在测量实习中,我深入了解了测量设备的使用与数据处理,增强了理论知识与实践技能的结合,提升了团队合作与问题解决能力,对未来职业发展有重要启示。......
2025-04-09
焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。
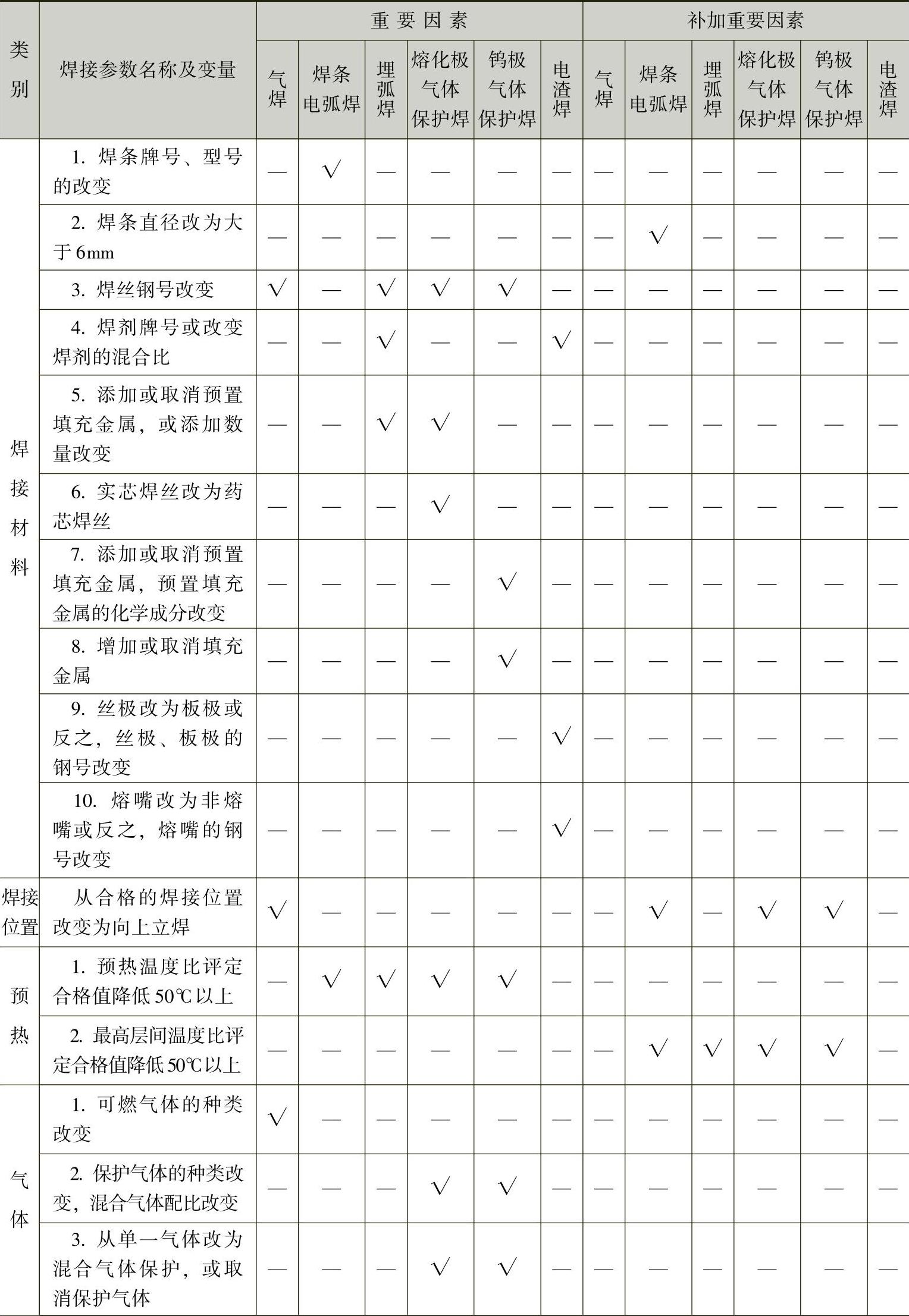
在焊接工艺评定时,将焊接工艺因素分为重要因素、补加重要因素和次要因素。气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极惰性气体保护焊、等离子弧焊和电渣焊焊接工艺评定的重要因素、补加重要因素和次要因素分别见表8-6和表8-7。当任何一项重要因素变更时,都需要重新进行评定试验;当增加或变更任何一项补加重要因素时,则可按照增加或变更的补加因素增加冲击韧度试件进行试验;当增加或变更次要因素时,不必重新评定焊接工艺,而需要重新编制焊接工艺规程。
凡属下列情况之一者,需要重新进行焊接工艺评定:
1)改变焊接方法,需重新评定。
2)改变焊接材料或施焊单位首次焊接的钢种,需重新评定。为减少焊接工艺评定的数量,将母材按其化学成分、力学性能和焊接性能进行分类与分组,见表8-8。
表8-6 焊接工艺评定的重要因素和补加重要因素
(续)

