焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2025-09-29
钢材通常是以板材和各种型钢供货的,其在运送到金属结构厂以前,有些情况下需要矫正,这里称为第一次矫正。矫正的原因主要是由于钢材在轧制过程中加热和冷却的不均匀性、钢材在运输装卸和存放过程中的不当操作等原因使钢材的形状发生改变,通常称之为变形。常见的变形有弯曲变形、扭曲变形、局部变形及表面不平等。这些变形如果超过了制造标准中的允许值,就称之为缺陷,它直接影响到划线和下料的正确性。因此,必须经过矫正消除这些缺陷以保证划线、号料及下料等工作的精确度要求。“钢结构制造技术操作规程”规定一般情况下划线,号料前钢料允许变形数值见表9-10。若变形在允许范围内,可以不进行矫正。同样的道理,材料在下料(通常采用气割或剪切方法)后,钢材也会产生某种形式的变形,如弯曲、扭转等,变形如果超过了制造标准中的允许值,就会影响到后续的加工和装配焊接工序,这时的矫正称之为二次矫正。
可以认为钢材的任何一种变形都是由于其中一部分金属较另一部分金属伸长(或缩短)造成的。因此矫正工序就是设法将较长的金属缩短或短的伸长来达到矫形的目的。矫正变形的工作原理是施加外力或加热使钢材变形处的局部或全部处于屈服状态,迫使金属发生一定的塑性变形,来消除不规则变形。
钢材矫正通常是在冷状态下进行,只有当钢材的变形相当严重或工件刚度很大时,过大的冷矫正变形会损伤钢材的机械性能或设备能力不足,需用热矫正方法。表9-11列出了低碳钢在冷矫正和冷弯曲时允许的最小曲率半径(rmin)及最大挠度(fmax)值,如果超出表中规定的数值必须采用热矫正,低碳钢热矫正在800~1100℃范围内进行。温度不能过高或过低,矫正后要求空冷。
钢材矫正方法有采用机械设备进行矫正法和采用手工进行矫正法。
表9-10 号料前钢板和型钢变形的允许值
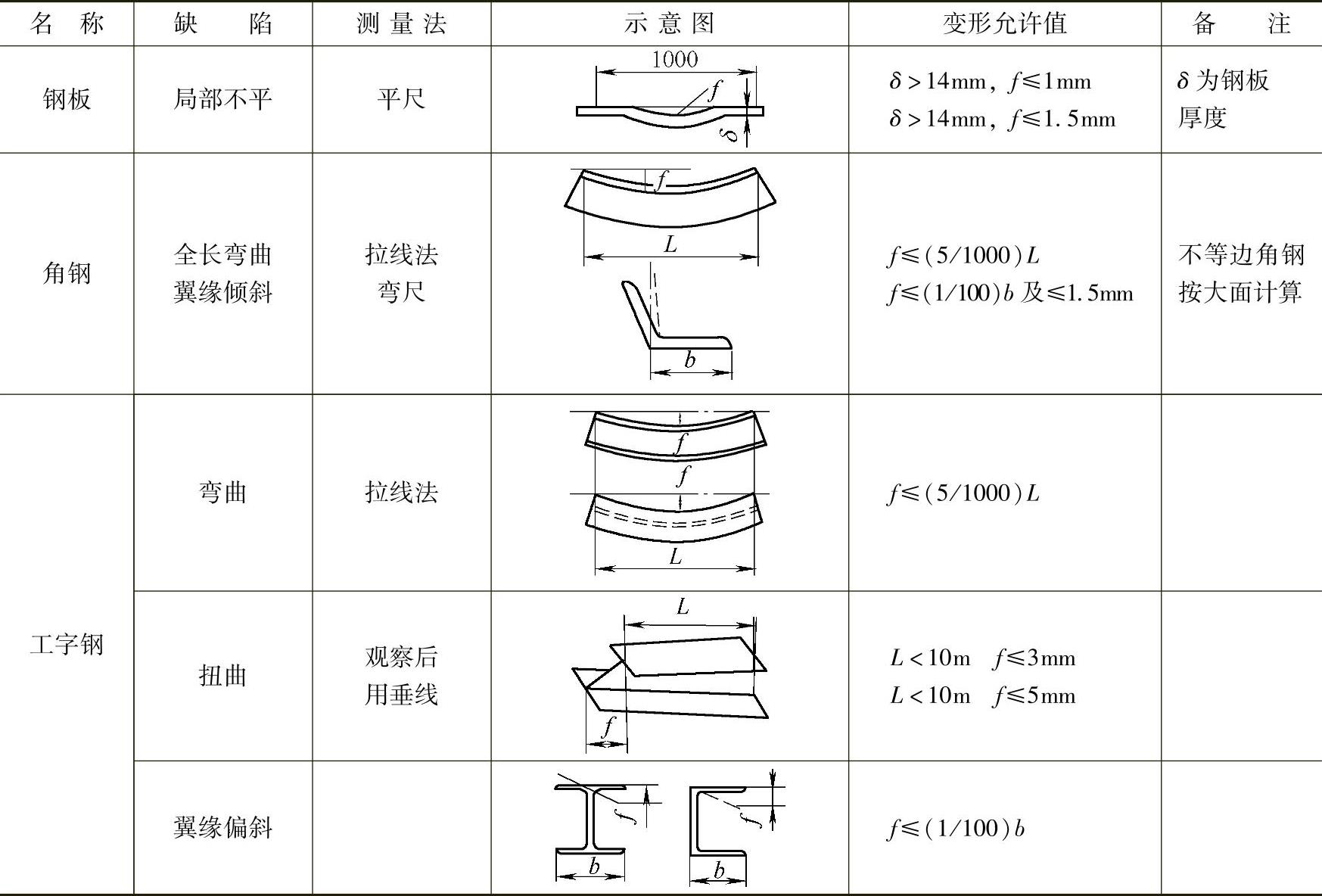
表9-11 低碳钢在冷矫正和冷弯曲时允许的rmin及fmax

