焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29
1.不合格焊缝
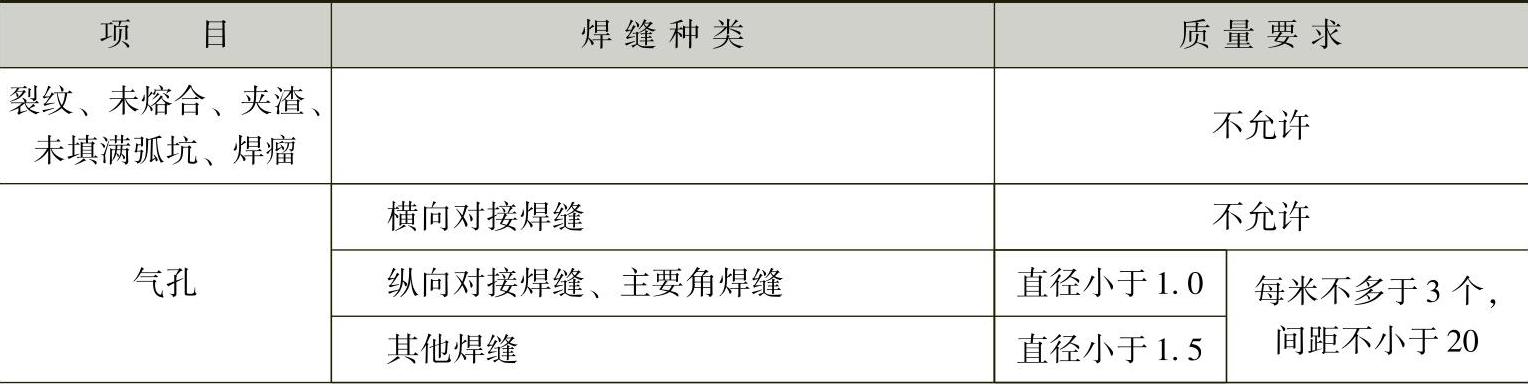
(1)由于焊接缺陷造成的不合格焊缝 焊接缺欠和焊接缺陷是两个不同的概念,焊接缺欠是在焊接接头中的不连续性、不均匀性以及其他不健全等的欠缺。焊接缺陷是不符合焊接产品使用性能要求的焊接缺欠。也就是说,焊接缺陷是焊接缺欠中不可接受的那些缺欠,该缺欠必须通过修补才能使用,否则不能被接受。存在焊接缺陷的焊缝为不合格焊缝,按TB 10212—2009《铁路钢桥制造规范》规定,焊接缺陷的质量要求见表8-18。
表8-18 焊接缺陷的质量要求(摘自TB 10212—2009) (单位:mm)
(续)
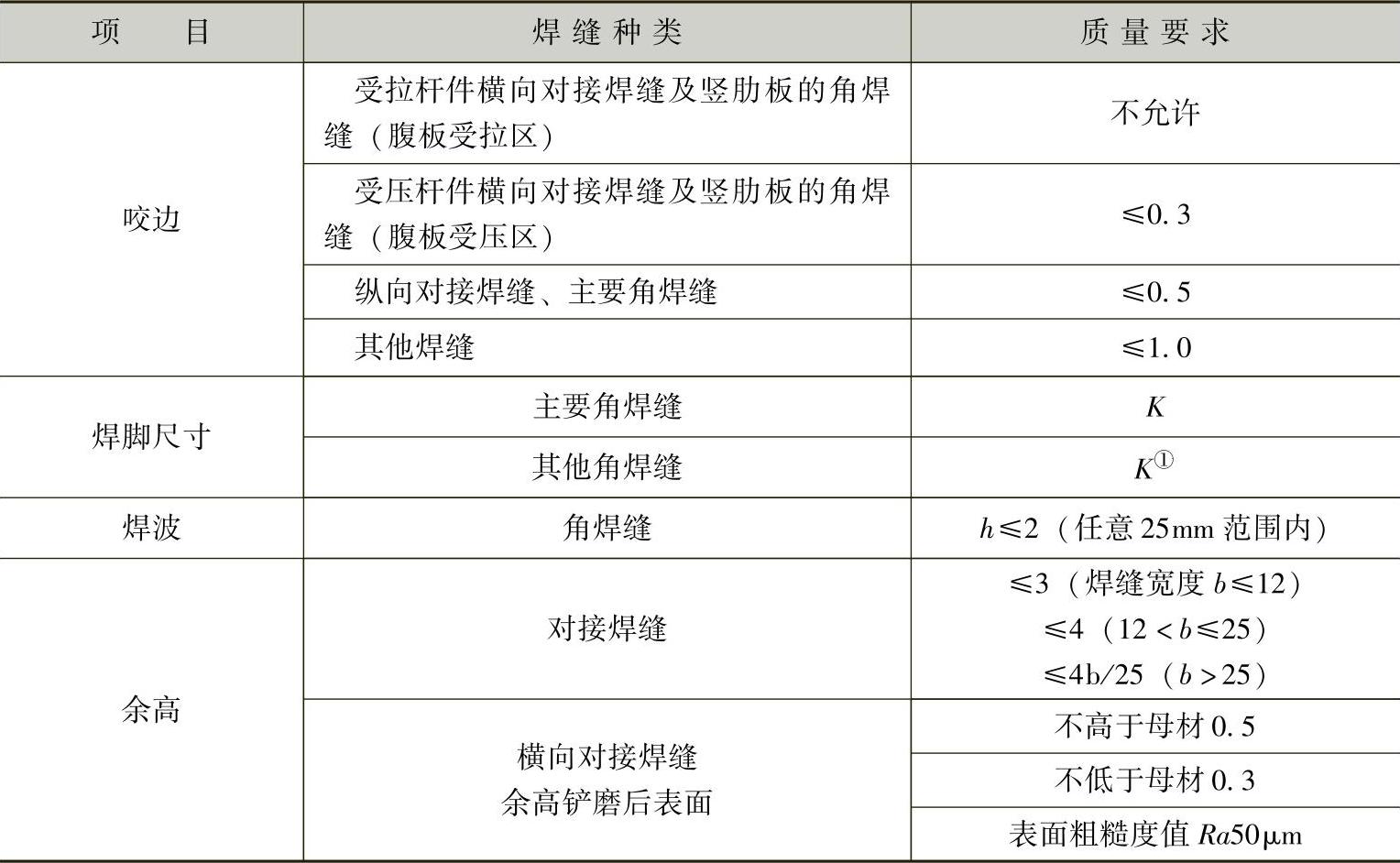
①手工焊缝全长的10%允许的K值。
(2)由于焊缝力学性能造成的不合格焊缝 为了检验产品焊接接头的力学性能,在重要焊缝焊接的同时一起焊接产品检验试板,通过对试板上焊缝进行力学性能试验来达到对产品接头力学性能检验的目的。