(三)T形接头的静载强度计算1.载荷平行于T形接头焊缝的强度计算这类T形接头在焊接时有两种坡口形式,其一是开I形坡口时,计算公式为:其二是开坡口并熔透,强度应按对接接头计算,焊缝金属横截面积A=δh,由于焊缝最上端是产生最大应力的危险点,在这点将同时有两个切应力作用,一个是由F力引起的τF,另一个是由M=FL引起的τM。......
2025-09-29
任何采用焊接方法制造的锅炉、压力容器产品均要涉及焊接材料定额的计算和预估。在实际制造过程中,总是不可避免地存在焊接材料工艺定额与实际使用之间的偏差,如何使得这一偏差值降到最低,需要每一个焊接工程师在工作中不断探索。
焊接材料定额理论计算的基本公式如下:
G1=G2×S1
G2=V熔×g
G焊剂=G焊丝×S2 (10-1)
式中 G1——某焊接方法的理论焊接材料消耗定额;
G2——熔敷金属重量;
S1——该焊接方法的损耗系数,见表10-15;
V熔——熔敷金属体积;
g——金属的密度系数;
G焊剂——埋弧焊剂理论消耗定额;
G焊丝——埋弧焊丝理论消耗定额;
S2——焊剂损耗系数,取值范围通常在1.0~1.5之间。
表10-15 不同焊接方法的焊接材料定额损耗系数推荐

