棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2025-09-29
(1)原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。另外根据需要,还可加入一定比例的抗氧剂、偶联剂和轻质碳酸钙等辅料。
聚丙烯配方一般为100份聚丙烯加入20~40份无规聚丙烯母料,根据需要再加入适量的抗氧剂、氯离子吸收剂、着色剂等,以弥补原料热氧性能差和氯离子含量较高的不足。
(2)工艺流程 挤出机→机头→冷却水箱→第一拉伸牵引辊→热拉伸水槽→第二拉伸牵引辊→压花辊→第三拉伸牵引辊→双盘收卷机。
(3)工艺温度
①机筒温度。加料段为150~180℃,塑化段为190~220℃,均化段为220~250℃。
②机头模具温度为230~240℃。
③冷却定型水箱温度为30~40℃。
④带坯预热水温度为100℃左右。
⑤模口距水面距离为20~50mm。
(4)工艺操作要点
1)聚丙烯打包带如果用粉料,须加入0.5%的抗氧剂,再根据用途加入一些其他辅料。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。
2)在机筒前要加多孔板和过滤网。网的目数以100目为宜,以减少熔料杂质,确保生产正常进行。机头模唇温度应比机筒最高温度低10℃,这样成型较好。
3)挤出机料斗下部进料口的温度不能太高,而且要通循环水进行冷却,防止料斗被架空,原料下不来,影响连续进料。
4)开机后应先检查出料情况,检查带状熔融料是否塑化均匀,如果塑化不好不能开机生产。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。生产过程中应随时观察制品质量变化情况,及时调节工艺温度、牵引速度及带的厚度和宽度。
5)为了使加料段原料易于推进,加料段的机筒内圆表面应开有纵向沟条。
