如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29
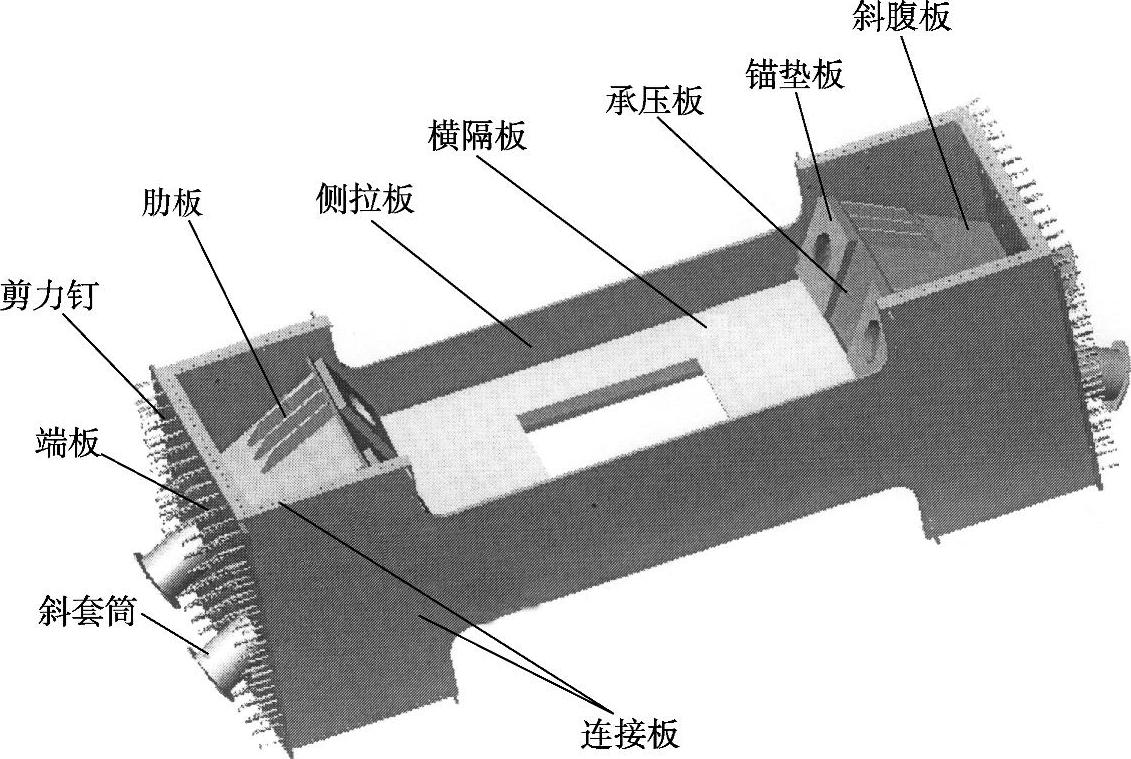
图10-3 斜拉桥索塔钢锚箱典型节段示意图
下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板(在其上面焊接栓钉)、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。