
焊缝金属的熔深浅 这是镍及镍合金的固有特性,同样也不能用增大焊接电流来增加熔深。镍200板材对接平焊的焊接参数见表7-6。......
2025-09-29
1)焊工和无损检测人员必须通过考试并取得资格证书,且只能从事资格证书中认定范围内的工作。
2)焊接工艺必须根据焊接工艺评定试验报告编制,施焊时应严格执行焊接工艺的有关规定。
3)焊接前必须彻底清除待焊区域内的有害物,焊接时严禁在母材的非焊接部位引弧,焊接后应清理焊缝表面的焊渣及两侧的飞溅。
4)需要焊前预热的焊缝应按规定进行预热后焊接,预热范围一般为焊缝两侧100mm以上,距焊缝30~50mm范围内测温。
5)定位焊缝不得有裂纹、夹渣、焊瘤等缺陷,对于开裂的定位焊缝,必须先查明原因,然后再清除开裂的焊缝,并在保证杆件尺寸正确的条件下补充定位焊。
6)多层焊宜连续施焊,注意控制层间温度,每一层焊完需清除药皮、焊渣、焊瘤及其他缺陷后,再焊下一层。
7)埋弧焊必须在距设计焊缝端部80mm以外的引弧板上引弧、引出板上收弧。
8)埋弧焊缝焊接过程中不应断弧,如有断弧则必须将停弧处刨成1∶5的斜坡,并搭接50mm再引弧施焊,焊后将搭接处修磨匀顺。
9)所有焊缝必须在全长范围内进行外观检查,不得有裂纹、未熔合、夹渣、未填满弧坑和焊瘤等缺陷,并应符合表8-18的规定。
10)经外观检查合格的焊缝方能进行无损检测,无损检测应在焊接24h后进行。
11)箱形杆件棱角焊缝的无损检测最小有效厚度深度为2δ(δ为水平板厚度,以mm计)。
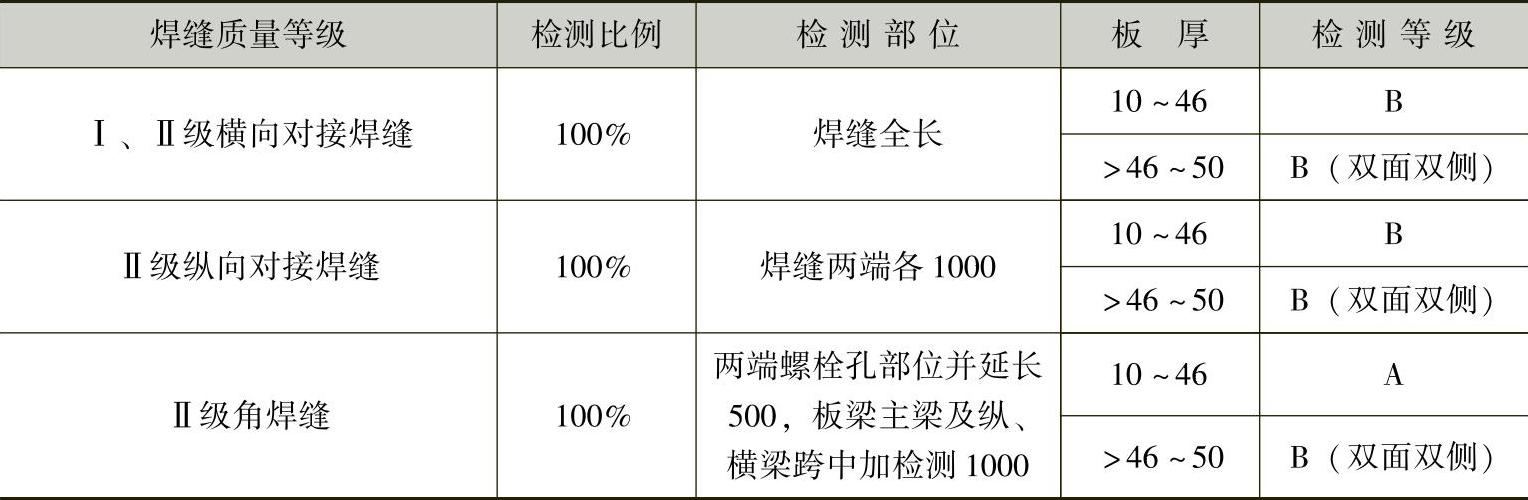
12)焊缝超声波检测内部质量分级应符合表8-22的规定,其他技术要求应按GB/T 11345—2013《焊缝无损检测 超声检测技术、检测等级及评定》执行,焊缝超声波检测范围和检验等级应符合表8-23的规定。(https://www.chuimin.cn)
表8-22 焊缝超声波检测内部质量等级

表8-23 焊缝超声波检测范围和检验等级 (单位:mm)
13)主要杆件受拉横向对接焊缝应按接头数量的10%(且不得少于一个接头)进行射线检测。检测范围为焊缝两端各250~300mm,焊缝长度大于1200mm时,中部加检测250~300mm。
14)焊缝的射线检测应符合GB/T 3323—2005《金属熔化焊焊接接头的射线照相》的规定,射线照相质量等级为B级,焊缝内部质量不低于Ⅱ级。
15)进行局部超声波检测的焊缝,当发现裂纹或较多其他缺陷时,应扩大该条焊缝的检测范围,必要时可延长至全长。进行射线检测的焊缝,当发现超标缺陷时应加倍检测。
16)用射线和超声波两种方法检测的焊缝,必须达到各自的质量要求,该焊缝方可认为合格。
17)有的焊缝需要进行磁粉检测时,应符合JB/T 6061—2007《无损检测 焊缝磁粉检测》的规定,焊缝质量不低于Ⅱ级。
18)受拉横向对接焊缝按表8-19规定数量做焊接产品试板,焊缝经检测后进行接头拉伸、侧弯和焊缝金属低温冲击试验,试样数量和试验结果应符合焊接工艺评定的有关规定。
相关文章

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2025-09-29

试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2025-09-29

低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2025-09-29

钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2025-09-29

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2025-09-29


相关推荐