因此,采用CBN砂轮的强冷风磨削技术具有极好的加工效果。在强冷风无心磨削系统中,磨削液则由压缩空气所取代。强冷风磨削方法与CBN砂轮结合使用,可充分发挥CBN的优越性。......
2025-09-29
1.砂轮圆周速度
砂轮外圆表面上任意一点在单位时间内所经过的路程,称为砂轮圆周速度,用vs表示,其单位为m/s。砂轮圆周速度可按下式计算
vs=πDs n/(1000×60)式中 Ds——砂轮直径(mm);
vs——砂轮圆周速度(m/s);
n——砂轮转速(r/min)。
砂轮圆周速度又称磨削速度,通常较规范的砂轮圆周速度为35m/s。根据磨削方式的不同,砂轮圆周速度通常可在19~35m/s之间选择。
砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。
2.工件圆周速度
工件被磨削表面上任意一点在单位时间内所经过的路程,称为工件圆周速度,用vw表示。其量值比砂轮圆周速度低得多,故单位取m/min。其计算式为
vw=πdw nw/1000
式中 dw——工件外圆直径(mm);
vw——工件圆周速度(m/min);
nw——工件转速(r/min)。
工件的圆周速度一般为10~30m/min。实际生产中按加工精度来选择工件的圆周速度。加工精度较高的工件通常取低值;反之,则取高值。
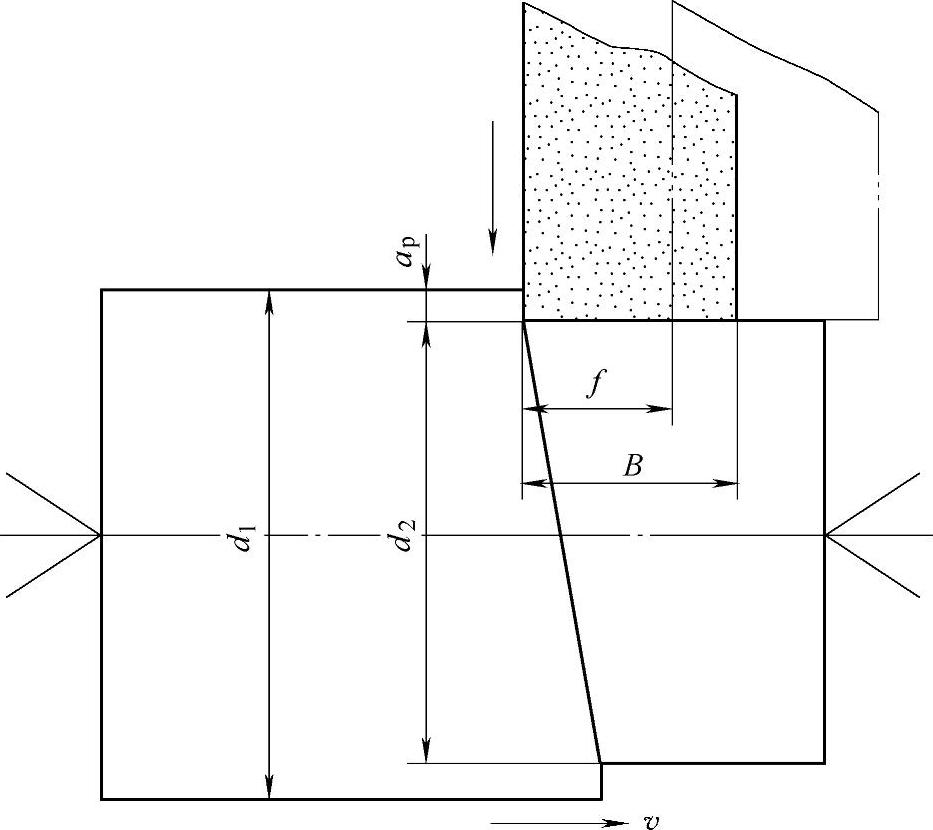
图6-6 纵向进给量和背吃刀量
3.纵向进给量(https://www.chuimin.cn)
工件每转一周相对砂轮在纵向移动的距离(图6-6),称纵向进给量,用f表示。由于纵向进给量受到砂轮宽度的约束,故其计算式为
f=(0.2~0.8)B
式中 f——纵向进给量(mm/r);
B——砂轮宽度(mm)。
通常纵向进给量按加工精度和粗、精磨要求选定。在粗磨时取较大值,精磨时取较小值。实际操作时,按纵向进给量来相应调节磨床工作台的速度即可。工作台速度(v)与纵向进给量之间有如下关系
v=fnw/1000
式中 v——工作台速度(m/min);
nw——工件转速(r/min)。
4.背吃刀量
在工作台每次行程终了时,砂轮在横向移动的距离,称为背吃刀量(又称为横向进给量),用ap表示,单位为mm。如图6-6所示,背吃刀量可按下式计算。
ap=(d1-d2)/2
式中 ap——背吃刀量(mm);
d1——进给前工件直径(mm);
d2——进给后工件直径(mm)。
外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。
相关文章

