金属的塑性成形方法又称锻压,它是指对坯料施加外力,使其产生塑性变形,达到改变尺寸、形状及改善性能,用以制造毛坯或零件的成形加工方法。金属的弹性变形量很小,一般不超过1%,并具有可逆性,不能用于金属成形;金属塑性变形量则较大,_____又不可恢复,被广泛用于金属的成形,是金属锻压的基础。但加工硬化会增加冷轧、冲压等成形工艺的动力消耗,为恢复金属的塑性往往要进行中间退火,使其生产周期延长、成本增加。......
2025-09-29
模锻是将加热后的坯料放在锻模模膛内,在锻压力的作用下使坯料变形而获得锻件的一种加工方法。坯料变形时,由于金属的流动受到模膛的限制和引导,从而可以获得与模膛形状一致的锻件。与自由锻相比,模锻的优点是:
1)由于有模膛引导金属的流动,锻件形状可以比较复杂。
2)锻件内部的流线按锻件轮廓分布,从而提高了零件的机械性能和使用寿命。
3)锻件表面光滑,尺寸精度高,节约材料。
4)生产率高,操作简单,易于实现机械化。
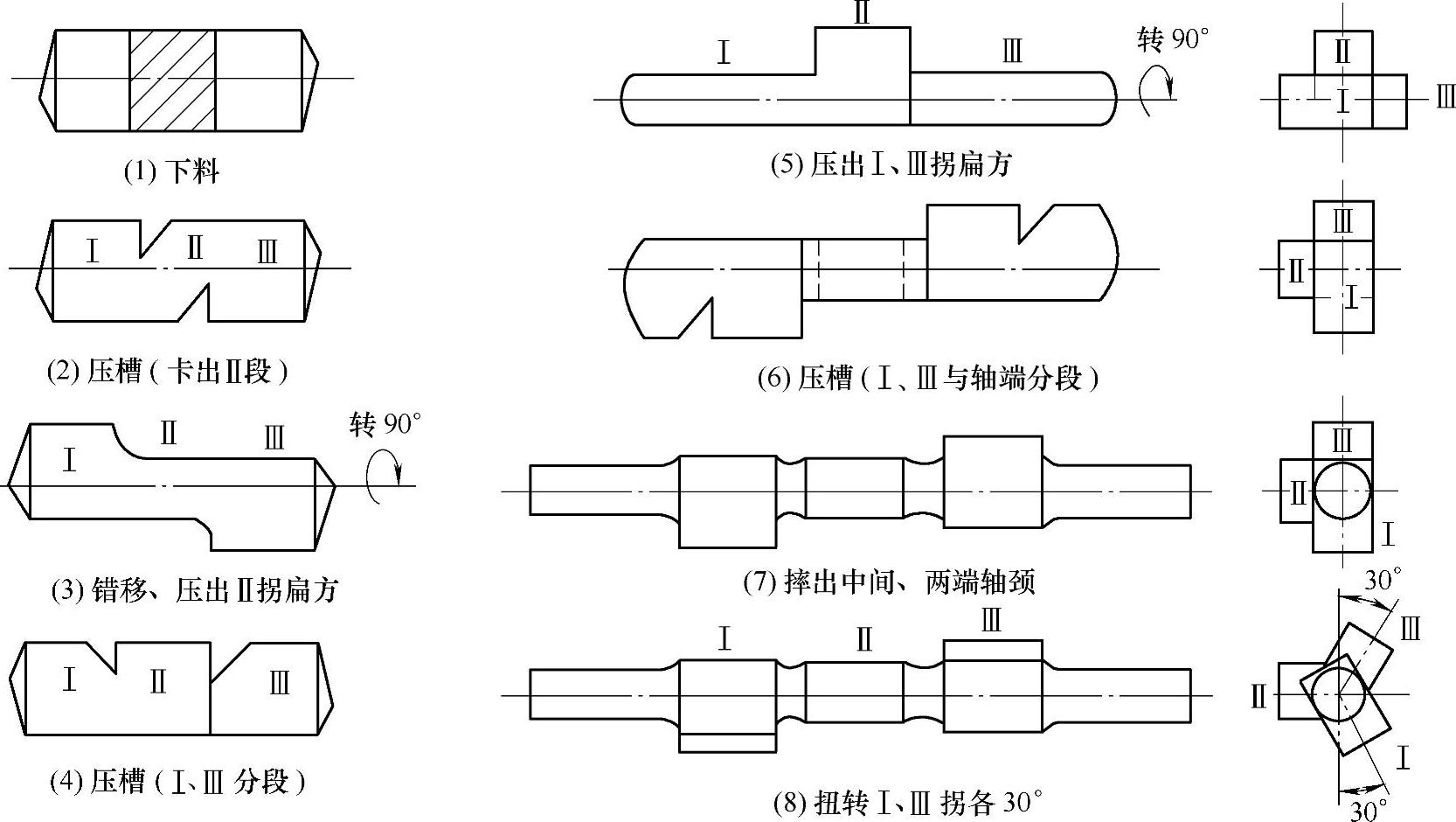
图3-29 三拐曲轴锻造过程
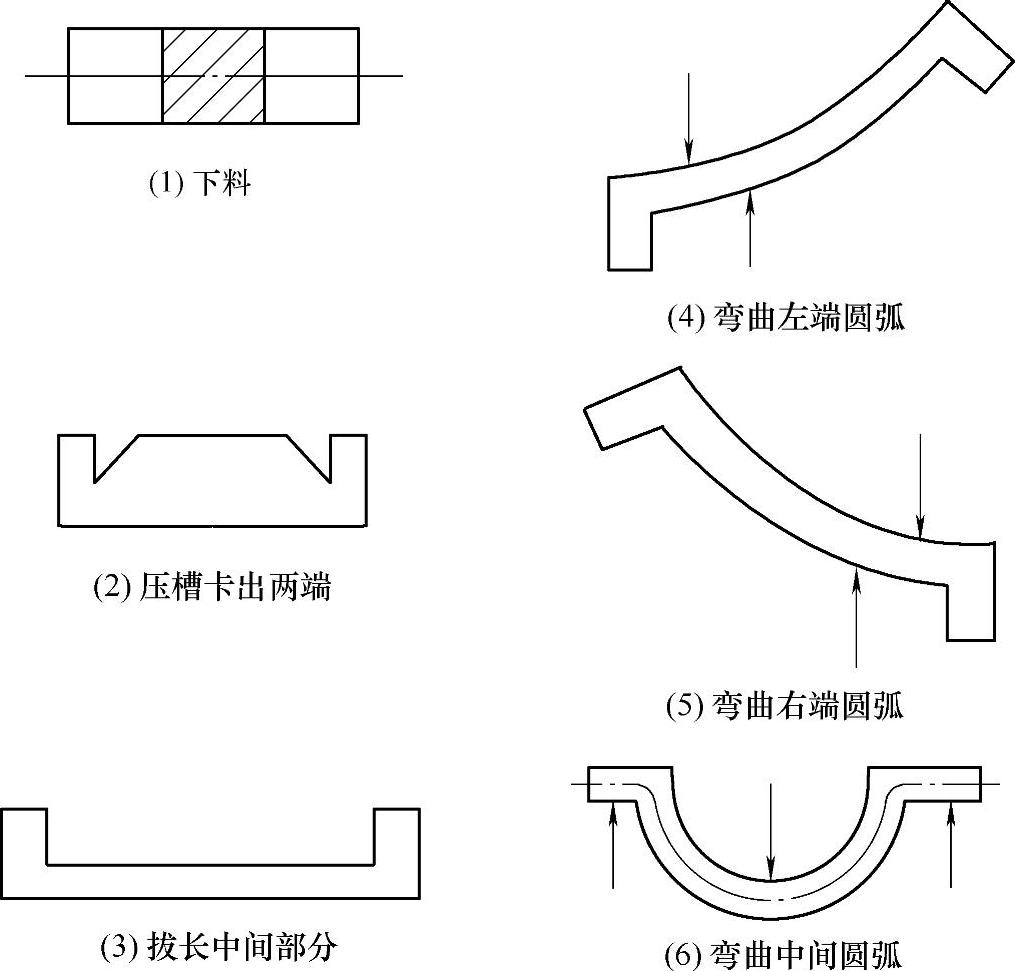
图3-30 弯曲类锻件锻造过程
但是,由于模锻是整体成形,并且金属流动时,与模膛之间产生很大的摩擦阻力,因此所需设备吨位大,设备费用高。锻模加工工艺复杂、制造周期长、费用高,所以模锻只适用于中、小型锻件的成批或大量生产。
按使用的设备类型不同,模锻分为锤上模锻、曲柄压力机上模锻、平锻机上模锻、摩擦压力机上模锻、液压机上模锻等。
1.锤上模锻
锤上模锻是在自由锻的基础上最早发展起来的一种模锻方法,它是在模锻锤上的模锻。锤上模锻是将上、下模块分别固紧在锤头与砧座上,将加热透的金属坯料放入下模型腔中,借助上模向下的冲击作用,迫使金属在锻模型槽中塑性流动和填充,从而获得与型腔形状一致的锻件。
模锻锤包括蒸汽-空气模锻锤、无砧座锤、高速锤和螺旋锤。其中蒸汽-空气模锻锤是普遍应用的模锻锤,我国最大的模锻锤已达16t,其结构如图3-31所示。
