不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2025-09-29
如前所述,根据焊接过程信息的属性,对带有随机性的非确定信息,需要借助于统计方法对信息的时域处理和分析,以获得均值、均方差、方差、变异系数、概率密度分布等统计信息,从而提取出具有明确物理意义的特征量。由于统计分析方法考察的是全过程的数据信息,所以它既具有全局性,又能实现对大量数据信息的压缩处理,因此一直是对焊接过程质量、稳定性等评价的一种有效方法。然而,在将统计方法应用于带有随机现象的电弧焊接过程时必须同时满足所测信号在时序上可统计的两个条件,如图1-6所示。这一概念的物理意义表现在以下两个方面:
1)信号的整体均值Un(t)与其某一时段Ui(t)的均值具有相同的统计意义,即某一时间段或多个时间段的信号均值与总体信号的均值在统计意义上相等,如图1-6a所示。
2)所得到的统计结果(统计值)与时间无相关性,如图1-6b所示。
只有当被测信息满足统计条件时,才能保证信息的可靠性,对信息的分析、解读就能成为科学的知识来指导并改进焊接制造各环节的质量。焊接过程的各种统计信息有均值、均方差、变异系数、事件频率以及概率密度分布等,是焊接过程信息与特征分析的数字化、可视化的一种有效认知途径。
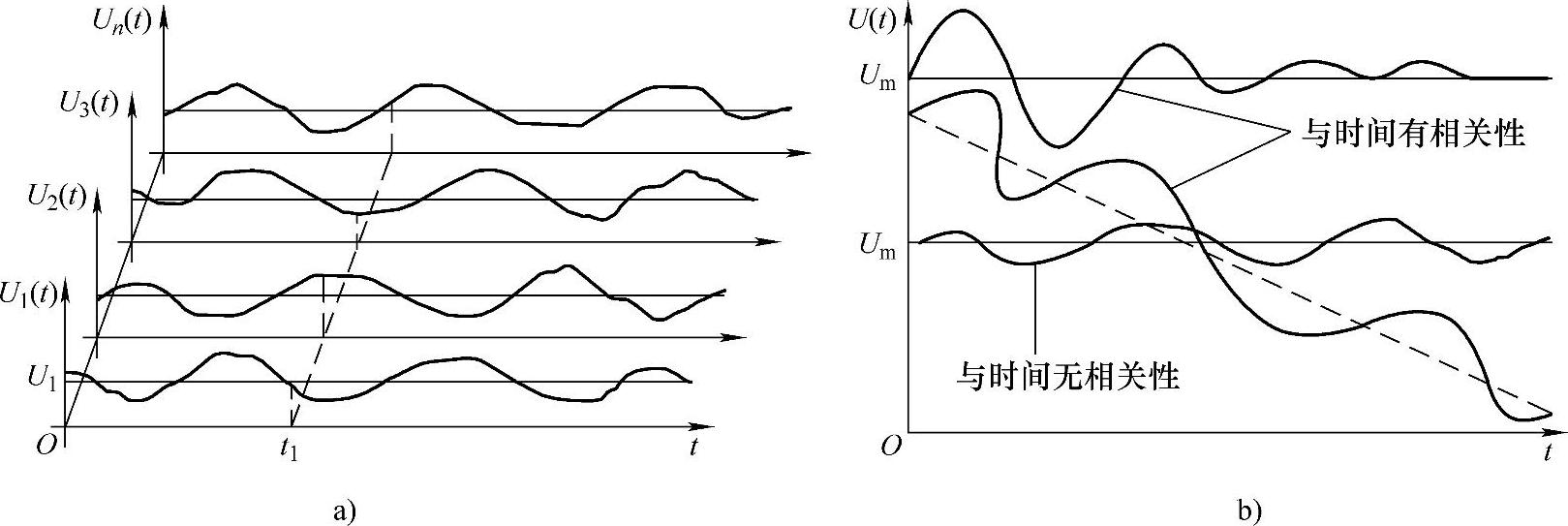
图1-6 统计量的时域稳定性示意图[13]