以TB 10212—2009对产品焊接检验试板的规定为例,受拉横向对接焊缝按规定数量做焊接产品试板,见表8-19,焊缝经无损检测后进行接头拉伸、侧弯和焊缝金属低温冲击试验,试样数量和试验结果应符合焊接工艺评定的有关规定,如果力学性能没有达到规定要求,可在原试板上重新取样再试验,如试验结果仍不合格,则说明该焊接产品试板不合格,也就是试板所代表的所有焊缝不合格。(https://www.chuimin.cn)
表8-19 焊接产品试板数量(摘自TB 10212—2009)

2.不合格焊缝的处理
1)对裂纹、未熔合、夹渣、焊瘤、气孔缺陷应进行气刨清除,打磨干净后进行返修焊,返修焊后将焊缝修磨匀顺。
2)未填满弧坑、焊脚尺寸偏小、焊缝内凹、深度大于1mm的咬边缺陷应采用焊条电弧焊进行返修焊,返修焊后将焊缝修磨匀顺。
3)对焊脚尺寸偏大、焊波、余高过大及深度小于1mm的咬边应进行修磨,使焊缝均匀过渡。
4)对力学性能不合格的焊缝应先查明原因,然后对该试板代表的焊缝进行处理。
相关文章

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2025-09-29

如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29

在药店的顶岗实习中,我深入了解了药品管理、顾客服务及医药知识的应用,提升了自己的专业技能和沟通能力,积累了宝贵的实践经验,为未来的职业发展奠定基础。......
2025-04-09


相关推荐