
预先检验是在加工之前,对原材料、焊接材料、涂装材料的检验,以及对外购部件的检验。专检就是由质量检验部门派出的专职检验人员进行的检查。......
2025-09-29
在焊接结构生产中,装配-焊接就是通过采用定位器、定位焊或压夹装置(如螺栓联接、楔形铁、马板等)将需要连接的零件,按照图样要求连成部件或整体结构,然后再进行焊接的过程。
装配是焊接金属结构中的重要工序,装配质量的好坏直接影响到焊接工艺和产品质量,如果装配-焊接顺序不当,就会使得焊接质量和焊接效率大大降低;如果装配间隙的大小不均匀,会影响埋弧焊过程的稳定,也会由于焊缝金属填充量的不同引起焊接应力不均匀,从而导致意外的收缩变形;如果装配尺寸不当或预留的焊接收缩量小,会导致结构尺寸不符合技术要求等。
随着焊接结构不断向高度机械化和自动化方向发展,对装配的质量要求越来越高。为了提高装配工作的质量和生产率,首先从提高零件的加工精度入手,保证待组装部件的尺寸精度。其次是加强生产管理工作,制定合理的装配工艺,严格工序间的检查制度与零件、部件的工序间传递、交接工作等。装配工作中应该注意以下几个问题:
1.机械加工放在最后工序
许多焊接结构中的一些零件是需要机械加工并与其他构件精密配合的,如轨道连接面、螺栓联接的栓孔等,为了保证这些零件的精确度,可靠的方法是先完成所有的装配及焊接工作,甚至是在构件经过退火消除内应力后再进行机加工,这样的工艺过程可得到较高精确度和尺寸的稳定性,但是这种装配工艺过程的生产成本高,一般需要大型机床加工设备才能够实现。当对构件中加工零件的精度要求不太高时,可采用带有定位装置的装焊胎卡具,并选择正确的定位基准、装配过程和焊接工艺来完成。这时,为了保证加工零件的尺寸公差,除了应采用一个精确的、刚度大的胎卡具加以定位外,同时在装配过程中,应首先完成构件其他部分的装配-焊接工作,最后再装焊加工零件,以避免焊接其他部分引起的焊接变形。
下面以磁悬浮轨道梁为例进行说明,磁悬浮轨道梁由顶面滑板N1腹板N2、侧面导向板N3、定子组固定钢梁N4、隔板N5、水平肋板N6组成,长度约3m,其断面图如图10-1所示。
由于对磁悬浮轨道梁的尺寸精度要求非常高,整个梁体组焊完成后需要整体进行机加工,首先对定子组固定钢梁(N4)进行粗加工,然后按照图10-2所示顺序进行组装、焊接,其组装步骤如下:
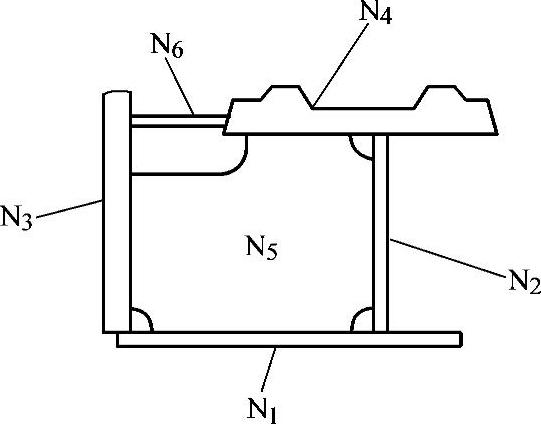
图10-1 磁悬浮轨道梁断面图
N1—顶面滑板 N2—腹板 N3—侧面导向板 N4—定子组固定钢梁 N5—隔板 N6—水平肋板

