机械中常用的间歇运动机构有凸轮机构、连杆机构、组合机构、液( 气) 压传动控制的机构、棘轮机构、槽轮机构、不完整齿轮机构等。间歇运动机构工作时,一般应满足以下要求: 运转过程中平稳无冲击。......
2025-09-29
1.推杆
推杆为直杆式,它可改制成拉杆或直接用作复位杆,也可作为推管的芯杆使用等。
(1)推杆的尺寸规格 推杆的尺寸规格和公差、材料指南和硬度要求、标记,可查阅国家标准GB/T 4169.1—2006。
(2)推杆的固定方法 推杆的固定方法如图8⁃13所示。其中图8⁃13a所示为轴肩垫板连接,是最常用的固定方式。推杆与固定孔间应留一定的间隙,装配时推杆轴线可少许移动,以保证推杆与型芯固定板上的推杆孔之间的同轴度,并建议钻孔时采用配加工的方法。图8⁃13b所示是采用等厚垫圈垫在顶出固定板与垫板之间,这样可免去在固定板上加工凹坑。图8⁃13c的特点是推杆高度可以调节,螺母起固定锁紧作用。图8⁃13d、f所示是采用顶丝和螺钉固定。以上三种固定方法均可省去垫板。图8⁃13e所示为用于较细的推杆,以铆接的方法固定。
(3)推杆与推杆孔的配合 推杆与推杆孔间为滑动配合,一般选H8/f8,其配合间隙兼有排气作用,但不应大于所用塑料的排气间隙(视所用塑料的熔融粘度而定),以防漏料。配合长度一般为推杆直径的2~3倍。推杆端面应精细抛光,因其已构成型腔的一部分。为了不影响塑件的装配和使用,推杆端面应高出型腔表面0.1mm。
推杆顶出是应用最广的一种顶出形式,几乎适用于各种形状塑件的脱模。但其顶出力作用面积较小,如设计不当,易发生塑件被顶坏的情况,而且还会在塑件上留下明显的顶出痕迹。
2.扁推杆
国家标准GB/T 4169.15—2006规定了塑料注射模用扁推杆的尺寸规格和公差、材料指南和硬度要求、标记。
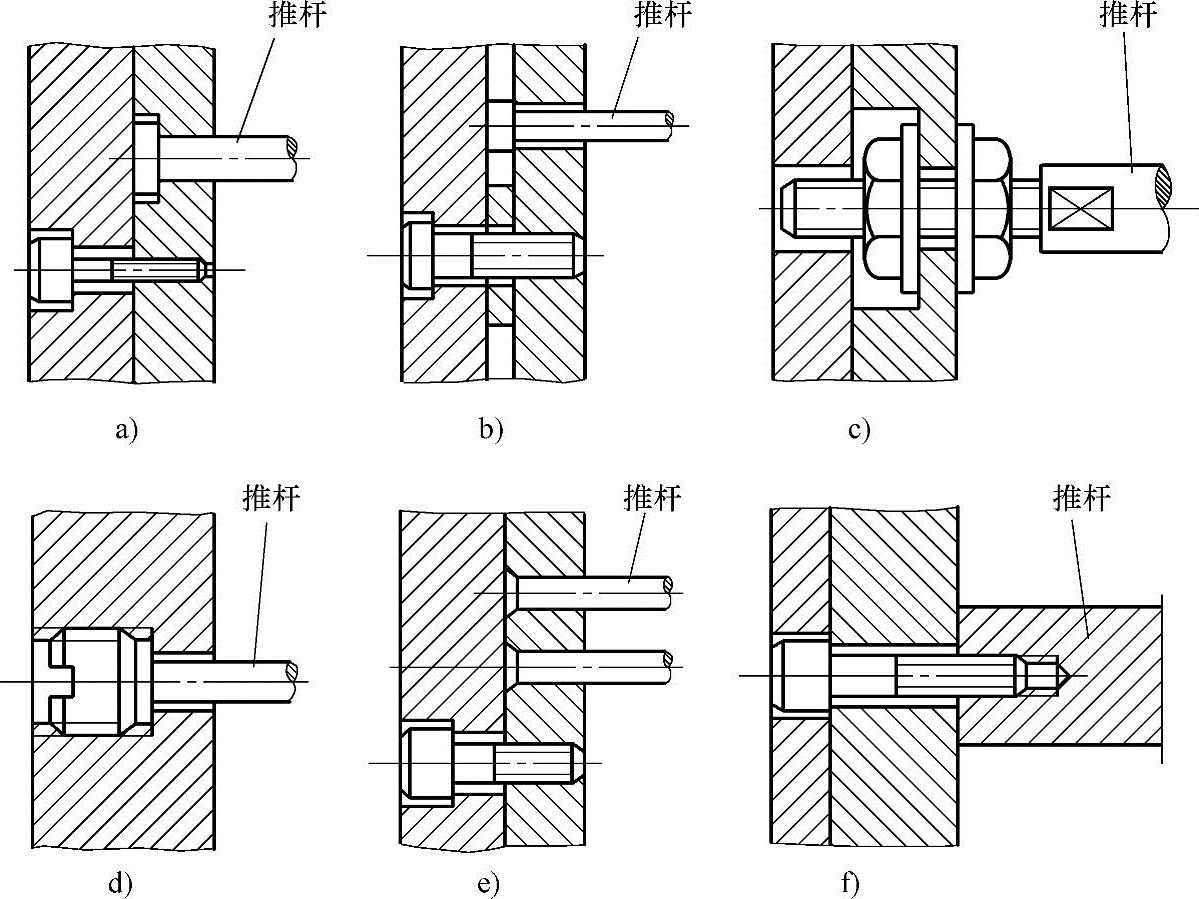
图8⁃13 推杆的固定方法
3.带肩推杆
国家标准GB/T 4169.16—2006规定了塑料注射模用带肩推杆的尺寸规格和公差、材料指南和硬度要求、标记。
4.复位杆
国家标准GB/T 4169.13—2006规定了塑料注射模用复位杆的尺寸规格和公差、材料指南和硬度要求、标记。
5.推板
推板用于支承推出复位(杆)零件,传递机床推出力,也可用作推杆固定板和热固性塑料压胶模、挤胶模和金属压铸模中的推板。
推板的宽度是由板面所能利用的最大投影面积,布置推杆的位置(考虑到采用卸料板顶出时,过渡推杆的位置)和保证与垫块有一定活动间隙的情况下决定的,标准中宽度(W)的范围为90~790mm。标准中规定,一种宽度(W)有2挡或3挡厚度值(H),可以按使用要求,选用推板和推杆固定板相同厚度,也可选用不同厚度进行组合,但选用的推板厚度(H)一般大于推杆固定板的厚度。(https://www.chuimin.cn)
