图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2025-09-29
1.概述
装备有液压推上系统的轧机轧制是通过操纵推上缸来完成的,这种轧机对于下述两种控制都适用,一种是压力控制,另一种则是辊缝控制。前者被应用于平整机上,轧制以恒定轧制力来完成,而后者被用于带材轧机上,可使辊缝保持恒定,以保证厚度均匀的轧制。
在压力控制系统中,操作侧和传动侧的轧制力可同时调整,而每一侧的单独调整也是可能的。
在辊缝控制系统中,两侧辊缝可以同时控制,或者像在通常的电动机压下系统中那样进行单独控制。此外,该平整机能容易地调整轧辊位置,保证高准确度和辊缝控制反应速度。
2.平整机液压推上系统的原理
该平整机液压推上由伺服偏心泵(即偏心泵上装有伺服阀)来完成。在液压推上系统中使用一个变量泵来产生轧制力,泵的出口直接同推上液压缸的液压油入口相连接。
在压力控制系统中,推上液压缸的压力是用压力传感器来测定的,所测的压力(电压)被放大,而压力差(电压差)反馈给控制输送流量的泵。
在轧辊位置控制系统中,实际辊缝用数字位置检测器来检测,并将测得的辊缝值在读数计上与预设定的辊缝相比较,即在读数计的输出量部分做成读数模拟换算器,将辊缝值转换成电压并输入前置放大器输入点。前置放大器的信号经主放大器放大后驱动伺服阀的力矩马达,控制伺服阀芯的开度,进而控制泵变量活塞的位移,调定泵的流量,以保持轧辊辊缝的恒定。
推上系统辊缝控制框图如图11-15所示。
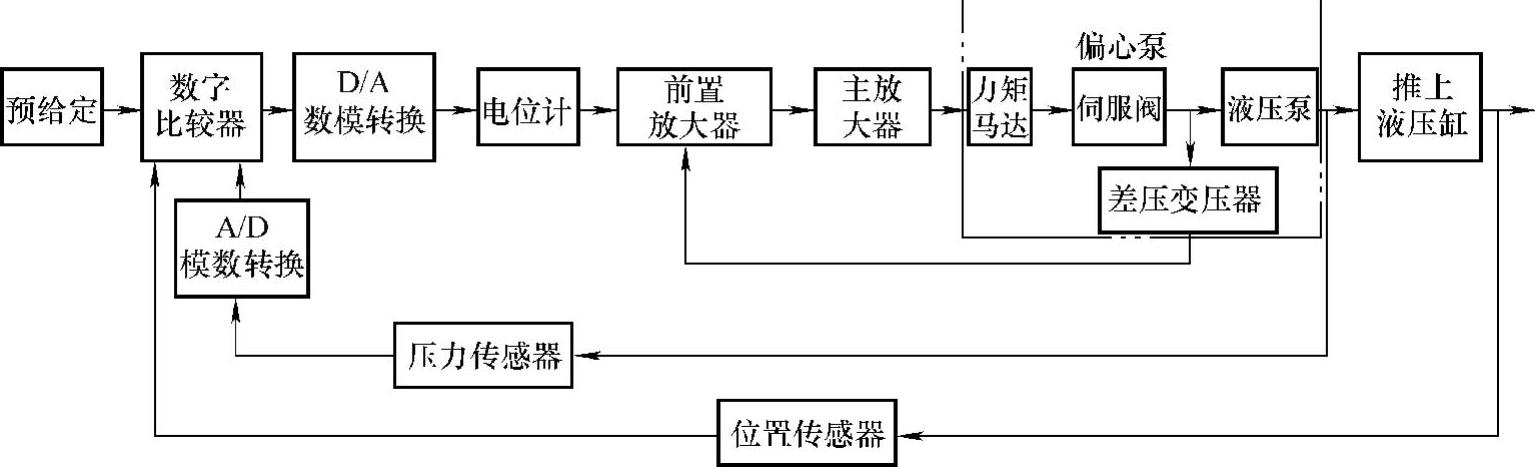
图11-15 推上系统辊缝控制框图
3.推上系统液压原理(见图11-16)
工作辊和支撑辊由轴承座支撑安装于轧机机架内。在支撑辊轴承座的下面安装有换辊导轨,而工作轧辊轴承座则被支撑在推上液压缸上。(https://www.chuimin.cn)