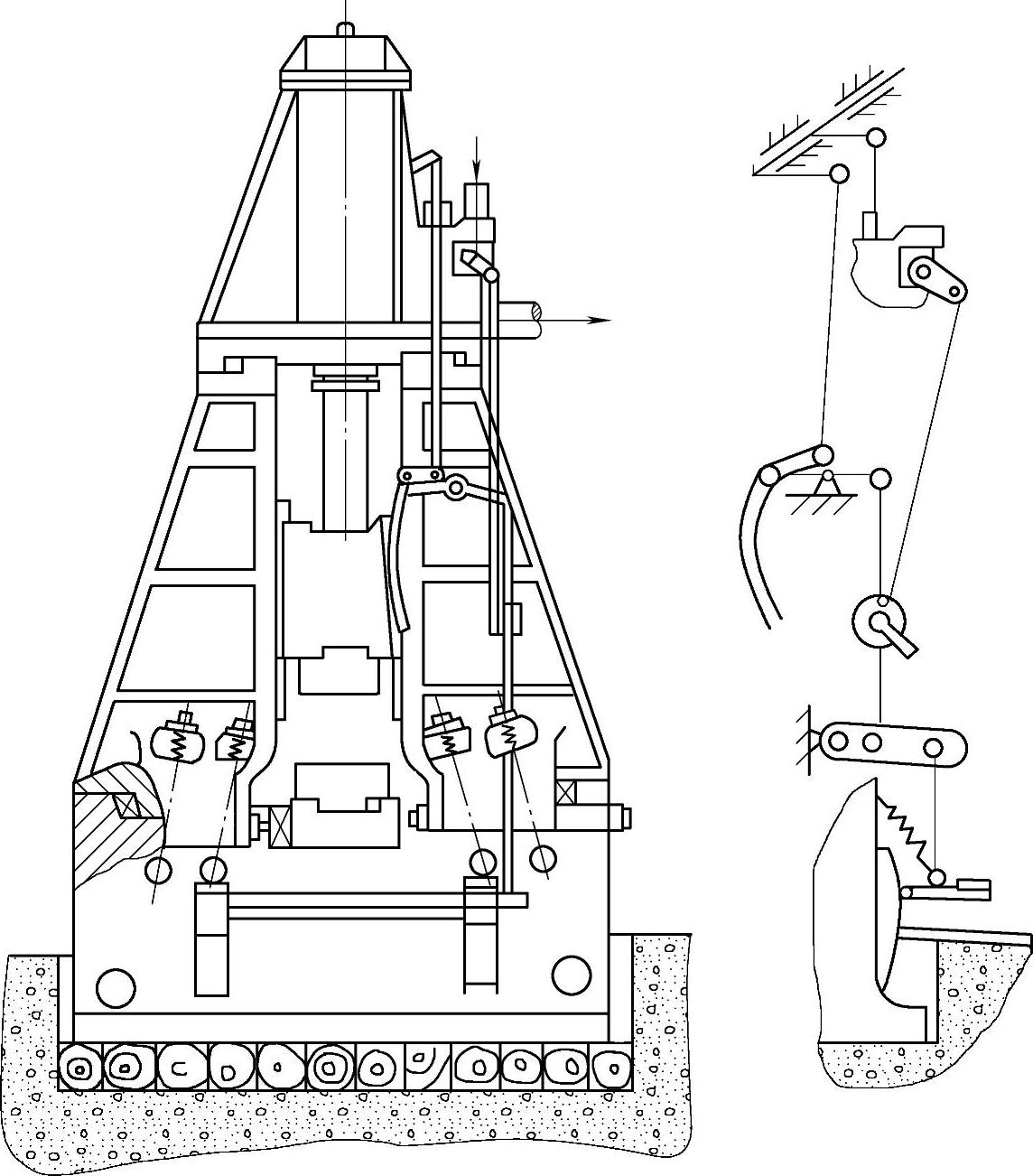
图3-31 模锻锤结构简图
模锻锤能完成镦粗、拔长、滚挤、弯曲、成形、预锻和终锻等各变形工步的操作,锤击力量的大小和锤击频率可以在操作中自由控制和变换,可以完成各种长轴类锻件和短轴类锻件的模锻,在各种模锻方法中具有较好的适应性;设备费用也比其他模锻设备低,是我国当前模锻生产中应用最多的一种锻造方法。该设备结构简单、造价低、操作简单、使用灵活,目前广泛应用于汽车、船舶及航空锻件的生产。其缺点是工作时振动和噪声大,劳动条件差,难于实现较高程度的操作机械化,完成一个变形工步要经过多次锤击,生产率不太高。因而在大批生产中有被压力机上模锻取代的趋势。
2.曲柄压力机上模锻
曲柄压力机的结构和工作原理如图3-32所示。电动机通过飞轮释放能量,曲柄连杆机构带动滑块沿导轨作上下往复运动,进行锻压工作。锻模分别安装在滑块的下端和工作台上。