a)信号的整体均值与某一时段的均值具有相同的统计意义 b)统计值与时间无相关性
对焊接过程质量进行数字化定量评估的最早开拓者之一是原德国汉诺威大学D.Rehfeldt教授[14]。自20世纪60年代以来,他研制的“汉诺威分析仪”(Analysator Hannover)已成功地服务于包括中国在内的全世界上百个重要的焊接制造企业和研发单位。该分析仪是以焊接过程的电参数为信息源,以概率密度统计分析为主要手段,实现了对焊接过程稳定性及各统计分布的判断,进而对焊接质量做出评价。这一方法分别在材料(焊条、实心和药芯焊丝等)、设备(焊接电源)、工艺(参数优化)等三个方面都获得了较好的质量监测与分析效果,有效地帮助和指导了焊接材料品质的改进及焊接材料产品的质量监测,实现了对焊接电源缺欠和故障的诊断以及对复杂焊接工艺过程多参数的快速择优。
对连续型变量的概率密度分布的定义是[15]:若存在非负可积函数f(x),使变量X取值于任一区间(a,b)的概率可表示为:

则称f(x)为X的概率密度函数,简称概率密度。对f(x)的进一步理解是,若x是f(x)的连续点,则:

即,X的概率密度函数f(x)在x这一点的值,是X落在区间[x,x+Δx]上的概率与区间长度Δx之比的极限。在工程意义上,一事件f(x)在某一处的取值,不是事件{X=a}的概率,但是该值越大,该事件发生的概率也越大,反之亦然,从物理意义上前者表示为被观测主体的特征信息,而后者表示为某种干扰的特征信息。