供检查推上液压缸行程的位置传感器被安装于轧机机架下面。
带有电液伺服阀5的变量偏心泵(主泵)6通过改变输入电信号来控制输出流量及控制推上液压缸移动。叶片泵4为辅助泵,用于控制主泵变量滑块的往复移动及电液操纵系统。
溢流阀3用于控制辅泵提供的控制油压力以使之恒定,电磁换向阀10用于控制主泵卸压和工作,溢流阀8控制叶片泵向主泵的供油压力,溢流阀9用于限定最高管路压力以防止过载。先导溢流阀14用于控制推上液压缸工作腔的压力,推上时电磁阀15断电,推上液压缸工作腔的压力由阀14调定。电磁换向截流阀17用于控制推上液压缸返回时的回油流量,进而调节工作时推上液压缸的返回速度。
电磁换向阀10和电液换向阀12联锁,当电液换向阀12断开(不接通)时,电磁换向阀10必定打开(接通),从而使泵卸载。此种操作用于保持轧辊位置并使辊缝不变。
蓄能器只在压力控制系统中使用,它作为一个缓冲器,用以防止带钢厚度突然发生变化。例如,当带钢端部在互相接触的工作辊之间被咬住时,电液换向阀13接通,使蓄能器打开。
压力传感器安装在操纵台上,推上液压缸的压力数值被压力传感器转换为电压数值(线性可变微差转换器),而这个电压可由前置放大器放大后用来控制推上液压系统的压力。
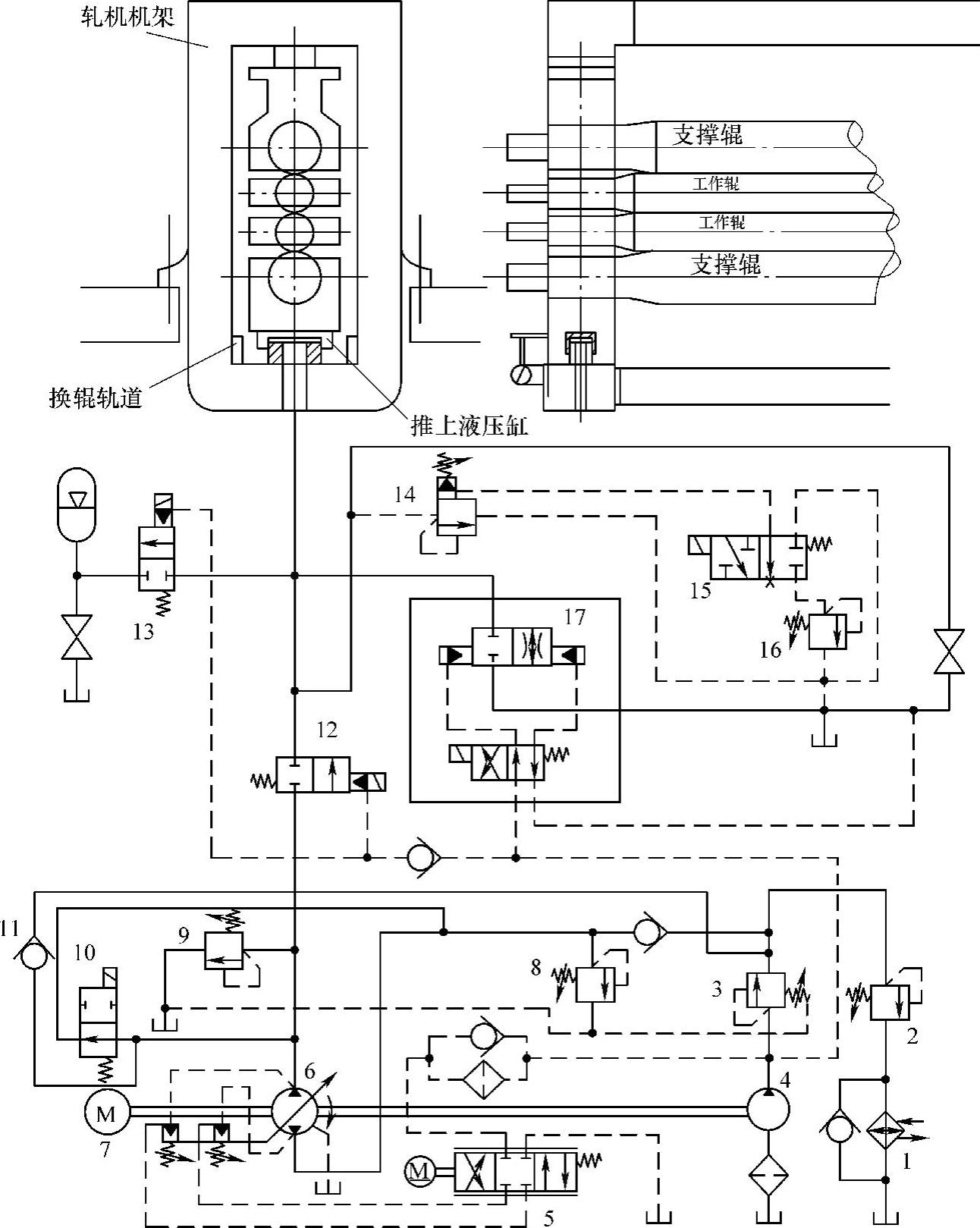
图11-16 推上系统液压原理图
1—冷却器 2、3、8、9、16—溢流阀 4—叶片泵 5—电液伺服阀 6—变量偏心泵 7—电动机 10—电磁换向阀 11—单向阀 12、13—电液换向阀 14—先导溢流阀 15—电磁阀 17—电磁换向截流阀
在换辊时,电磁阀15通电,推上液压缸工作腔的压力由阀16调定为约1MPa,推上液压缸的液压油经阀14回油箱,使轧辊迅速降低。
系统的部分回油经阀2到冷却器进行循环冷却。
该推上液压缸系统共有两套,分别安设在操纵侧和传动侧,共用一个油箱。操作侧和传动侧的系统可单独操纵,也能同时控制。
相关文章