斜腹板为直接传递索力的结构,根据索力的大小,厚度一般为30~45mm;端板和侧拉板厚度为30~40mm;每个节段侧拉板之间设置一道横隔板,其主要作用是加大侧拉板的刚度,并兼作斜拉索施工时的工作平台。钢锚箱与混凝土塔之间靠栓钉联接,钢锚箱节段之间可采用高强度螺栓联接。
通过焊接工艺评定试验,确定了主要焊缝的焊接方法、焊接材料和坡口形式以及焊接参数。主要焊缝的焊接方法及焊接材料见表10-1,主要焊缝的坡口形式及尺寸见表10-2,焊接参数见表10-3。
表10-1 主要焊缝的焊接方法及焊接材料 (单位:mm)
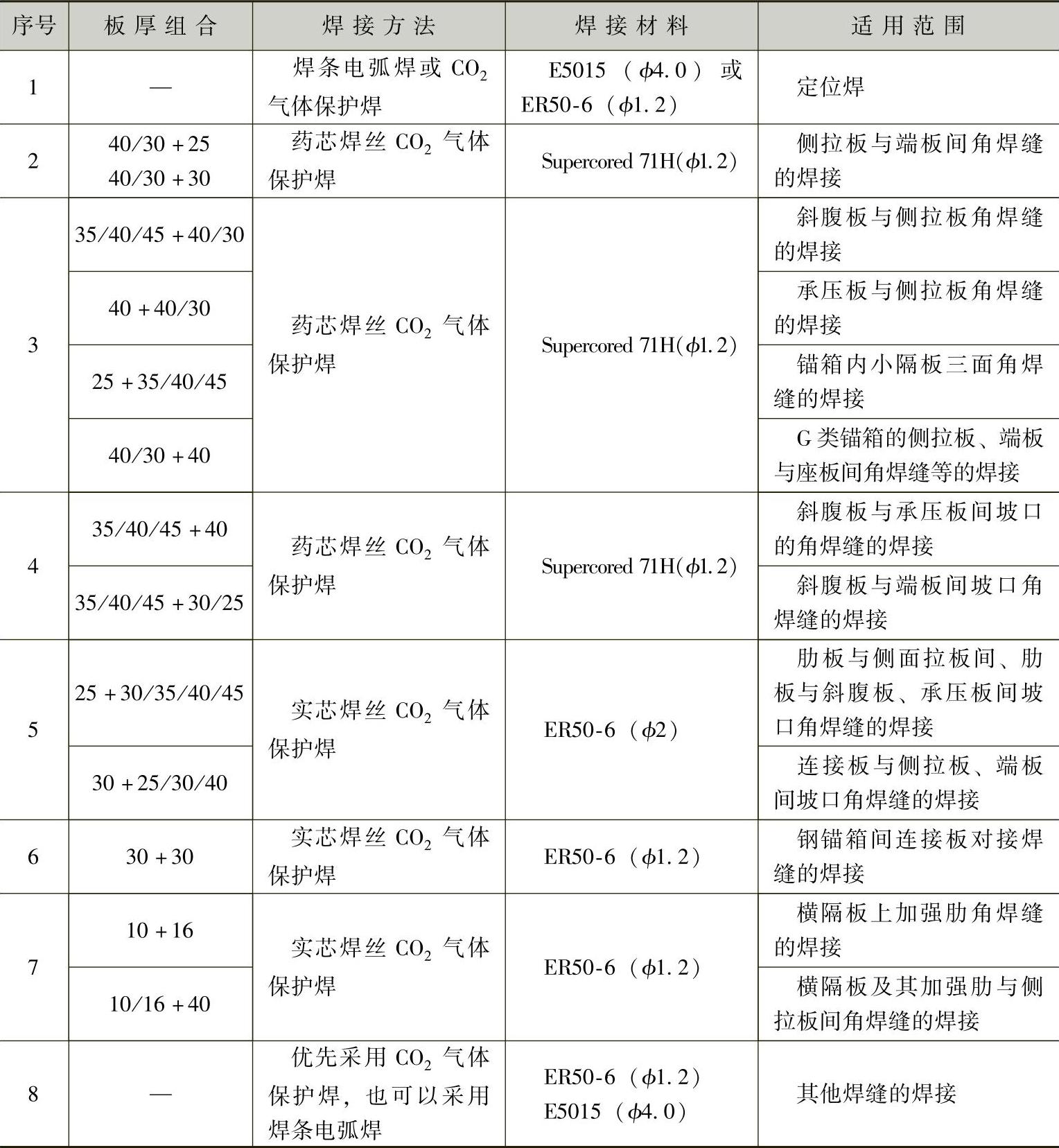