图1-7是一个以焊接电压为例的概论密度分布形成原理图。图中右图为焊接时电弧电压波形图,可以看出电弧电压在每一个瞬间都在发生着变化,为了描述这一变化,在焊接电压变化的范围内,以一个合适的电压区间为组宽,把电弧电压值的范围划分为很多的组,统计每一组中采集的样本数,该组的样本数与总体样本数的比值就是一个焊接过程中某一电弧电压值(相应的组宽)出现的概率。在汉诺威分析仪中用n(%)来分别表示对应于各分组电压或电流发生的概率。
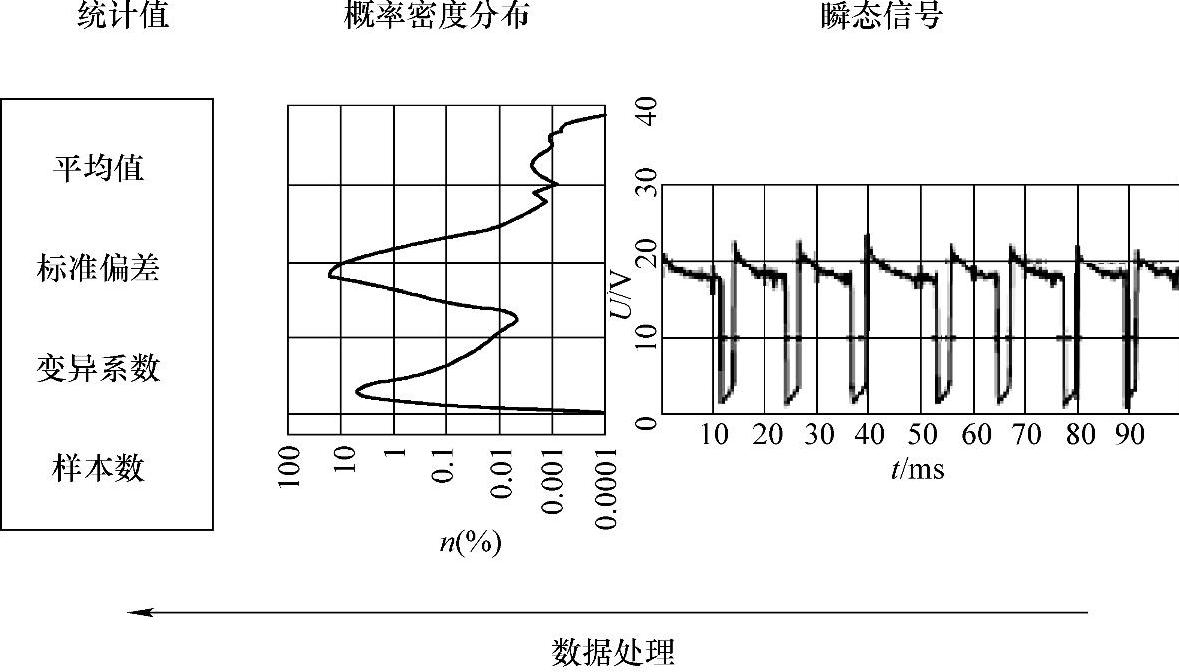
图1-7 焊接电压概率密度分布的原理图
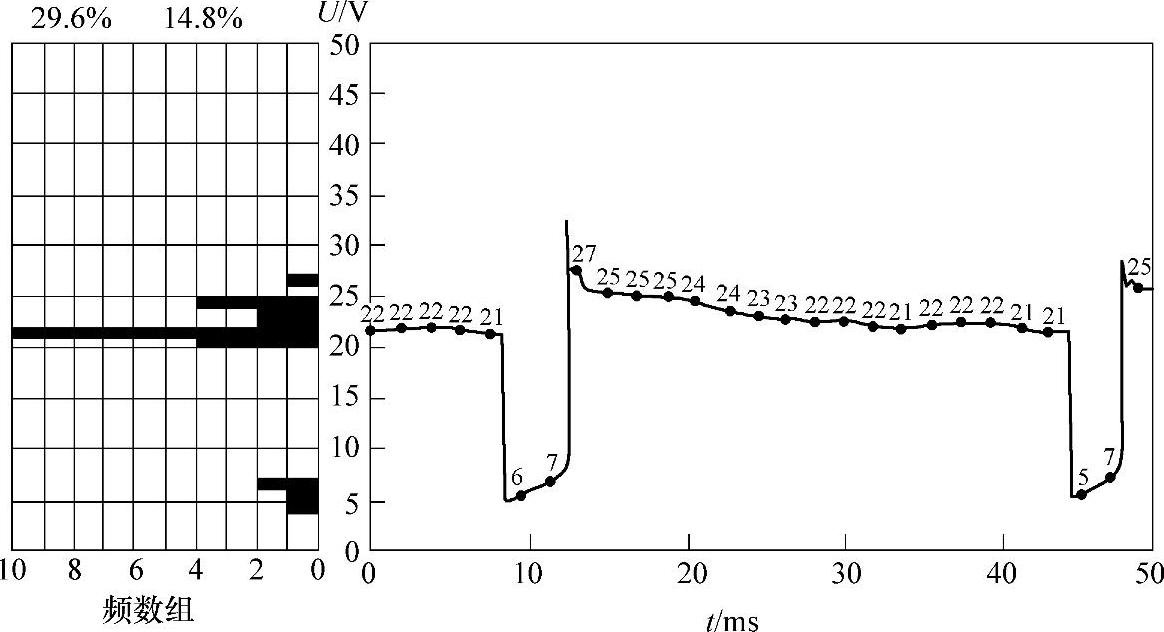
图1-8 对“频数组”统计意义的物理解释
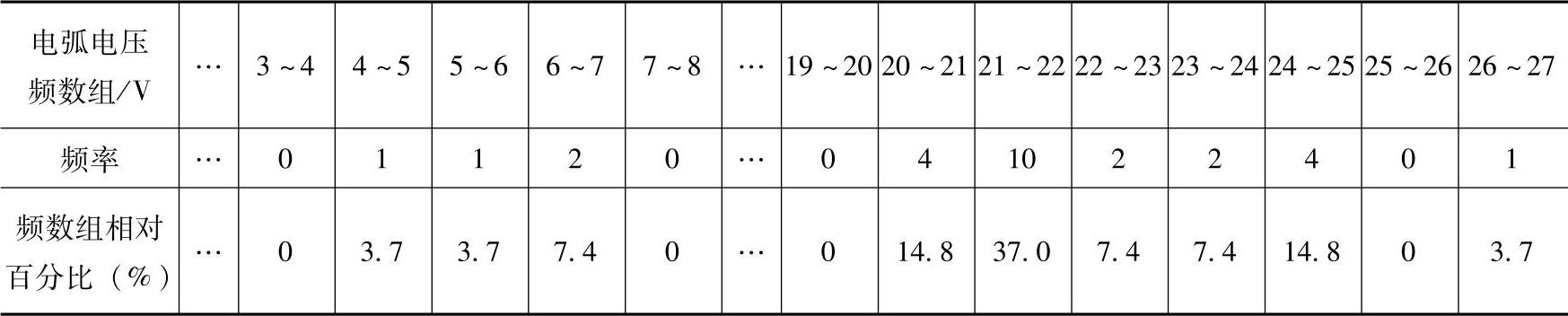
对焊接过程的大量原始数据进行统计处理时所采用的一个重要的分析方法是“频数组”及其设定的时间宽度。图1-8是对“频数组”统计意义的一个具体解释。以表1-4的数据为例,电弧电压21~22V的频数组中电压的下限和上限分别为21V和22V,组宽是1V。在焊接过程中用概率密度统计方法对电弧电压波形和各时段特征定义的示意图如图1-9所示。一个短路过渡模式是燃弧、短路(有时还有断弧或空载)等连续变化的电参数的时间序列。
