图2-20机构2在“修改Ⅱ”工具条上单击“编辑属性”按钮。双击已插入的属性块。分别列出了标记、提示和值这几个属性,能修改的是图块的属性值,而标记和提示则不能修改。“文字选项”:对图块的文字属性进行修改,如图8-21所示。在“文字选项”卡中,分别列出了文字样式、对正、反向、颠倒、高度、宽度比例、旋转和倾斜角度这几个图块中文字属性,用户可以根据需要对这几个文字显示方式属性值进行修改。......
2025-09-29
“信息”自古以来就受到人们的重视,我国的“孙子兵法”中尤其强调信息的重要性,如“知己知彼,百战不殆”,说的就是为了减少决策风险,一定要充分获取有关的信息。近代控制论把信息定性为“认知主体与外部环境之间的相互联系、相互作用过程中相互交换的内容”。包括焊接在内的制造信息是一种专业领域信息,它的本质和属性与信息有共性的一面,同时又具有其本领域自身的特征。焊接制造过程不仅具有信息的多领域、学科跨度大的一面,还表现为参数的耦合性强且带随机干扰的一面。当前以手工、经验型作业为基础的焊接制造信息的构成表现为三个方面:一是主观的、实践的且分散在人们头脑中的经验知识,以及以标准、规范、手册或各种教材汇总形成的资料形式的知识;二是逐步开发中的专用数据库、专家系统、仿真预测软件等,力求信息表达的精量、延伸其规律性;三是在焊接制造过程中通过传感器在线获取的以电量和非电量、数字信号和图像等形式表达的有关焊接参数、接头质量、产品服役等信息。焊接数字化系统的基本功能之一就是把这些分散的和规范化的、定性和定量的、模拟和数字的以及不同程度可视的信息进行汇总、分析、集成、优化和适量利用。同时,作为智能制造发展所依赖的基础,信息的质量始终是被关注的重点,对焊接信息要求真实、清晰、时间和空间的分辨、一致性程度、可重构程度、安全性及包容性、二次开发程度以及信息的可表达、可视形式等。
随着计算机与信息处理技术的工程化能力的日益增强,焊接制造信息软件与新一代硬件的共同演化将不断生成一种基于数字化的物质形态,即以软件技术为动力,在互联设备的网络、云服务及大数据等支持下,为用户提供高度知识化分析与专业化决策,从而成为焊接数字化、智能化制造的重要特征。在这一技术背景下,信息化形式将不断提高,信息化内涵和外延将不断丰富,信息化从点到面、从内到外的发展和应用使企业的生产方式、管理方法、企业间协同、营销手段等产生巨大变化。
焊接制造信息是一种专业信息,具有多领域、多因素的特征,涉及焊接材料、焊接装备及焊接工艺三大板块,具有方法、参数、工况、环境等各因素的强耦合、难以量化、带随机干扰等特点[1]。图1-3为焊接制造信息的多领域、多因素特征的示意图。
焊接信息的属性一般可分为三大类:一是确定性的可定量表达的,如焊接速度、送丝速度、气体流量等;二是具有随机性的信息,如熔滴短路时间、短路频率、焊接过程的电流、电压等,需要借助于统计方法来分析、提取其特征量;三是大量不确定的非结构化数据,如焊件的装配间隙、散热条件、各态温度场、残余应力分布、热源能量的分配等,这些信息大部分难以用传统的传感技术获取和处理。
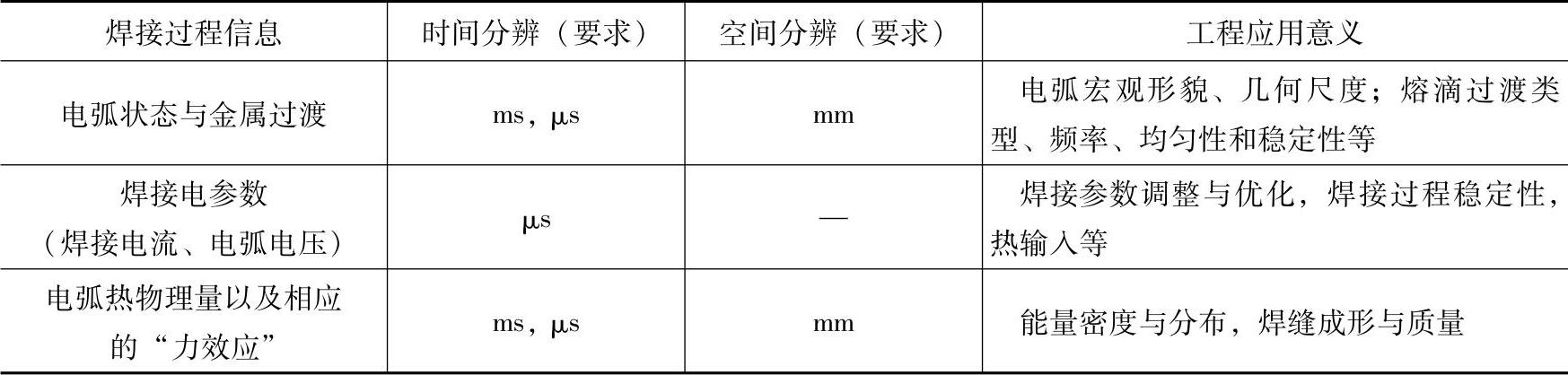
熔化极电弧焊过程在时间与空间方面的特征及工程应用的意义见表1-1。其中金属熔滴的过渡和与之相关联的电弧行为以及焊接电参数特征,是应用于焊接信息化技术的最直接的信息源。本书主要以获取这两个方面特征信息为认识基础,展开焊接材料工艺性分析和定量评价的研究和讨论。(https://www.chuimin.cn)
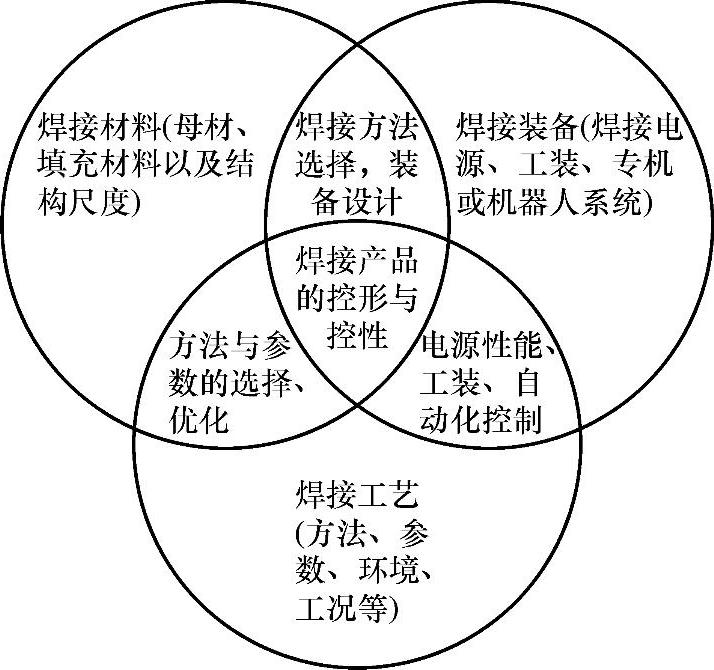
图1-3 焊接制造信息的多领域、多因素特征[1]
表1-1 熔化极电弧焊过程的主要信息、特征及工程应用意义
相关文章