注:符号“√”表示对该焊接方法为重要参数、补加重要参数。
表8-7 焊接工艺评定的次要因素

(续)
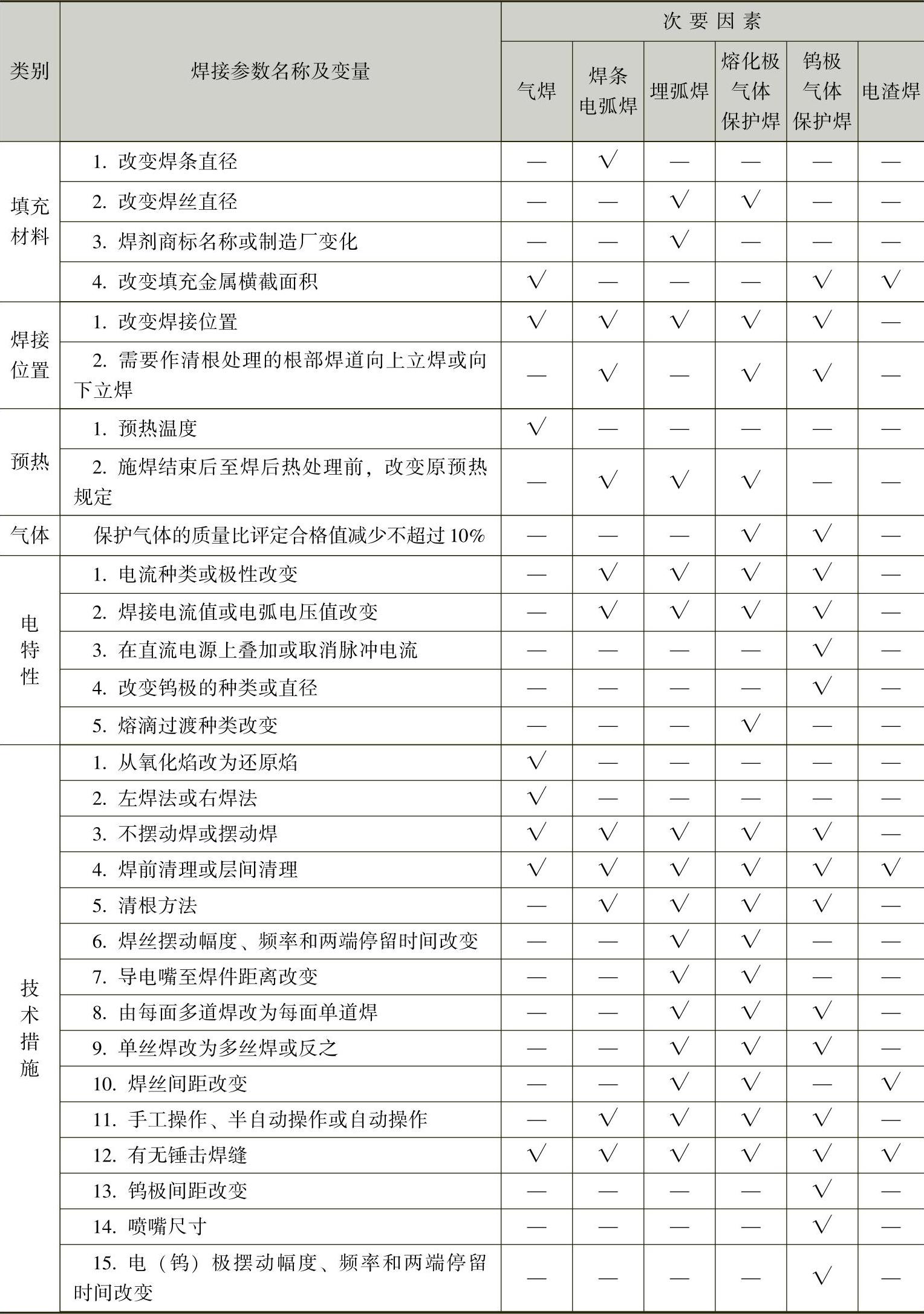
注:符号“√”表示对该焊接方法为次要参数。
表8-8 钢材的分类与分组
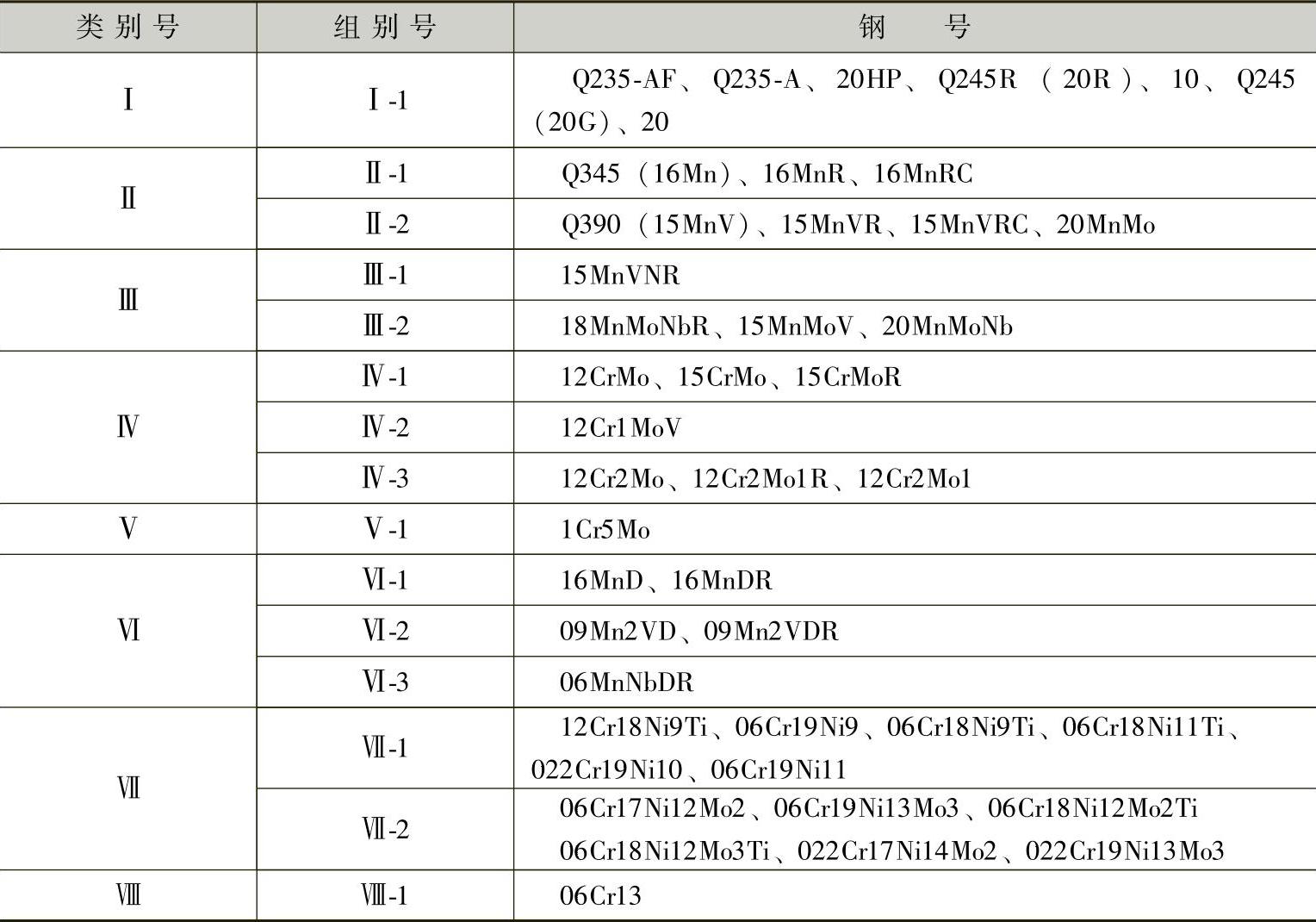
①凡一种母材评定合格的焊接工艺,可用于同组别所包含的其他母材。
②组别号为Ⅵ-1母材的评定适用于Ⅱ-1的母材。(https://www.chuimin.cn)
③高组别号母材的评定适用于同组别号母材与低组别号母材组成的焊接接头。
④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。除此之外的不同类别号的母材所组成的焊接接头,即使母材各自都已经评定合格,仍然需要重新评定。
3)若改变焊后热处理类别,则需重新评定。钢种分为不热处理、退火、回火、正火、正火加回火、淬火加回火等。试件的焊后热处理与焊件在制造时的焊后热处理基本相同。在消除应力热处理的温度下,允许试件的保温时间等于焊件制造时累计保温时间的80%。
4)对接焊缝评定合格的焊接工艺,适用于焊件的母材厚度和焊缝金属厚度的有效范围,见表8-9。超出适用有效范围的需要重新评定。
表8-9 焊接工艺评定板厚的有效适用范围 (单位:mm)