由于各种因素的影响,每一熔滴经历的短路—燃弧时间并不一致,有时短路过程持续时间特别短,即熔滴只与熔池发生瞬间接触,因受焊丝末端表面张力的“牵制”而未能脱离,没有形成熔滴的过渡,或者虽从焊丝末端脱离却被排斥到熔池之外形成“飞溅”,成为一种“无效的过渡”。图1-9中T1为短路时间(熔滴短路过渡持续的时间),T2为燃弧时间(电弧燃烧的持续时间),T3是加权燃弧时间(两个有效短路过渡之间的时间),Tc是周期时间(完成一个短路过渡所需的时间:T3+T1),Uth是电压阈值(设定的短路电压值,用于对短路频率的统计)。
表1-4 “频数组”的统计过程
对短路时间T1、燃弧时间T2、加权燃弧时间T3、周期时间Tc的统计以频率分布图的形式显示,其方法是将时间横坐标按设定的时间段(组宽)进行分组,统计每个分组中采集的T1或T2、T3、Tc样本数,该组样本数与测试的时间相比得到该分组的频率,频率分布(Class frequency distributions)图就是以图形描述对应于各时间分组的频率分布图(即CFD图)。
在统计计算中,对焊接电参数平均值—x的定义是:

式中 xi——第i个样本值;
n——总的样本数。
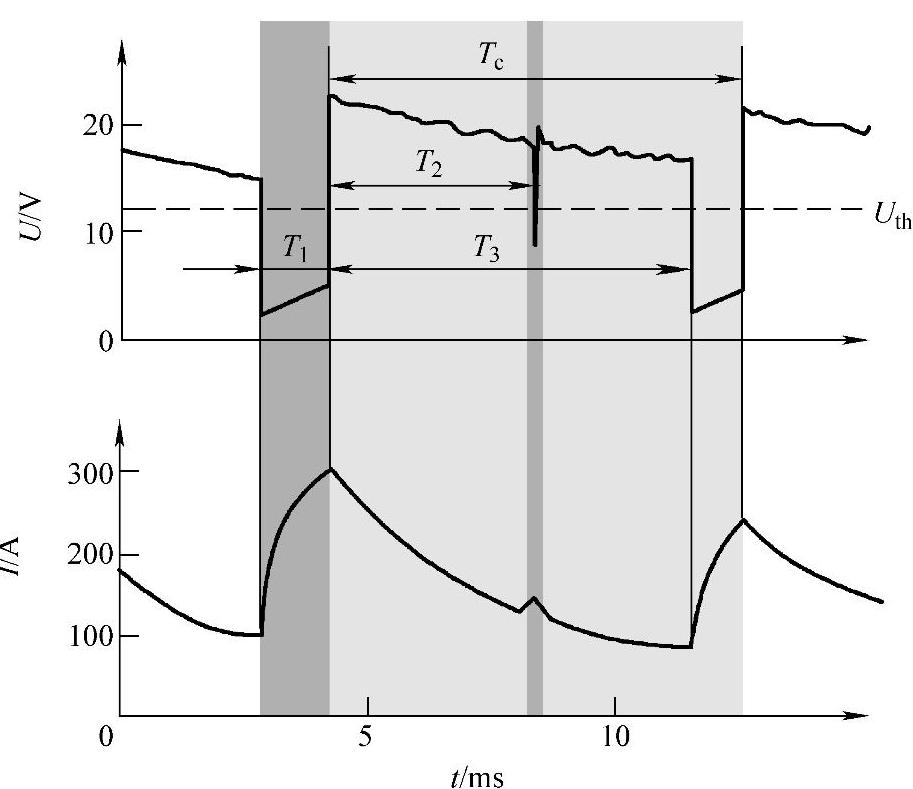
图1-9 电弧波形和各时间特征段的定义示意图
T1—短路时间 T2—燃弧时间 T3—加权燃弧时间 Tc—周期时间 Uth—电压阈值
焊接过程中特征量的波动范围和程度可用标准差或变异系数表示。标准差s的定义是:

式中 ——平均值;
——平均值;