注:L指弯曲弦长(mm);δ为板厚。
手工矫正法所用的主要工具有:平台、大锤和平锤等。当钢板出现如图9-2所示的“马刀弯”变形时,可把钢板置于平面上,用大锤通过平锤击构件缩短的区域,使之伸长,从而达到矫正的目的。图9-2a表示较薄钢板时的锤击位置;当钢板较厚时,应采用图9-2b的锤击位置,即呈三角形的方位进行锤击,能收到良好的效果。
当钢板呈中间凸起超过钢板平面的变形时,如图9-4所示,矫正的方法应用大锤通过平锤按图9-5中所示的次序与位置进行锤击。使钢料向外伸长,拉伸中央的材料,凸起部分就能消除。禁止从凸起部分锤击。应当注意,当钢板太薄或太厚时,不能用此法矫正;另外,在同一部位不应锤击次数过多,以免材料硬化、过大地损伤材料的力学性能。(https://www.chuimin.cn)
用手工矫正虽然简单、灵活,不需要复杂的机械设备,但其本身有很多的缺点:①劳动强度大;②钢板直接受集中冲击,会产生严重的局部变形,冷作硬化严重,力学性能受到不良影响,所以只能用于不会要的工件;③只能矫正厚度不大的钢板。因此,手工矫正是在缺乏机械设备或矫正工作不能在机械设备上进行时才使用的。一般工厂中都备有机械矫正设备。
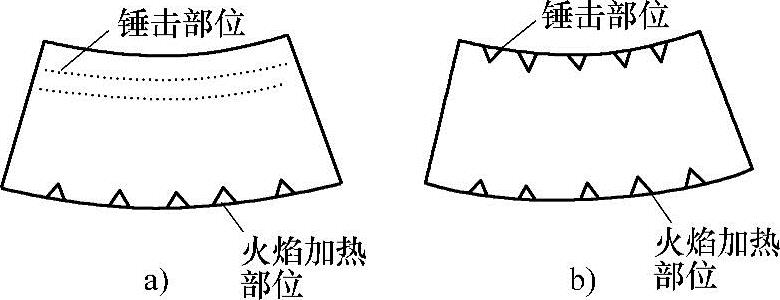
图9-4 手工矫正“马刀弯”变形简图
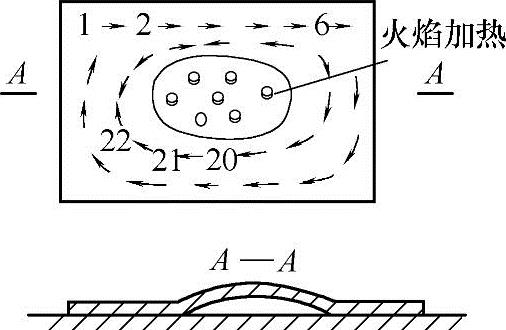
图9-5 矫正平面凸起示意图
除采用手工锤击及机械矫正变形外,经常还见到采用局部加热方法消除钢板的变形。如图9-4所示的“马刀弯”变形可靠近凸边处适当地用三角形局部加热来消除变形。中间凸起变形可在凸起变形部位加点状热源消除变形,这是利用局部加热冷却后原伸长的纤维缩短而消除了变形。
火焰矫正是利用气焊和气割的焊、割炬或专用的火焰矫正加热枪,加热被矫正钢材或工件的变形部位,如纤维伸长变形部位,使之产生压缩塑性变形,然后速冷,使伸长纤维缩短,从而消除变形。火焰矫正加热的方式根据所矫正钢材或工件变形特点而异,有点状、线状和三角形加热三种加热方式。点状加热是使加热区呈小面积圆形,如图9-6a所示;线状加热是使加热区呈长带(线)状,带的宽窄因板厚而异,板厚越大,加热线越宽,其特点是宽度方向收缩大,长度方向收缩小,如图9-6b所示;三角形加热则是使加热区呈等腰三角形,其特点是收缩量从三角形顶点到底边逐渐增大,如图9-6c所示,将底边沿工件布置,利用此不均匀收缩矫正工件的弯曲变形。加热温度控制在钢材回火温度以下,加热后工件通常在空气中冷却,有时为提高矫正效率,在工件正面和背面喷水冷却。试验研究结果表明,对低碳钢和Q345(16Mn)钢采用水冷对钢材的力学性能无影响,但对有淬硬倾向的钢材应慎重。火焰矫正法简单、灵活、快速、效率高、效果好,适用于单件及小批量结构件的一次矫正。