表10-2 主要焊缝的坡口形式和尺寸 (单位:mm)
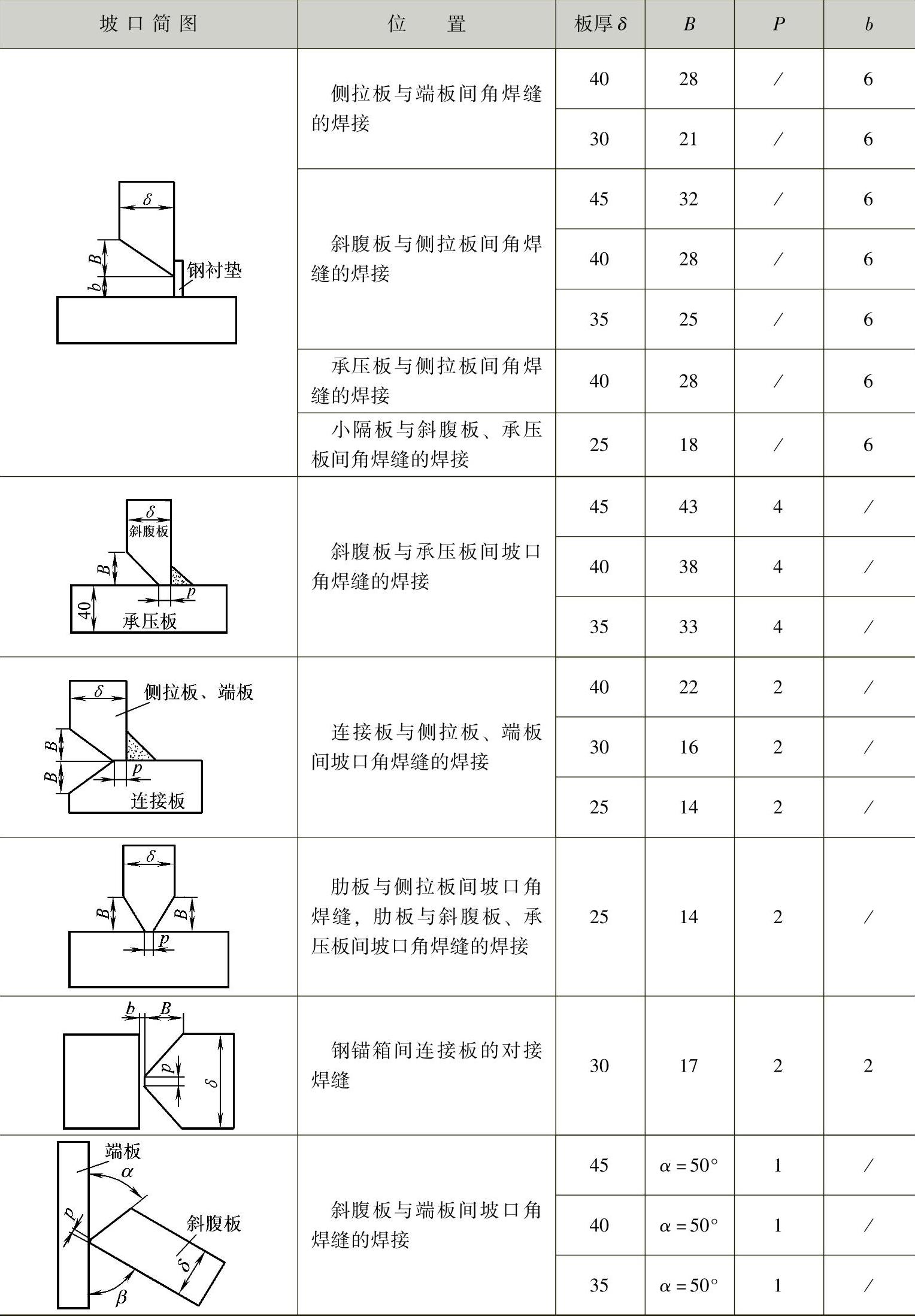
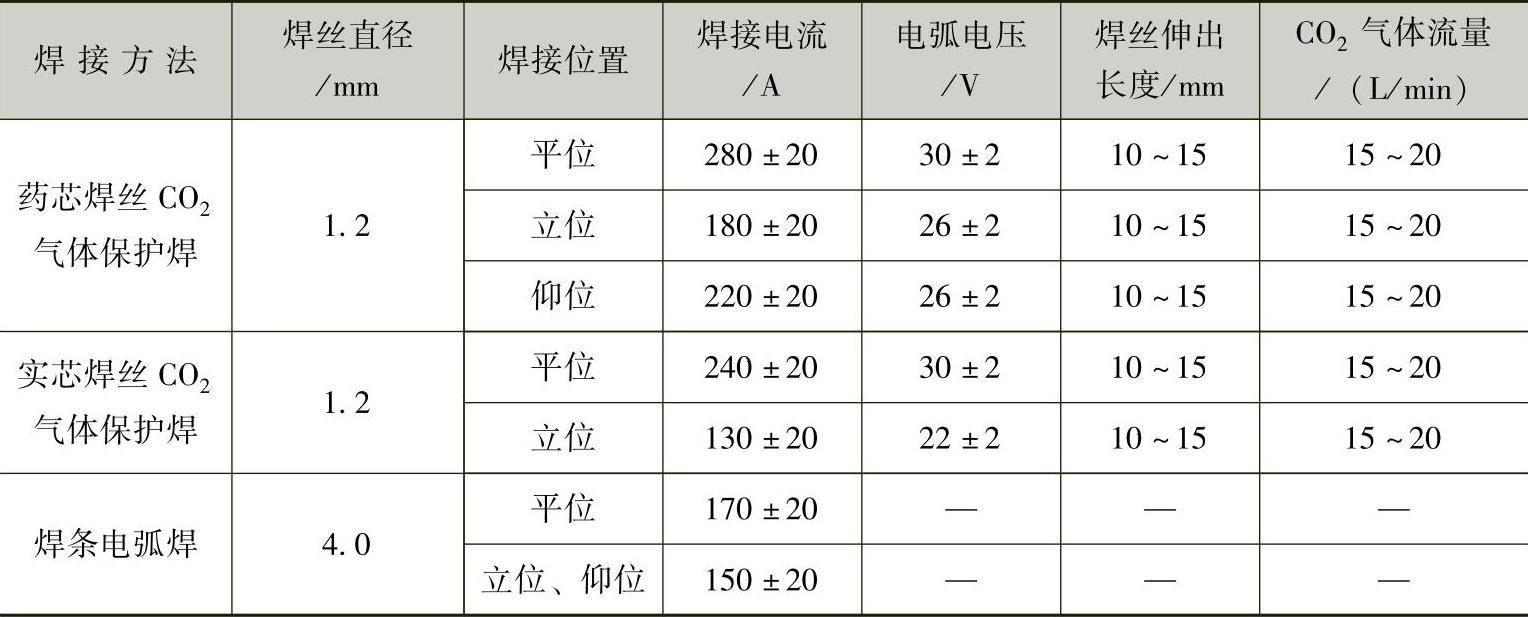
表10-3 焊接参数
索塔钢锚箱结构复杂,按照分步装配焊接的顺序进行焊接,首先将钢锚箱分为锚箱单元、横隔板单元、端板单元、斜套筒,先进行各单元的组装焊接。
1.锚箱单元的焊接顺序(图10-4)
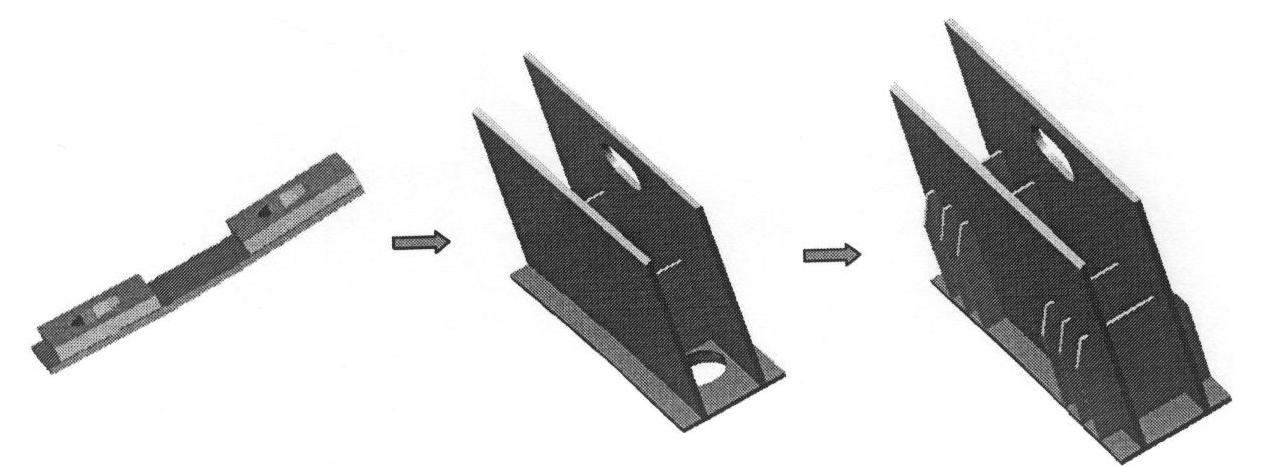
图10-4 锚箱单元的焊接顺序