xi——第i个样本值;
n——总的样本数。
变异系数ν的定义是:

式中 s——标准差;
 ——平均值。(https://www.chuimin.cn)
——平均值。(https://www.chuimin.cn)
对焊接过程电信号进行统计分析的变量主要有:
1)电弧电压瞬时值U(t);
2)焊接电流瞬时值I(t);
3)短路时间T1;
4)燃弧时间T2;
5)加权燃弧时间T3;
6)周期时间Tc。
对上述变量经统计分析后得到焊接过程的各特征信息,以图形表示的有:
1)电弧电压概率密度分布图U-n;
2)焊接电流概率密度分布图I-n;
3)短路时间的频率分布图T1-N;
4)燃弧时间的频率分布图T2-N;
5)加权燃弧时间的频率分布图T3-N;
6)短路周期的频率分布图Tc-N;
7)时间与电压t-u关系图;
8)时间与电流t-i关系图。
以概率百分数表示的统计值有:
1)短路频率fsc,在测试的时间内统计的短路频率;
2)短路电压概率密度n(Us),短路电压(<阈值电压)的概率百分数;
3)短路电流概率密度n(Is),短路电流[Is>(1.5~2.0)Im]的概率百分数;
4)平均电弧电压Um,在测试的时间内统计的平均电弧电压;
5)平均焊接电流Im,在测试的时间内统计的平均焊接电流;
6)平均短路时间T1m,在测试的时间内统计的短路时间;
7)平均燃弧时间T2m,在测试的时间内统计的燃弧时间;
8)平均加权燃弧时间T3m,在测试的时间内,忽略瞬时短路后,统计的燃弧时间;
