轧机作业线上带钢纵向高速运行时,带钢的中心线或带钢的边缘会向两侧偏移,这种现象称为跑偏。带钢跑偏必须限制在一定的公差范围内,否则就会刮坏设备或使得带材边缘损坏,影响成品质量,跑偏严重时还会导致不能正常生产,所以带钢跑偏控制是带材连续作业线上必不可少的环节。4)光电液伺服系统:采用光电检测器将跑偏信号检测出来并经过放大器放大,控制电液伺服阀推动液压缸进行纠偏。......
2025-09-29
某炼铁厂1号750m3高炉全液压SGXP-240泥炮使用初期,液压故障主要是转炮回转机构不动作和堵铁口时间过长。该泥炮的组成及工作原理参见本书7.1.2节。
1.转炮回转机构不动作故障的诊断与分析
转炮回转缸液压控制原理如图13-1所示。其中,阀1和阀2是外控外泄的液控单向阀,组合后作液压锁用。该泥炮系统安装调试时,在系统压力正常的情况下(压力为20MPa),转炮回转机构不动作。根据经验,基本排除了阀台、管线和液压缸泄漏的可能,初步判断故障的原因可能发生在前置阀块上,而且是阀5、阀6处于关闭状态造成的。为便于分析,设定有关参数如下:
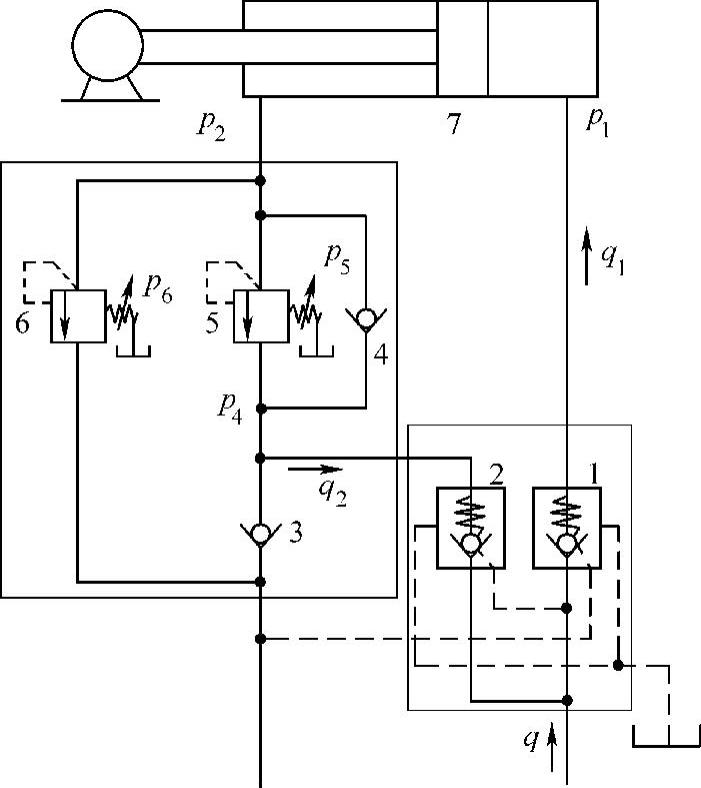
图13-1 转炮回转缸液压控制原理
1、2—液控单向阀 3、4—单向阀 5、6—溢流阀 7—液压缸
p1——液压缸无杆腔压力(MPa);
p2——液压缸有杆腔压力(MPa);
A1——液压缸无杆腔面积(cm2);
A2——液压缸有杆腔面积(cm2);
p6——阀6弹簧开启压力(MPa);
p5——阀5弹簧开启压力(MPa);
D——活塞直径,D=240mm;
d——活塞杆直径,d=180mm。
首先,用压力表对p1和p2进行测试,实测得p1约为20MPa,p2约为45MPa。由图看出,如果回转液压缸不运动,那么作用于缸活塞两侧的力必然相等,即
p1A1=p2A2
将上式简化并代入D、d数值,得(https://www.chuimin.cn)
p2=D2/(D2-d2)×p1=2.28p1
实测压力数据之比p2/p1为2.25,与上述计算结果基本相符,验证了液压缸有杆腔回油不通的分析是正确的。造成液压油无法流过顺序阀的原因是阀5、阀6的开启压力p5、p6调得太高,以致p2不能打开顺序阀而造成的。处理措施是将p5、p6调整压力减小,直到p2足以克服p5和p6。需要注意的是,一般取p6约为1.25p5。
2.转炮堵铁口时间过长的故障诊断与分析
该炮投入使用月余,在一次全面检修调试中,发现转炮机构回转时间大约是30s,与设计要求的小于19s相差较多。造成这一现象的主要原因如下:一是液压系统压力低;二是回转液压缸有内泄;三是顺序阀没发挥作用,液压缸有杆腔的回油从溢流阀6直接流回了油箱,使得差动增速失效。
根据上述判断,分析如下:首先,原设计系统工作压力约为27MPa是基于使用无水炮泥考虑的,目前因条件限制只能使用有水炮泥,工作负荷低,因此系统工作压力调整为20MPa已完全满足使用要求,压力低的因素可以排除;第二,现场对该液压缸进行了打压、保压试验,测试的有关数据也表明液压缸不存在内泄问题。显然,问题就出现在第三点(即差动增速失效)上。为证实为一判断,需进行计算分析,有关参数设置如下:
q——主泵流量,设计流量为130L/min;
q2——液压缸有杆腔出油流量;
q1——进入液压缸无杆腔流量。
根据图13-1,差动增速时,q1=q+q2,液压缸向右运动的速度v可表示为
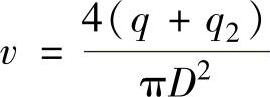
而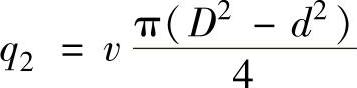 ,带入上式,得
,带入上式,得
设液压缸行程为l(l=1407mm),那么回转时间 ,代入数值得t=17s。
,代入数值得t=17s。
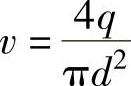
如果有杆腔的回油经阀6直接流回油箱,那么进入液压缸无杆腔的油流量就是主泵流量q,此时回转时间 ,代入数据,得t≈29.4s。
,代入数据,得t≈29.4s。
这一计算结果与实际测定的数据(30s)基本一致,说明造成这一现象的原因是阀6的开启压力p6低于阀5的开启压力p5。处理措施是对p6、p5予以调整,使得p6约为1.25p5。
相关文章