6)生产过程中要注意观察冷却定型水槽的水温、牵引速度以及模具唇口至冷却水液面的距离,这三项参数对产品质量影响较大。通常冷却定型水槽的水温控制在20~40℃,唇口至冷却水液面的距离为50~100mm。
7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。
8)第一慢速牵引辊和第二快速牵引辊的转速应都可以单独调节。两组牵引辊的转速差就是带坯的牵伸倍数。PP料牵伸倍数为5~8。
9)为了能提高印刷油墨的浸润性和附着牢度,拉伸后的打包带表面应进行电晕处理。
10)为了完全消除制品的内应力,应把整捆制品再次放入沸水中退火处理5min,然后再自然缓慢冷却,以确保成品质量稳定。(https://www.chuimin.cn)
(5)质量要求
1)外观质量应色泽均匀,压花整齐清晰,无明显污染、杂质,不允许有裂纹、损伤和穿孔。
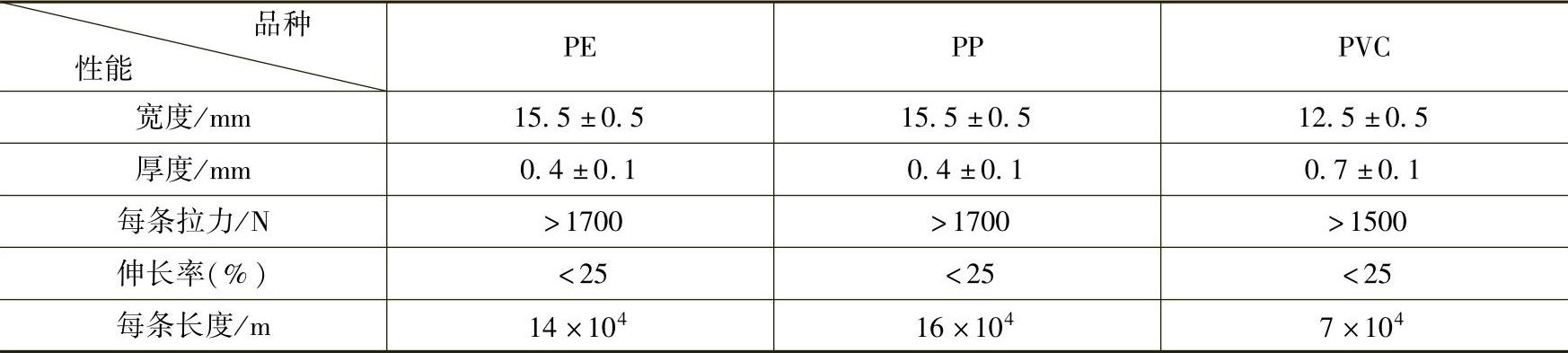
2)打包带规格和质量指标应符合表7-11的规定。
表7-11 几种打包带的规格和质量指标
(6)打包带生产辅机的完好标准
1)传动装置运转正常,变速平稳,无异常声响和振动。
2)减速箱润滑管路畅通,油质合格,油量适中,油标醒目,无漏油。
3)冷却水槽无水垢,升降自如。制冷系统工作正常,制冷温度达到工艺要求。
4)各辊筒转动灵活,表面无严重磨损、锈蚀,各辊筒转速及速比达到设计要求。
5)卷曲机摆杆运动自如,无窜动,制品卷绕平稳。
6)热风循环炉或热水槽加热正常,温度控制准确。
7)电器元件齐全、完好,仪表指示准确。
8)电动机温升不超过电动机铭牌规定,调速平稳。
9)设备外观整洁,无黄袍,无油垢,铭牌齐全、清楚。
10)辅机附件齐全,保管妥善。
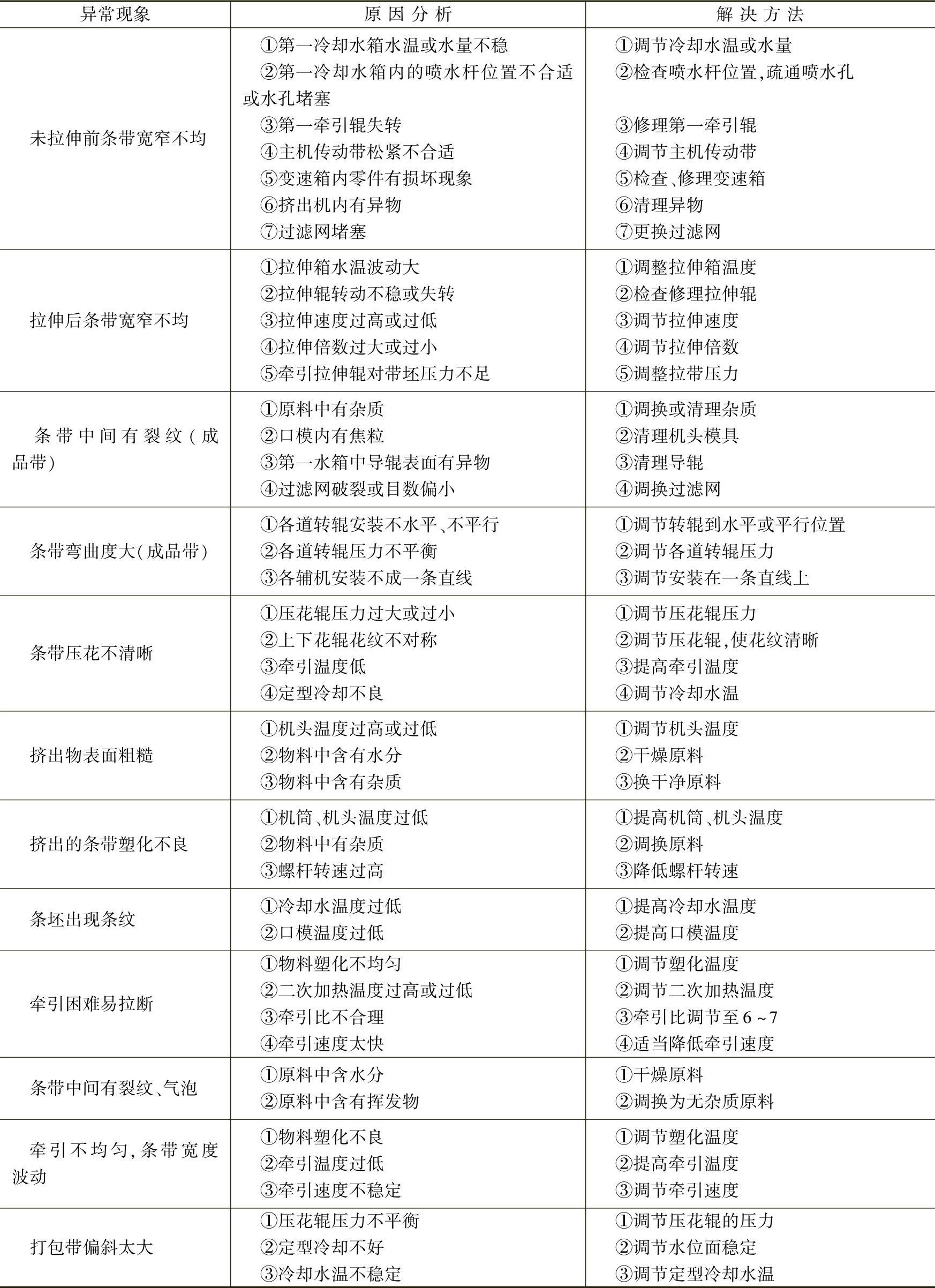
(7)打包带生产中异常现象、原因分析及解决方法(见表7-12)
表7-12 打包带生产中异常现象、原因分析及解决方法
相关文章