(1)推板的尺寸规格 GB/T 4169.7—2006规定了塑料注射模用推板的尺寸规格和公差、材料指南和硬度要求、标记,可查阅国家标准GB/T 4169.7—2006。
(2)推板的应用 推板脱模机构不需要回程杆复位。推板应由模具的导柱导向机构导向定位,以防止推板孔与型芯间的过度磨损和偏移。为防止推杆与推板分离,推板滑出导柱,推杆与推板用螺纹连接,如图8⁃14a所示。应注意,该种结构在合模时,顶出板与模具底脚之间应留2~3mm的间隙。当导柱足够长时,推杆与推板也可不连接,如图8⁃14b所示。对于有多个圆柱型芯相配的推板,大多镶上淬火套与型芯相配,便于加工和调换。图8⁃14c所示的结构适用于两侧具有顶出杆的塑料注射机,模具结构可简化,但推板要增大并加厚。
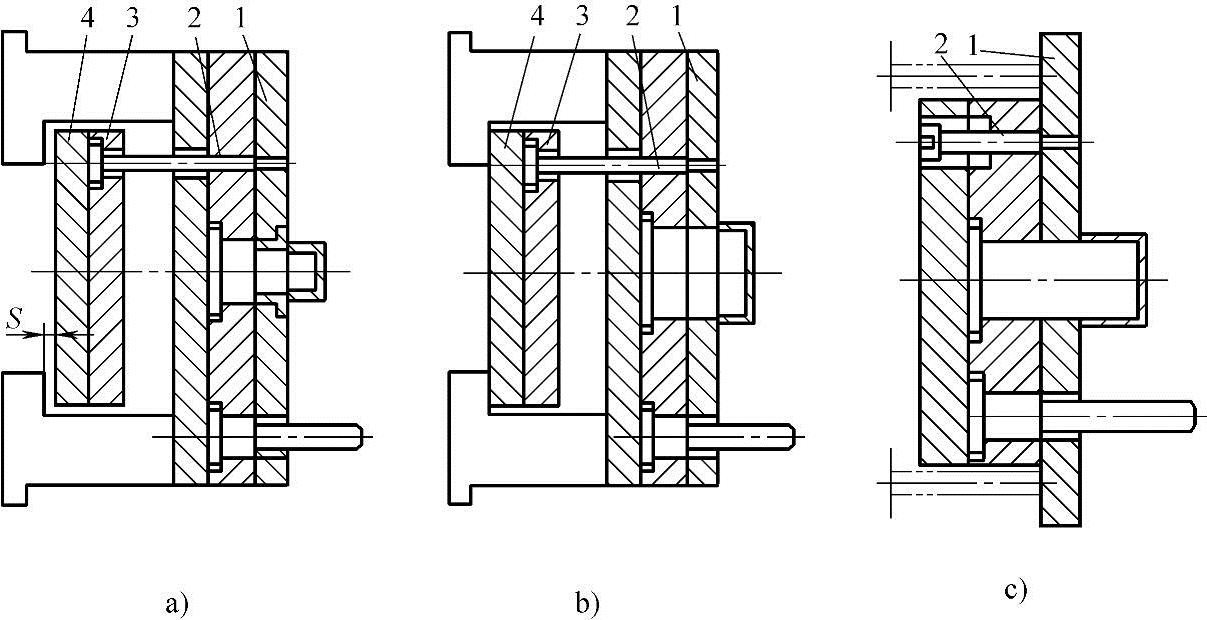
图8⁃14 推板脱模机构
1—推板 2—顶杆 3—顶杆固定板 4—顶出板
推板与型芯之间要有高精度的间隙、均匀的动配合。要使推板灵活脱模和回复,又不能有塑料熔体溢料,最大单向间隙应限制在0.05mm以下。对低翻度的,如PA等,应不超过0.01mm。为防止过度磨损和咬合发生,推板孔与型芯应做淬火处理。推板脱模的分型面应尽可能为简单无曲折的平面。
在有些场合,如图8⁃15所示,在推板与型芯间留有单边0.2mm左右的间距,避免两者之间接触。又有锥形配合面起辅助定位作用,可防止推板孔偏心而引起溢料,其斜度为10°左右。
6.推管
推管脱模常用于圆筒状塑件推出。它提供了均匀的脱模力,用于一模多腔成型更为有利。将型腔和型芯均设计在动模,可保证制件孔与其外圆的同轴度。对于台阶筒体和锥形筒体,只能用推管脱模。
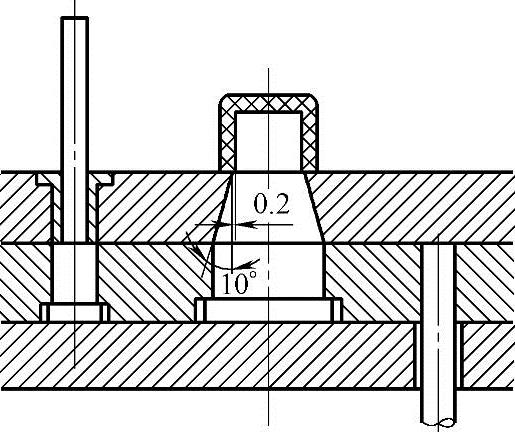
图8⁃15 有周边间距和锥形配合面的推板
推管内外表面都必须能顺利滑动。其滑动长度的淬火硬度为50HRC左右,且等于脱模行程与配合长度之和,再加上5~6mm的余量,非配合长度均应用0.5~1mm的双面间隙。推管在推出位置与型芯应有8~10mm的配合长度,推管壁厚应在1.5mm以上。必要时采用阶梯推管。
国家标准GB/T 4169.17—2006规定了塑料注射模用推管的尺寸规格和公差、材料指南和硬度要求、标记。
7.限位钉
限位钉是用于支承推出机构,并用以调节推出距离,防止推出机构复位时受异物阻碍的零件。国家标准GB/T 4169.9—2006规定了塑料注射模用限位钉的尺寸规格和公差、材料指南和硬度要求、标记。
相关文章