轧机作业线上带钢纵向高速运行时,带钢的中心线或带钢的边缘会向两侧偏移,这种现象称为跑偏。带钢跑偏必须限制在一定的公差范围内,否则就会刮坏设备或使得带材边缘损坏,影响成品质量,跑偏严重时还会导致不能正常生产,所以带钢跑偏控制是带材连续作业线上必不可少的环节。4)光电液伺服系统:采用光电检测器将跑偏信号检测出来并经过放大器放大,控制电液伺服阀推动液压缸进行纠偏。......
2025-09-29

蝶式大包回转台相比直臂式回转台,其优点是可以单臂独立升降,准确地控制大包位置,也就是准确地控制大包长水口在中包中的位置,以保证浇注过程中钢液对位准确,提高板坯质量。在新近设计、建造的连铸机和高档连铸机中,蝶式回转台已成为基本配置。......
2025-09-29
卷筒是卷取机的核心设备,通过卷筒,将从轧机出来的板带卷成钢卷并卸载到输出辊道上,卷筒的转速及其在不同阶段的膨胀与收缩是卷筒控制的关键。带钢到来之前,伺服阀1和位置传感器配合使用,控制液压缸芯轴处在预膨胀位置。钢带尾部进入卷取机后,芯轴停止转动,卸卷小车提升托起钢卷后,芯轴液压缸缩回,芯轴缩小,使得钢卷内圈同芯轴分离。......
2025-09-29
PLC控制是在继电器控制基础上发展起来的,为了让读者能初步了解PLC控制方式,下面以电动机正转控制为例对两种控制系统进行比较。PLC正转控制线路也可分作主电路和控制电路两部分,PLC与外接的输入、输出部件构成控制电路,主电路与继电器正转控制的主电路相同。......
2025-09-29
图8-36 使用同步阀的双缸驱动辊压下控制系统1、2—电磁换向阀 3、4—电磁阀 5—液控单向阀 6—同步阀2.使用调速阀的双缸驱动辊压下控制系统使用调速阀的双缸驱动辊压下控制系统如图8-37所示。抬起驱动辊或维持驱动辊抬起状态,需电磁换向阀6、7和液控单向阀组5配合使用。图8-37 使用调速阀的双缸驱动辊压下控制系统......
2025-09-29

图8-21 板坯连铸结晶器水口结构图8-22 结晶器宽面压紧力调整宽面压紧力调整液压控制回路 结晶器宽面压紧力调整液压控制回路如图8-23所示。图8-23 结晶器宽面压紧力调整液压控制回路1、2—电磁减压阀 3、4—电磁阀 5—减压阀在线调宽时,电磁阀4断电关闭回油,电磁阀3处于右侧工位,液压油通过电磁阀3经过电磁减压阀1、2分别进入上部和下部夹紧液压缸。为了确保正常生产过程中结晶器锁紧,顶升液压缸需始终泄压。......
2025-09-29

图8-9 大包加盖装置结构图2.大包包盖液压控制原理大包加盖及液压缸驱动旋转原理如图8-10所示。包盖升降使用电磁换向阀1控制,使用双单向节流阀3实现回油节流调速,控制和调节液压缸动作速度。平衡阀2的另外一个功能就是在软管发生爆裂时,阀芯及时关闭油路,使包盖停止动作,以防止包盖失控。......
2025-09-29

C650型卧式车床具有床身较长、溜板箱可快速移动且采用点动控制、调速范围可达40以上、主电动机选用普通笼型异步电动机、其功率为30kW等优点。卧式车床一般都是采用机械方法来实现的,而C650型卧式车床则通过主电动机的正、反转来实现主轴的正、反转控制。......
2025-09-29
相关推荐