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2025-09-29

3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2025-09-29

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2025-09-29
图3-31所示为单壁波纹管产品外形。若用粉状PVC直接成型应选用平行异向或锥形双螺杆挤出机。波纹管成型装置由成型模具、传动系统和控制系统组成。成型模具闭合构成圆形管子的成型腔;模具打开,制品脱模。成型模温度为50℃左右,通常采用水喷淋或吹冷风控制。图3-34所示为波纹管成型模具运行示意图,成型波纹管时成对半边模块闭、开连续运行。成型模具温度为50℃。......
2025-09-29
2)尼龙6流延薄膜冷却辊温度。3)冷却辊温度为20~40℃。在模唇间隙上,调节为模唇开度是中间部位稍小,两边稍大,依靠机头中的节流棒来调节熔融物料的流动性,使口模全长内的流速达到一致。......
2025-09-29

2)无规共聚聚丙烯管的原材料与配方(质量份)。无规共聚聚丙烯管的成型机头采用篮式或螺旋式结构,熔料流道空腔不宜过大,压缩比为2.5~4,一般螺旋式压缩比稍小,篮式压缩比稍大。无规共聚聚丙烯管挤出成型生产线上,喷淋水箱长度最长可达30m。......
2025-09-29
采用双螺杆挤出机可以省略造粒这一工序,目前都是采用向外异向锥形双螺杆挤出机。2)机头和定型模具。这些门、窗异型材大多都是空腔异型材,冷却定型都是多个并联,在喷淋或浸泡式水槽处设计了几组校正定直模块,进一步防止弯曲变形。真空定型真空度为-0.07MPa,冷却水温为10~15℃,牵引速度为1.25m/min。生产出的型材还要通过时效处理,以消除残余应力。......
2025-09-29

共挤出吹塑也叫多层吹塑,目前广泛用于各种包装容器,特别是饮料的包装。共挤出吹塑的特点 各种塑料对氧、二氧化碳及湿气的渗透率是不同的。在这种情况下,通常采用共挤吹塑成型,即把多种聚合物复合在一起,成型为多层容器。共挤吹塑的优点:1)可提高容器的阻渗性能。共挤出吹塑制品的结构及组成 共挤出吹塑制品壁内的各层由不同的聚合物组成,通常为三层,有时也采用二层、四层或五层。......
2025-09-29
相关推荐