图10-2 磁悬浮轨道梁的组焊顺序
N1~N6部件名称(参见图10-1)
1)顶面滑板(N1)、隔板(N5)、腹板(N2)、定子组固定钢梁(N4)组成槽形后,焊接隔板的三面角焊缝,平位施焊。
2)焊接顶面滑板(N1)、腹板(N2)、定子组固定钢梁(N4)间箱形内侧主角焊缝,同向施焊,平位施焊。
3)组装侧面导向板(N3),焊接N3与顶面滑板(N1)间箱形内侧的主角焊缝,焊接隔板(N5)与N3间的角焊缝,平位焊接。(https://www.chuimin.cn)
4)组焊水平肋板(N6)。
5)焊接箱形外侧的主角焊缝。
完成磁悬浮轨道梁的组焊后,对梁体进行热处理,以消除焊接应力,然后对梁体尺寸进行精密加工。
2.装配零件一般以其外缘(包括孔的边缘)为依据
焊缝的装配间隙、零件的定位、零件间垂直度、平行度的测量与装配都是以零件外缘为依据,因此零件外缘的精确程度会直接影响装配质量,粗糙或不精确的零件外缘,例如,手工气割的零件外缘、轧制钢材的内缘(如角钢、型钢、工字钢、槽钢的翼缘板内缘、曲线部分等)都不宜于做装配定位的基准面。
3.正确掌握公差标准
构件的装配定位质量对焊接影响很大,也会严重影响整个产品质量。为了使整个结构焊接后达到质量标准,在制定装配工艺时,必须注明结构的特殊技术要求和公差尺寸,并在生产中严格遵守公差标准。
4.装配后构件的尺寸应在需要的公差范围内
当构件是由几个零件组装时,若这些零件都是正公差,组装成的结构尺寸应在最大公差值之内;当这些零件都是负公差时,组装成的结构尺寸应在最小公差值以上。这样,凡是尺寸在零件公差范围之内的零件,组装成的构件尺寸就不会超出公差范围,否则这些零件就没有互换性,只能采用选择配合才能够满足使用要求,这对于大批量生产是非常重要的。
5.严格清除待焊接区域的油、锈等污物
相互接触的零件表面和焊接坡口两侧各30~50mm范围内的油、锈等污物,在组装前必须清除掉,以保证焊接质量。同时也要求组装好的构件在规定时间内进行焊接,如果放置时间过长,会造成待焊接区域产生铁锈或被污染。
6.对定位焊缝应严格要求
定位焊的焊接材料(焊条或焊丝)应按照规定使用,焊条应按规定烘干后使用,并按照规定的焊脚尺寸、长度和间距进行定位焊,保证定位焊缝质量。定位焊时不得在非焊接部位随意引弧,重要结构件上不得随意焊接临时构件。
7.巧妙使用胎卡具
为了提高装配工作质量和提高工作效率,尽可能采用装配胎卡具,这可以大大提高装配效率,并保证组装尺寸的精确度。
相关文章

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29

扶手装置也称护栏或栏杆,设在自动扶梯两侧,是对乘客起安全防护作用,便于乘客站立时扶握的部件。此外,扶手装置也是自动扶梯最主要的装饰构造物,有如扶梯的“外貌”。扶手装置基本结构如图6-0-1所示,主要由护壁板、围裙板、内盖板、外盖板、外装饰板等构成。......
2025-09-29
(一)手工焊考试项目表示方法①—②—③—④/⑤—⑥—⑦其中:①焊接方法代号,见表9-9。耐腐蚀堆焊代号加:。有色金属材料按相应标准规定的代号。异种钢号用X/X表示。以上某项在考试中如不出现时,应不填写。③焊接工艺要素代号,见表9-13,存在两种以上要素时,用“/”分开。(三)项目代号应用示例1.SMAW—FeⅡ—1G—12—F3J表示为:12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条焊条电弧焊焊接,试件全焊透。......
2025-09-29

焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。表8-7 焊接工艺评定的次要因素(续)注:符号“√”表示对该焊接方法为次要参数。④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。......
2025-09-29

如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29
重载型自动扶梯相对于普通自动扶梯和公共交通型自动扶梯,在动力、强度、安全和寿命等几方面都需要进行重载设计。重载型自动扶梯则以100%制动载荷作为额定载荷计算电动机功率,允许自动扶梯以制动载荷连续运行。重载型自动扶梯的载荷条件设定 每3h中1h以100%制动载荷运行,其余2h,一般设定为制动载荷的60%。......
2025-09-29

相关推荐