根据以上计算公式,焊接材料定额计算工作似乎不难。实则不然,如果要得到一个相对精确的焊接材料定额值,其难度确实相当大。从微观来分析,前面所述的焊接方法损耗系数不是一个唯一不变的定值,它与焊工操作习惯、实际坡口加工尺寸以及装配后间隙、原材料实际壁厚或圆周尺寸、焊缝余高等均有着密不可分的联系,是一个随时变化的数据;埋弧焊剂损耗系数也会随着焊接设备、焊剂回收状况、焊接参数变化而改变。但是,从宏观上看,相对于一个稳定的企业而言,也就是指焊工队伍比较稳定、焊接设备相对稳定、坡口加工方式稳定、装配习惯较稳定等情况下,其损耗系数就会相对处于某一个稳定值。这就需要焊接工程师通过大量的基础数据统计和分析,才能得出适合该企业使用的损耗系数。当然,这一系数也不是一成不变的,随着企业实际情况的变化,需要不断地进行调整和修正。(https://www.chuimin.cn)
以压力容器壳体最常用的一条纵缝进行举例说明。通常纵缝的坡口形式示意图如图10-4所示。
根据此坡口形式,可以利用平面几何、三角公式计算焊缝长度为1m的碳钢纵缝采用埋弧焊时,其埋弧焊焊丝理论消耗。其重量的计算公式如下,同时为方便计算,焊缝余高的宽度和高度分别用坡口的上表面宽度和焊缝的余高表示:
G焊丝重量=S1×7.8×10-3×[bδ+δ(δtan(β/2))+c(b+2δtan(β/2))] (10-2)
式中 S1——表示埋弧焊焊丝的损耗系数;
b、δ、β——如图10-4所示;
c——余高。
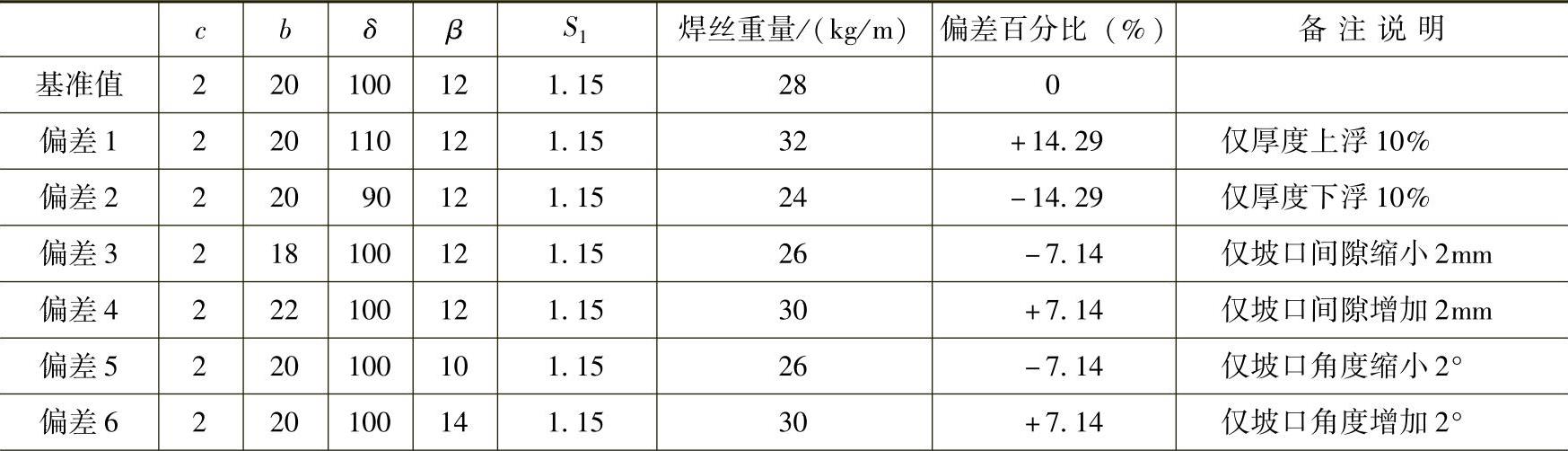
以上公式共存在4个变量,即S1、b、δ、β。在计算焊接材料定额时,图样只给出一个理想的要求范围值,实际生产过程中,每一个变量都在发生变化,可能在设计允许范围值的最大、最小或介于两者之间,甚至偶尔出现超差情况。每一种情况实际的焊接材料消耗都不相同,可以通过一张表格更直观地看到这种差异。以长度为1m的壳体纵缝为例,其名义壁厚为100mm(采购允许公差为±10%),坡口间隙为(20±2)mm,坡口角度为12°±2°,余高为(2±2)mm,在不同制造偏差的情况下可能导致焊接材料消耗定额计算的偏差情况见表10-16。
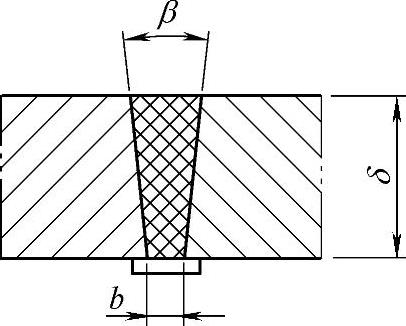
图10-4 纵缝坡口形式示意图
表10-16 不同制造偏差引起的焊接材料消耗定额计算值的变化
(续)
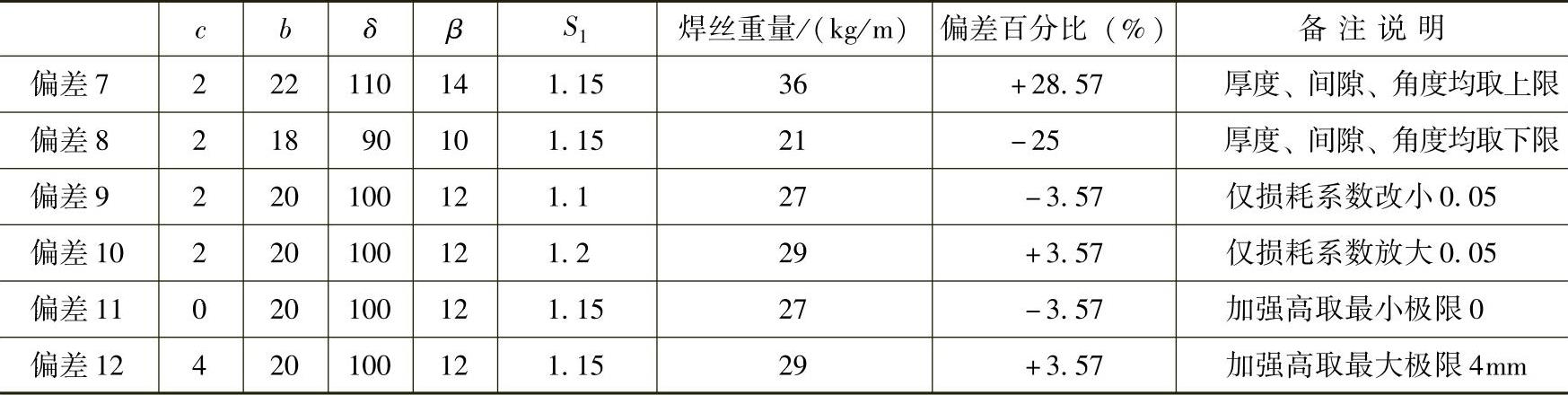
因此,在进行焊接材料采购前预估时,应考虑各种最大偏差值并适当考虑加估少量返修定额;在工艺定额编制时,以基准值进行计算并下发定额;实际制造时,应实时了解工程的实际偏差情况,必要时补发甚至根据实际情况紧急采购焊接材料。焊接材料定额卡样表设计见表10-17。
相关文章