5)对各种方法的耐腐蚀层堆焊,凡下列情况之一者,均需要进行重新焊接工艺评定。
①改变或增加焊接方法。
②基体钢材类别号为Ⅳ时,改变组别号。
③改变基体钢材类别号。
④除了横焊、立焊或仰焊位置的评定适用于平焊位置外,改变评定合格的焊接位置。
⑤预热温度比评定范围下限低50℃以上,或层间温度超过评定范围的最大值。
⑥改变焊后热处理类别。
⑦焊后热处理温度下的总保温时间比评定最长保温时间延长25%或更多。
⑧多层焊变为单层堆焊或相反。
⑨变更堆焊电流种类或极性。
⑩对于焊条电弧焊,除了上述九项外,变更焊条牌号、堆焊首层时变更焊条直径或施焊焊接电流比评定范围上限值增大10%以上时,也需要重新评定。
(11)对于埋弧焊、MIG焊、TIG焊,除了上述九项外,变更焊丝(或焊带)钢号、焊剂牌号或焊剂混合比,改变同一熔池焊丝数量,添加或取消附加填充金属,增加或取消焊丝摆动,改变焊丝或附加填充金属的横截面积超过10%,改变焊接热输入或单位长度焊道内熔敷金属体积比评定上限值大10%以上者,均需要重新进行焊接工艺评定。
相关文章

在测量实习中,我深入了解了测量设备的使用与数据处理,增强了理论知识与实践技能的结合,提升了团队合作与问题解决能力,对未来职业发展有重要启示。......
2025-04-09

如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29

在金工实习中,我深刻体会到动手实践的重要性,掌握了专业技能,同时也增强了团队合作意识,锻炼了解决实际问题的能力,为未来的学习与工作打下基础。......
2025-04-09




相关推荐