锚箱单元的焊接顺序(见图10-4)如下:(https://www.chuimin.cn)
1)在承压板上组装锚垫板,焊接其角焊缝。
2)在承压板上组装中间两块小隔板和两侧斜腹板,焊接小隔板三面坡口的角焊缝,以及斜腹板与承压板间内侧的角焊缝。
3)组焊锚箱内另外两块小隔板。
4)焊接斜腹板与承压板间外侧坡口的角焊缝。
5)组焊锚箱外侧肋板坡口的角焊缝。
2.横隔板单元的焊接顺序
1)对称焊接隔板上肋板间立焊的角焊缝。
2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。
3.在端板上焊接剪力钉
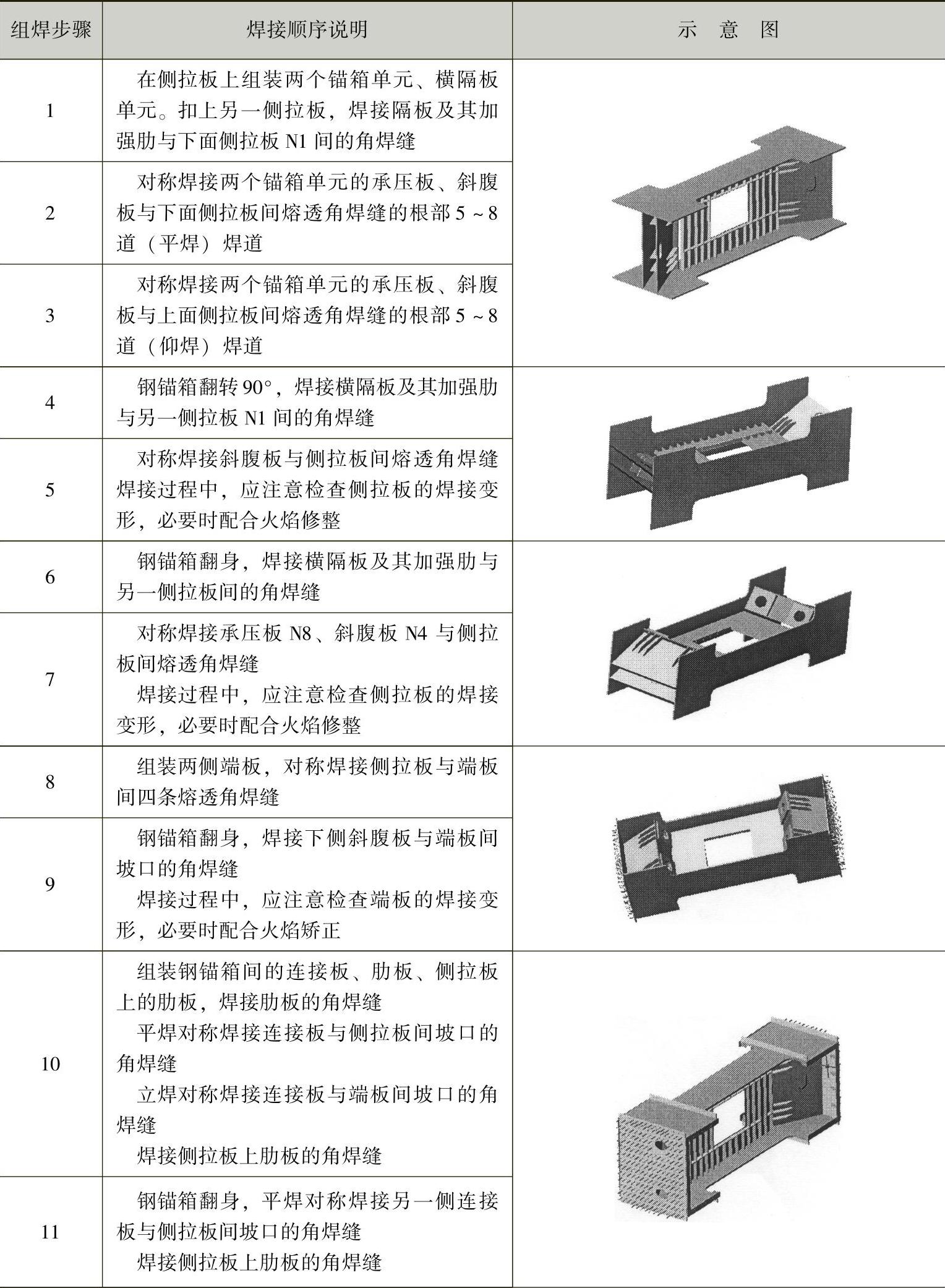
4.钢锚箱整体组焊顺序(见表10-4)
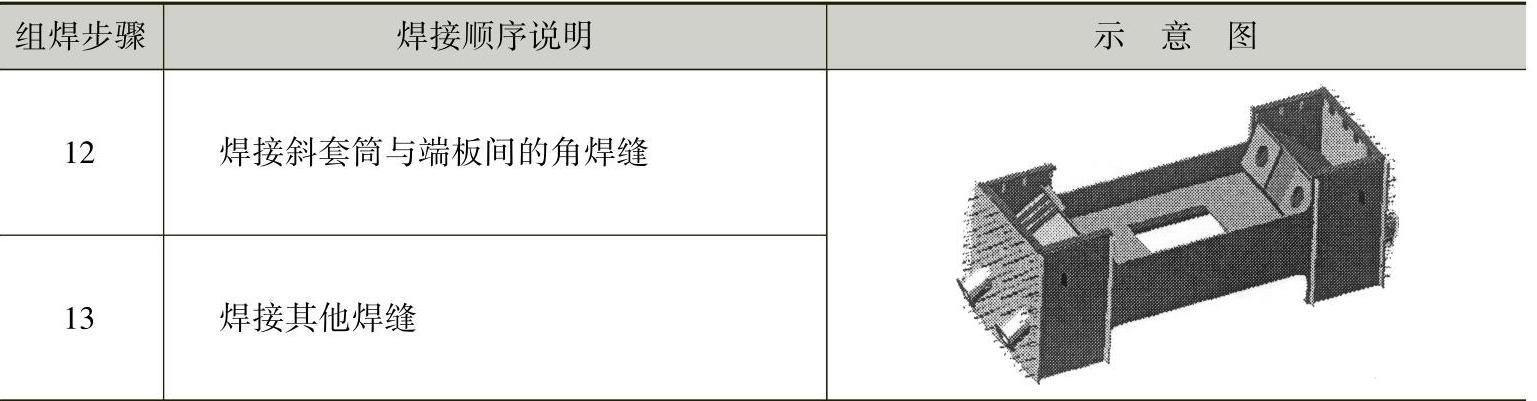
表10-4 钢锚箱整体组焊顺序
(续)
相关文章

如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29

在焊接结构生产中,装配-焊接就是通过采用定位器、定位焊或压夹装置将需要连接的零件,按照图样要求连成部件或整体结构,然后再进行焊接的过程。随着焊接结构不断向高度机械化和自动化方向发展,对装配的质量要求越来越高。为了使整个结构焊接后达到质量标准,在制定装配工艺时,必须注明结构的特殊技术要求和公差尺寸,并在生产中严格遵守公差标准。定位焊时不得在非焊接部位随意引弧,重要结构件上不得随意焊接临时构件。......
2025-09-29

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2025-09-29

低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2025-09-29

相关推荐