(三)T形接头的静载强度计算1.载荷平行于T形接头焊缝的强度计算这类T形接头在焊接时有两种坡口形式,其一是开I形坡口时,计算公式为:其二是开坡口并熔透,强度应按对接接头计算,焊缝金属横截面积A=δh,由于焊缝最上端是产生最大应力的危险点,在这点将同时有两个切应力作用,一个是由F力引起的τF,另一个是由M=FL引起的τM。......
2025-09-29
在平衡状态下,小孔表面任一点处有Fv+Fh+Fl=Fg+Fσ 激光焊时,与Fσ和Fv相比,Fg和Fl相对来说较小,可以忽略。焊接速度不高时,Fh也可忽略不计。因此,稳定匙孔的压力平衡条件方程简化为Fv≈Fσ 匙孔的出现大大改变了激光与物质的相互作用过程,即材料对激光的吸收大大增强。由于匙孔效应,当光束进入匙孔后,匙孔相当于一个吸光的黑体,使对激光能量的吸收率大大增加。......
2025-09-29

如GB/T 19867.1—2005《电弧焊焊接工艺规程》规定了焊接工艺规程的技术内容及焊接工艺规程应当包含执行操作的必要信息。如果对焊接工艺规程进行了修改,对其版本号应进行标注。表8-3 对接焊缝埋弧焊的焊接工艺指导书实例(续)注:121为埋弧焊。......
2025-09-29

热喷涂用涂层材料,必须满足如下基本要求。1)必须满足对热喷涂涂层使用功能的要求,如耐高温、耐磨、耐蚀、自润滑、绝缘、耐热振、热辐射等。3)不会与基体材料发生有害的化学反应。5)热喷涂材料的工艺性能应满足热喷涂工艺要求。粉末状热喷涂涂层材料的流动性、粒度和粒度分布、松装密度等应满足特定热喷涂工艺的要求,粉末应该干燥、清洁。6)热喷涂涂层材料的毒性、易燃性、爆炸性等,必须符合安全卫生和环境保护的要求。......
2025-09-29

结合实际试验及生产实测,消耗系数确定为1.8左右为宜,即消耗焊条质量为熔敷金属质量的180%左右。2.CO2气体保护焊焊丝消耗系数的确定根据大量实际数据统计,CO2气体保护焊焊丝消耗系数为1.14~1.18。CO2气体保护焊焊丝的利用率可达到96%以上。......
2025-09-29

焊接工艺是与制造焊件有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求等。焊条电弧焊工艺具有灵活与严格两重性。通常都要经过焊接工艺评定合格后确定焊接参数,并不得随意更改。焊接工艺制定前要对设计图样的焊接工艺性进行审查,识别新材料、新工艺、新设备和特殊要求,提出试验项目、焊接工艺评定项目及焊工培训项目。焊接完成后的工艺控制 包括焊后热处理、无损检测、焊缝表面处理等。......
2025-09-29
相关推荐