因此,采用CBN砂轮的强冷风磨削技术具有极好的加工效果。在强冷风无心磨削系统中,磨削液则由压缩空气所取代。强冷风磨削方法与CBN砂轮结合使用,可充分发挥CBN的优越性。......
2025-09-29

例如,在改装的外圆磨床上,采用A80KV棕刚玉砂轮和粒度80的金属基体电镀CBN砂轮进行低温CO2干磨削。2)砂轮表面不会因存在通气小孔而影响CBN磨料层的粘附强度和磨削性能。为防止砂轮高速回转时低温冷气不外逸,在固定支撑盘2与砂轮夹盘法兰3的非接触连接处设计为双密封结构。由该图可见,采用冷气冷却的磨削温度明显低于干磨削,说明采用冷气冷却可有效降低磨削温度。这些因素综合作用使得CBN砂轮磨削温度明显低于刚玉砂轮。......
2025-09-29

磨削液在使用过程中及排出后影响操作工人的身体健康并对生态环境造成严重威胁。随着社会环保意识的增强,绿色磨削技术越来越引起研究人员的重视,由于亚干磨削工艺的困难,这方面的研究尚不多见,尤其需要加强,从而以较快的进程早日实现磨削中的绿色制造。......
2025-09-29

传统硬质合金刀片的压制过程是在压力机上完成的。关于先进的硬质合金刀片注射成形技术内容请参考相关资料。硬质合金刀片的磨削目的主要是达到刀片的尺寸和形状公差,获得锋利的刃口和抗冲击的切削刃倒棱。ISO刀具材料分为P、M、K三个区域,现业界将硬质合金刀具材料分为P、M、K、N、S、H六个区域。......
2025-09-29

图5-12 点磨削中砂轮垂直接触点二分之一的点接触示意图点磨削技术是利用单层CDN薄砂轮和超高线速度砂轮来实现。点磨削技术主要有以下特点:1)点磨削工艺使用长寿命、高硬度的砂轮,砂轮的速度和工件转速可以显著提高。点磨削工艺中通常采用立方氮化硼和金刚石等高硬度砂轮。CBN常用于磨削淬火和不淬火的钢材、铝材、铜材和各种铸铁,而金刚石一般用于磨削硬质合金、玻璃和工业陶瓷等。......
2025-09-29
圆轴扭转时横截面上的最大工作切应力τmax不得超过材料的许用切应力[τ],即式称为圆轴扭转时的强度条件。对于等截面圆轴,从轴的受力情况或由扭矩图可以确定最大扭矩Tmax,最大切应力τmax发生于Tmax所在截面的边缘上。因而强度条件可改写为对于变截面杆,如阶梯轴、圆锥形杆等,Wt不是常量,τmax并不一定发生在扭矩为极值Tmax的截面上,这要综合考虑扭矩T和抗扭截面系数Wt两者的变化情况来确定τmax。......
2025-09-29

磨削加工是利用砂轮高速旋转而对工件进行加工的方法。磨削加工具有以下特点:1)磨削加工是由数目众多的磨粒一点一点地切削工件表面,每个磨粒切下的切屑厚度很薄。此外,磨削热会使工件产生膨胀变形,影响加工精度,故磨削过程往往需要大量的磨削液进行冷却和润滑,但是磨削液对人体和环境影响很大。......
2025-09-29

⑥掌握在平面磨床上磨削垂直面的加工方法。其操作注意事项如下:图4.4平面磨床①启动磨床前,应检查各部件是否正常。平行面的磨削平面磨床的操作步骤及质量检测见表4.5。图4.5磨削平行面表4.6平行面的磨削步骤及质量检测磨削平行面时,应注意以下事项:①装夹工件时,工件定位面应清洗干净,磁性台面应保持清洁。......
2025-09-29
相关推荐