机械中常用的间歇运动机构有凸轮机构、连杆机构、组合机构、液( 气) 压传动控制的机构、棘轮机构、槽轮机构、不完整齿轮机构等。间歇运动机构工作时,一般应满足以下要求: 运转过程中平稳无冲击。......
2025-09-29

国家标准规定有20个公差等级和28个基本偏差代号。所以,对公差带的选用应加以限制。在极限与配合制中,对公称尺寸≤500mm的常用尺寸段,标准推荐了孔、轴的一般、常用和优先公差带,分别如图2-15和图2-16所示。图中为一般用途公差带,轴有116个,孔有105个;线框内为常用的公差带,轴有59个,孔有44个;圆圈内为优先公差带,轴、孔均有13个。这些公差带的上、下偏差均可从极限与配合制表中直接查得。......
2025-09-29

螺纹的中径尺寸,则影响外螺纹与内螺纹的旋合。螺纹旋合时,起实际作用的是作用中径。米制梯形螺纹的牙型角为30°,米制蜗杆螺纹的齿形角为20°。此外,还有矩形螺纹的牙型和滚珠丝杠的双圆弧牙型等。......
2025-09-29

经纱随综框上下分开形成梭口的过程即为开口运动,开口机构的作用便是根据织物上机图所设定的顺序,控制综框的升降顺序,使织物获得所需要的组织结构。......
2025-09-29

材料的特性1.2738HH钢采用先进的模具钢精炼技术,为真空熔炼的Cr-Ni-Mo合金钢。参考对应牌号中国GB标准牌号3Cr2NiMo、德国DIN标准牌号40CrMnNiMo864、德国DIN标准材料编号1.2738、美国AISI标准牌号P20+Ni、日本JIS标准牌号PDS5S、美国AISI标准P20 MODIFIED牌号、瑞典UDDEHOLM标准牌号IMPAX HI HARD、瑞典一胜百标准牌号718。物理性能1)温度20℃/200℃/400℃,密度7.8g/cm3/7.75g/cm3/7.7g/cm3。回火温度180℃/200℃/300℃/400℃/500℃/600℃,硬度52HRC/51HRC/48HRC/46HRC/42HRC/34HRC。软氮化处理规范570℃保持2h的软氮化,模具表面硬度约为700HV,氮化层深度约为0.1mm。......
2025-09-29

相关推荐