图2-20机构2在“修改Ⅱ”工具条上单击“编辑属性”按钮。双击已插入的属性块。分别列出了标记、提示和值这几个属性,能修改的是图块的属性值,而标记和提示则不能修改。“文字选项”:对图块的文字属性进行修改,如图8-21所示。在“文字选项”卡中,分别列出了文字样式、对正、反向、颠倒、高度、宽度比例、旋转和倾斜角度这几个图块中文字属性,用户可以根据需要对这几个文字显示方式属性值进行修改。......
2025-09-29
使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。图8-41 加热焊件3.熔化焊料待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。......
2025-09-29

利用信息增益法选择特征,是依据某个特征项ti为整个分类所能提供的信息量多少来衡量该特征项的重要程度,从而决定对该特征项的取舍。对此的改进方法是,首先对训练集中出现的每个特征项计算其信息增益,然后指定一个阈值,从特征空间中移除那些信息增益低于此阈值的特征项;或者指定保留的特征项个数,按照增益值从高到低的顺序选择特征项组成特征向量。......
2025-09-29

电弧平均电压是通过积分环节获得的,弧长调节和恢复的动态品质较差。C.S.Wu针对一种新型的数字控制弧焊电源分析了脉冲电流波形对熔滴过渡形式的影响。结果表明,通过六个附加脉冲电流参数,可以更为精确地调节焊接过程;tp与td的比值决定了熔滴过渡的形式。......
2025-09-29

数字制造是实现智能制造的基础与手段,而智能制造是数字制造的提升。数字制造过程以信息处理为核心,而智能制造过程以智能学习与推理为核心。数字制造系统在环境异常或使用错误时无法正常工作,而智能制造系统则具有容错功能。......
2025-09-29

在CO2焊接研发方面,唐山松下对我国CO2焊接技术的发展有很大的影响。对于恒压特性的CO2焊接工艺而言,在短路过渡时,过渡频率f(1/T)对于焊接过程的稳定和焊缝成形以及焊接质量有直接的影响。焊机系统的动态特性与系统控制参数有直接关系,根据工艺要求和动态性能指标进行PID参数设计的内容。......
2025-09-29

利用互信息法选择特征的基本原则是选择类别相关的特征,同时排除冗余的特征。因此,基于互信息的特征选择一般遵循这样一种模式:在顺序前向搜索中寻找与类别互信息最大而与前面已选特征互信息最小的特征项。在目标分类中可以简单认为:互信息越大,特征ti和类别Cj共现的程度越大。那么,ti和Cj的互信息可以由下式计算:式中,A、B、C、D的含义和6.4.3节中约定的完全相同。......
2025-09-29

图4.3.24 “扫描混合”操控板 单选按钮将不设置任何混合控制。当选中时,“选项”界面如图4.3.25所示,如选中复选框,可将曲线放置在扫描混合的中心。图4.3.32 “相切”界面图4.3.33 边线被加亮显示图4.3.34 选取一相切的面图4.3.35 选取另一相切的面说明:要注意特征截面图元必须位于要选取的相切面上。图4.3.36 创建交线图4.3.37 扫描混合特征的一个截面......
2025-09-29
相关推荐