式,因为它是在机头内型腔进行的包覆,是非常紧密的粘接。
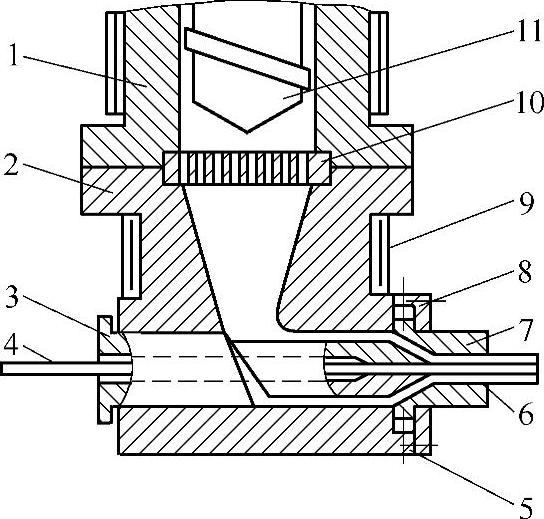
图8-4 塑料包覆线缆用机头结构
1—机筒 2—模具体 3—芯棒 4—金属芯 5—调节定位螺钉 6—包覆成型线 7—口模 8—压盖 9—电阻加热器 10—多孔板 11—螺杆
(2)管状机头 管状机头成型包覆线的原理是从机头挤出的塑料管状包覆层与金属线芯同心,塑料管状包覆层与线芯之间有一点空隙,因空隙被抽真空,所以塑料管状包覆层完全收缩在线芯上。管状机头口模结构如图8-5b所示。管状塑料层起护套的作用,如多股电话线护套、三股照明线护套、四股动力线护套,以及晒衣绳索护套、打捆绳索护套等。
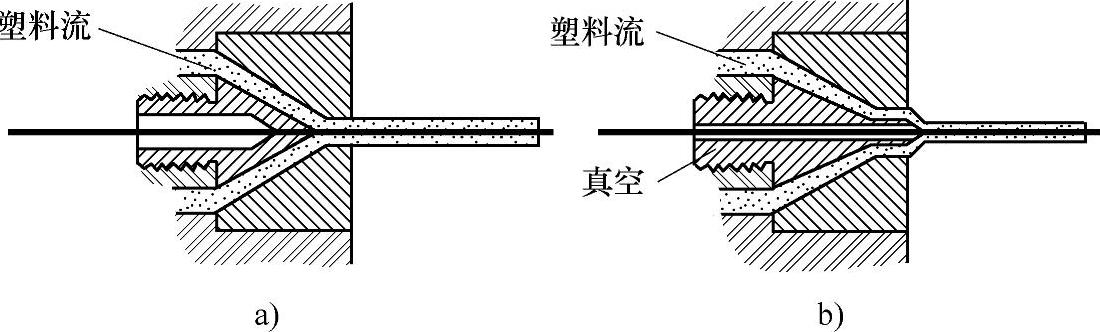
图8-5 机头口模结构(https://www.chuimin.cn)
a)压力型机头口模结构 b)管状机头口模结构
不管压力型机头还是管状机头,由于铜线、铝线、铁线是从芯棒嘴高速通过,磨损较严重,所以芯棒嘴多数采用硬质合金镶焊,然后再用电火花打芯棒嘴穿线孔。由于硬质合金耐磨性能优良,使得机头的使用寿命也得到大幅提高。
另一种线缆包覆直角机头结构如图8-6所示。其特点是口模可调节包覆层的厚薄偏差,变换口模和分流锥芯棒就可改变包覆生产规格,实现一个机头生产多个规格的产品。由于金属芯线是在分流锥芯棒上摩擦通过,因此分流锥芯棒必须具有高的硬度和良好的耐磨性能,才能确保较长的使用寿命。
直角式机头有利于芯线通过口模。线缆包覆机头成型生产的线速度非常快,供胶量大,熔胶在模内停滞时间短,为使线缆表面粗糙度较低,在生产过程中往往采用较高的加热温度和口模温度。
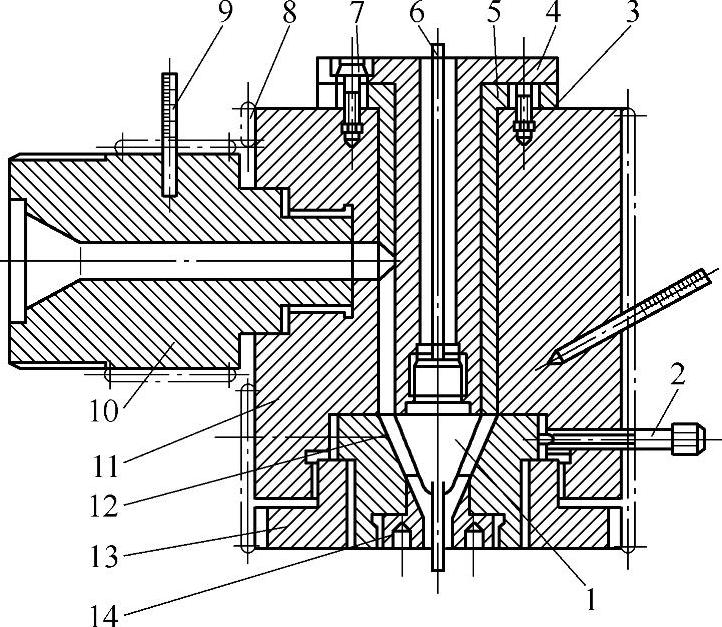
图8-6 线缆包覆直角机头结构
1—分流锥 2—调节螺钉 3—销钉 4—芯棒 5—模套 6—铜线 7—内六角螺钉 8—加热装置 9—温度计 10—机颈 11—机体 12—口模套 13—锁母 14—口模
相关文章

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2025-09-29

鱼尾式机头结构如图6-8所示。由于机头设计了阻流器,又有阻力调节装置,机头口模又设计了模唇调节装置,当塑料制品出现薄厚不均时,首先应调节料流阻力,在口模压力基本一致后,再微调模唇间隙,使制品厚度均匀一致。鱼尾式机头的特点如下。2)鱼尾形机头设有流道支管,内部呈流线型,流动畅通。6)机头设计了可调阻力器,阻流块凸出部位高0.5mm。......
2025-09-29

挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2025-09-29

支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2025-09-29

中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2025-09-29

机头 吹膜法生产采用吹塑薄膜机头结构,模唇间隙为0.8~1.0mm。平膜法生产采用歧管型和衣架式机头结构,膜向下挤出。热处理设备 热处理设备由弓形加热板和一对热处理辊筒组成,目的是保证扁丝的尺寸稳定,防止扁丝发生明显的后收缩并消除内应力。热处理的辊筒通常称为第三拉伸辊筒。分丝架 一条扁丝生产线一般一次可生产60~100根扁丝。......
2025-09-29

机头宽度有1.3m、2.4m、3.3m、4.2m多种规格。模唇开度为0.3~0.5mm,厚度大时取小值。尼龙流延薄膜如采用支管式扁平机头,模唇定型段长度比CPP应稍长,但目前使用较多的是衣架式扁平机头。由于衣架式机头运用了流变学的理论,而这方面的研究比较成熟,所以,衣架式机头应用广泛。通过调节上模唇2,可挤出多种厚度规格的膜坯。衣架式机头内部型腔结构可通过流变学的理论进行计算。生产流延薄膜和吹塑薄膜一样,在机头前方应安装过滤板、过滤网。......
2025-09-29
芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2025-09-29
相关推荐