图9-6 火焰矫正
a)点状加热 b)线状加热 c)三角形加热
相关文章

焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2025-09-29

对铸钢件变形进行矫正是为了将其变为合格产品。这些都是在矫正变形时必须防止的常见缺陷。铸钢件经热处理后塑性增强,有利于矫正。铸钢件若过烧,则应予报废。铸钢件产生过热组织,在矫正后尚可重新热处理,予以消除。了解矫正变形时产生缺陷的原因,就应因地制宜,采取相应措施,防止这些缺陷产生。......
2025-09-29

将钢材或钢件加热到Ac3以上30~50℃,经保温使之完全奥氏体化后在空气中冷却,得到珠光体类型的组织,这种热处理工艺称为正火。此时正火后需进行高达700℃的高温回火,以消除应力,得到良好的力学性能。高温正火:若将铸、锻件加热到Ac3以上100~150℃的正火称为高温正火。该生产线主要用于20CrMnTi、20CrMnMoH、20CrMoH、22CrMoH等低合金结构钢的汽车、拖拉机、通用机械齿轮锻坯的等温正火处理。......
2025-09-29

为此必须防止氧化现象的发生。对铁来说,根据加热温度不同,常见的氧化反应有所不同。反应相当于在空气介质中加热的情况,其中平衡常数Kp应为根据质量作用定律,不同温度化学反应进行的方向取决于该温度下的平衡常数Kp及参与反应物质的浓度或分压。典型的例子是钢加热时的内氧化问题。当Fe在高于570℃的温度下加热时,若气氛中氧的分压大于此分解压,则铁将被氧化,反之则分解。......
2025-09-29

厚板焊接问题主要为焊接变形难以控制和校正、焊接残余应力难以消除、焊接热循环难以控制、容易产生焊接热裂纹及层状撕裂等。因此,在实际生产中常需要有效地减少焊接残余应力与焊接变形,或者按照具体焊件的相关要求对其加以控制。......
2025-09-29

可将电压源看成一个理想电压源与一个内阻R0的串联组合,将电流源看成一个理想电流源与一个内阻RS的并联组合。下面来分析在满足什么条件时,这两种电源可以互相等效。对于理想电压源和电阻串联的组合,如图2-23a所示,其输出电压为U=US-R0I或......
2025-09-29
特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2025-09-29
加热过程中热应力的大小受材料成分、加热温度和工件截面尺寸的影响。根据上述分析,可知:在加热初期,限制加热速度的实质是减少热应力。加热速度越快,表面与中心的温度差越大,热应力越大,这种应力可能造成钢件的变形和开裂。以上四种加热方式,主要表现为加热速度不同。......
2025-09-29
相关推荐