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2025-09-29

图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2025-09-29

为控制活塞因自重快速下降,在回油路上串入单向节流阀3。假如没有单向节流阀3,活塞由于自重而加速下降,液压缸上腔供油不足,进油路上压力消失,外控平衡阀因控制油路失压而关闭,阀关闭后控制油路又重新建立压力,阀再次打开。图6-15所示为使用专用平衡阀形成的平衡回路。图6-13 使用蓄能器保压回路1—变量泵 2—换向阀 3—液控单向阀 4—单向节流阀 5—重锤式蓄能器......
2025-09-29
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2025-09-29

图6-1 调压回路1)调压回路的作用是:用来控制系统的工作压力,使它不超过某一预先调定的数值,或者使工作机构在运动过程各个阶段中具有不同的压力。液压系统由定量泵、溢流阀和节流阀组成节流调速回路,调速回路工作时溢流阀处于开启溢流状态,溢流阀用来调定液压泵的工作压力。将远程调压阀2接在先导式溢流阀1的控制油口上,液压泵的压力即可由远程调压阀2进行远程调节。图6-4所示为比例调压回路。......
2025-09-29

大包回转台液压系统包括大包升降液压控制、大包旋转液压控制、大包加盖液压控制和大包滑动水口控制等。2)大包和钢液重量非常大,如果行车在钢包下落过程中出现失控,极有可能损坏大包回转台和液压缸,发生设备和生产事故,为此,应在液压缸无杆腔设置安全阀,并将其压力设置高于工作压力1~2MPa,一旦出现动作失控,安全阀打开,可保护设备免受意外损坏。在此功能下,所有连锁均取消,强制进行大包旋转。......
2025-09-29

装钢机进退由1台带编码器的变频电动机经减速机带动传动齿轮箱,使装料托杆运动,完成装料需求,并与先行板坯保持50mm的间隙。出钢机的升降由4支液压缸并联驱动托辊摇臂拉杆来完成。出钢机进退由2台带编码器的变频电动机经减速机带动传动齿轮箱,使出料托杆运行,完成出料需求。......
2025-09-29

高炉开铁口机是高炉炉前关键设备之一,其功能是打开铁口,使铁液流出。SGK型遥控全液压开铁口机由机械部分、液压部分、组合输油管路及遥控装置组成。回转机构的作用是将钻进机构由停放位置送到工作位置,并在出铁口打开后能够迅速退回。显然目前开口机无法满足这一要求。......
2025-09-29
相关推荐