9)平均周期时间Tcm,在测试的时间内,统计的短路周期。
标准偏差s和变异系数ν;
1)电弧电压的标准偏差s(U);
2)焊接电流的标准偏差s(I);
3)电弧电压变异系数ν(U);
4)焊接电流的变异系数ν(I)。
此外,还有各变量的最大值、最小值等。
焊接过程各统计参数与对相应信息的物理意义见表1-5。
如图1-10所示为对CO2气体保护焊短路过渡焊接的过程分析,作为一个对上述各统计特征量及其物理意义解读的实例,对样本以电弧电压、焊接电流概率密度、短路时间T1、燃弧时间T2、加权燃弧时间T3、周期时间Tc等各频率分布图的形式显示测试的结果。由图中可见:焊接电流、电弧电压概率密度分布范围表示了过程的波动与稳定程度;短路频率的分布表明了熔滴过渡尺寸的均匀性,过短的短路时间表示了过程中瞬间熔滴接触的状况,反映了熔滴的剧烈活动及其与瞬时短路飞溅率的联系;低电压的概率密度及其分布情况反映了熔滴短路过渡的行为特征。
表1-5 统计参数和焊接过程信息的解读
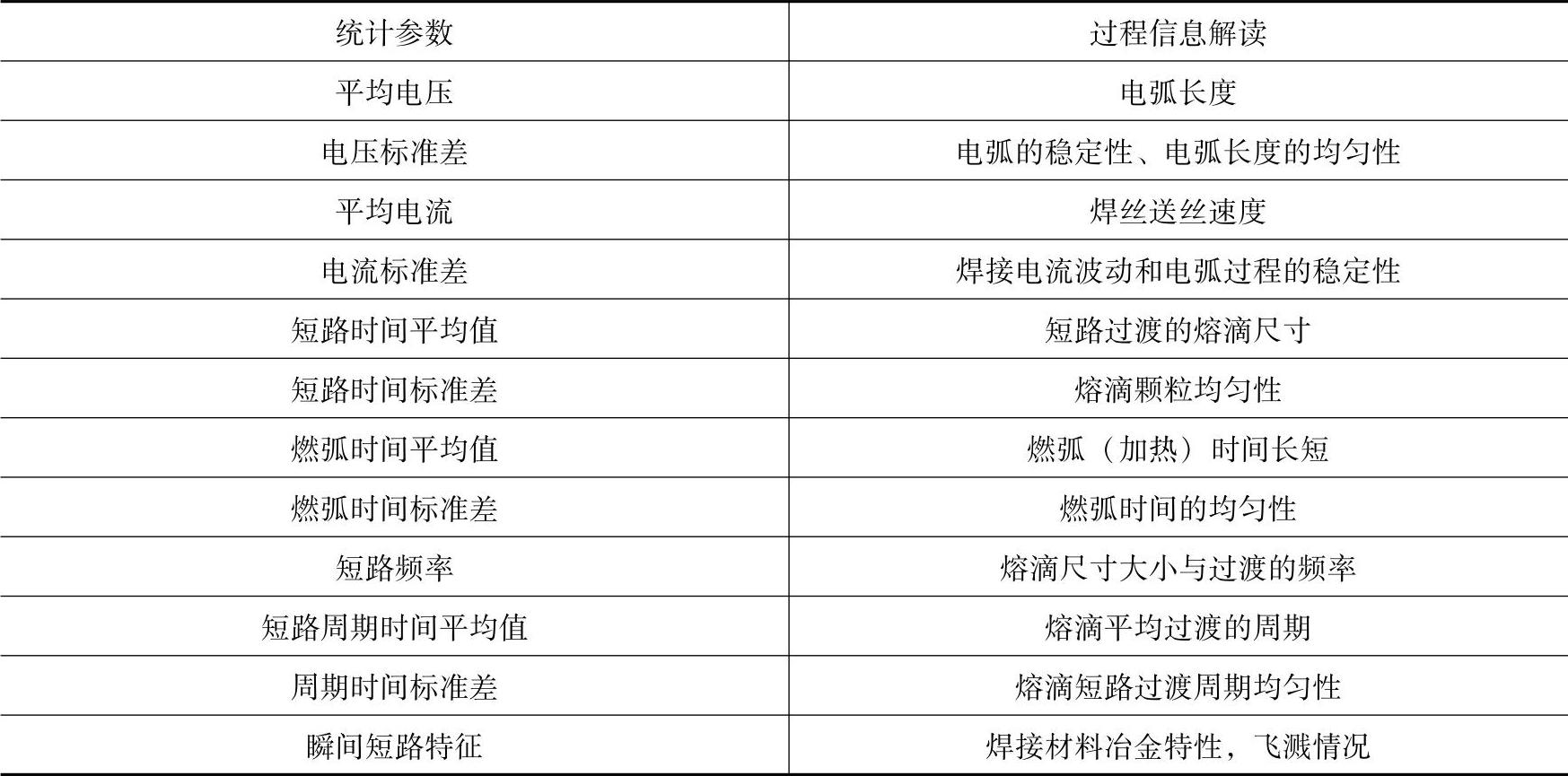
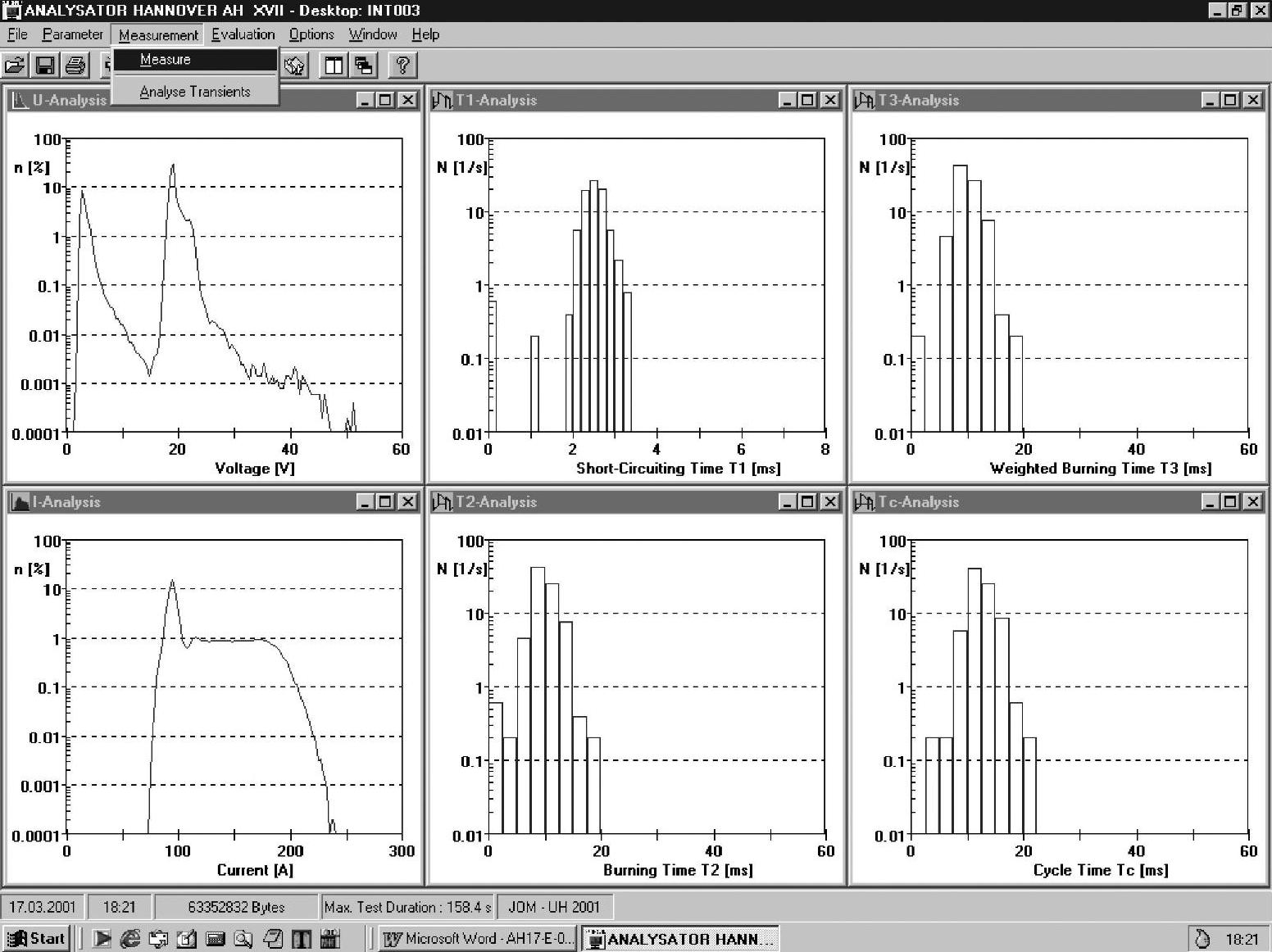
图1-10 CO2气体保护焊短路过渡焊接过程的统计结果
相关文章

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2025-09-29

正常燃烧是指,火花塞点火生成火焰核,且火焰核逐步向混合气中传播,通过良好燃烧使压力上升后,全部混合气完全燃烧结束的状态。图5-22 火焰传播过程①第一期间:火花塞产生火花生成火焰核到正时燃烧开始的区间,称为点火延迟期间。图5-24 不同火花塞间隙初始火焰核的变化2.质量燃烧率虽然火焰传播仅在预混合气燃烧时出现,但在对燃烧进行解释时,比起火焰速度多以质量燃烧率进行计算。......
2025-09-29

GMAW弧焊电源的选择原则如下:1.弧焊电源的外特性与调节性能GMAW弧焊电源外特性有平特性(恒压)、陡降型(恒流)及缓降型3种。由于细丝焊时电弧具有很强的自身调节作用,因此一般选用平特性的弧焊电源,配等速送丝机构。一方面要求弧焊电源能保证合适的短路电流增长速度及短路电流峰值,另一方面要求能保证空载电压具有足够的恢复速度。目前GMAW用弧焊电源均能满足短路过渡时对空载电压增长速度的要求。......
2025-09-29

造成弧焊系统、设备故障的内部原因主要有以下几种:1)主控板上的元器件损坏。故障诊断的程序如下:1)调整送丝机遥控盒上的两个电位器,观察弧焊系统的空载电压和送丝机的转速,根据弧焊系统的空载电压和送丝机的转速是否受调确认故障现象。2)根据故障现象推断故障所在的范围。弧焊设备维护的目的是迅速准确地排除故障,尽快使其投入正常使用。......
2025-09-29
数据剖析,也称为数据概要分析,或者数据探查,是一个检查文件系统或者数据库中数据的过程,由此来收集它们的统计分析信息。数据剖析不仅有助于了解异常和评估数据质量,也能够发现、注册和评估企业元数据[48]。传统的数据剖析主要是针对关系型数据库中的表,而新的数据剖析将会面对非关系型的数据、非结构化的数据以及异构数据的挑战。多源数据的统计信息则包括主题发现、主题聚类、模式匹配、重复值检测和记录链接等[47]。......
2025-09-29
目前数字化弧焊电源还没有专门的定义,可以理解为,采用数字控制技术的弧焊电源为数字化弧焊电源。DSP控制技术极大地推动了数字化弧焊电源的发展,是目前弧焊电源数字化中的核心技术。由于单片机与DSP具有不同的特点,因此许多数字化弧焊电源采用了单片机和DSP双处理器系统。随着科学技术的进步,会出现更多、更新的数字信号处理与控制器以及新型器件,将使数字化弧焊电源得到进一步的发展。......
2025-09-29
在CO2焊接研发方面,唐山松下对我国CO2焊接技术的发展有很大的影响。对于恒压特性的CO2焊接工艺而言,在短路过渡时,过渡频率f(1/T)对于焊接过程的稳定和焊缝成形以及焊接质量有直接的影响。焊机系统的动态特性与系统控制参数有直接关系,根据工艺要求和动态性能指标进行PID参数设计的内容。......
2025-09-29

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2025-09-29
相关推荐