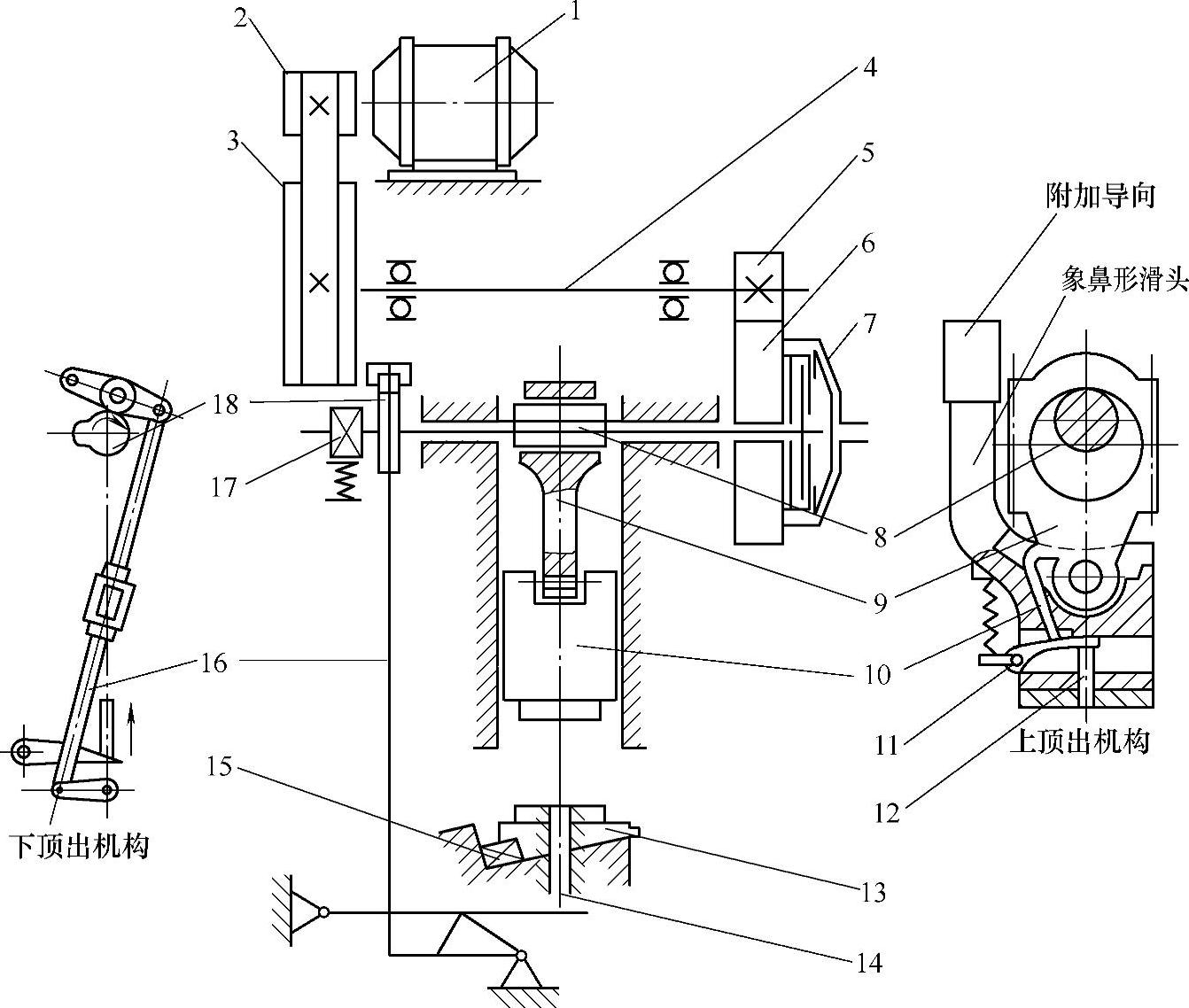
图3-32 曲柄压力机的结构和工作原理简图
1—电动机 2—小带轮 3—飞轮 4—传动轴 5—小齿轮 6—大齿轮 7—圆盘摩擦离合器
8—曲柄 9—连杆 10—滑块 11—上顶出机构 12—上顶杆 13—楔形工作台
14—下顶杆 15—斜楔 16—下顶出机构 17—带式制动器 18—凸轮
与锤上模锻相比,曲柄压力机上模锻具有以下优点:
1)作用于坯料上的锻造力是压力,而不是冲击力,工作时振动噪声小,劳动条件得到改善。
2)坯料变形的速度较低。这对于低塑性材料的锻造有利,某些不适合在锤上锻造的材料,如耐热合金、镁合金等,可在压力机上锻造。(https://www.chuimin.cn)
3)锻造时滑块的行程不变,每个变形工序在滑块的一次行程中即可完成,并且便于实现机械化和自动化,具有很高的生产率。
4)滑块运动精度高,并有锻件顶出装置,使锻件的模锻斜度、加工余量和锻造公差大大减小,因而锻件精度比锤上模锻件高。
这种模锻方法的缺点是:设备费用高,模具结构比锤上模锻复杂,仅适用于大批量生产;对坯料的加热质量要求高,不允许有过多的氧化皮;由于滑块的行程和压力不能在锻造过程中调节,因而不能进行拔长、滚挤等工序的操作。
3.平锻机上模锻
平锻机是曲柄压力机的一种,又称卧式锻造机,它沿水平方向对坯料施加锻造压力。按照分模面的位置可分为垂直分模平锻机和水平分模平锻机。
图3-33所示为平锻机工作原理示意图。平锻机起动前,棒料放在固定凹模6的型槽中,并由前挡料板4定位,以确定棒料的变形部分长度l0(图3-32a),然后,踏下脚踏板,使离合器工作。平锻机的曲柄凸轮机构保证按下列顺序工作:在主滑块前进过程中,活动凹模7迅速进入夹紧状态,在lp部分将棒料夹紧;前挡料板4退去(图3-32b);凸模(冲头)3与热毛坯接触,并使其产生塑性变形直至充满型槽为止(图3-32c)。当机器回程时,各部分的运
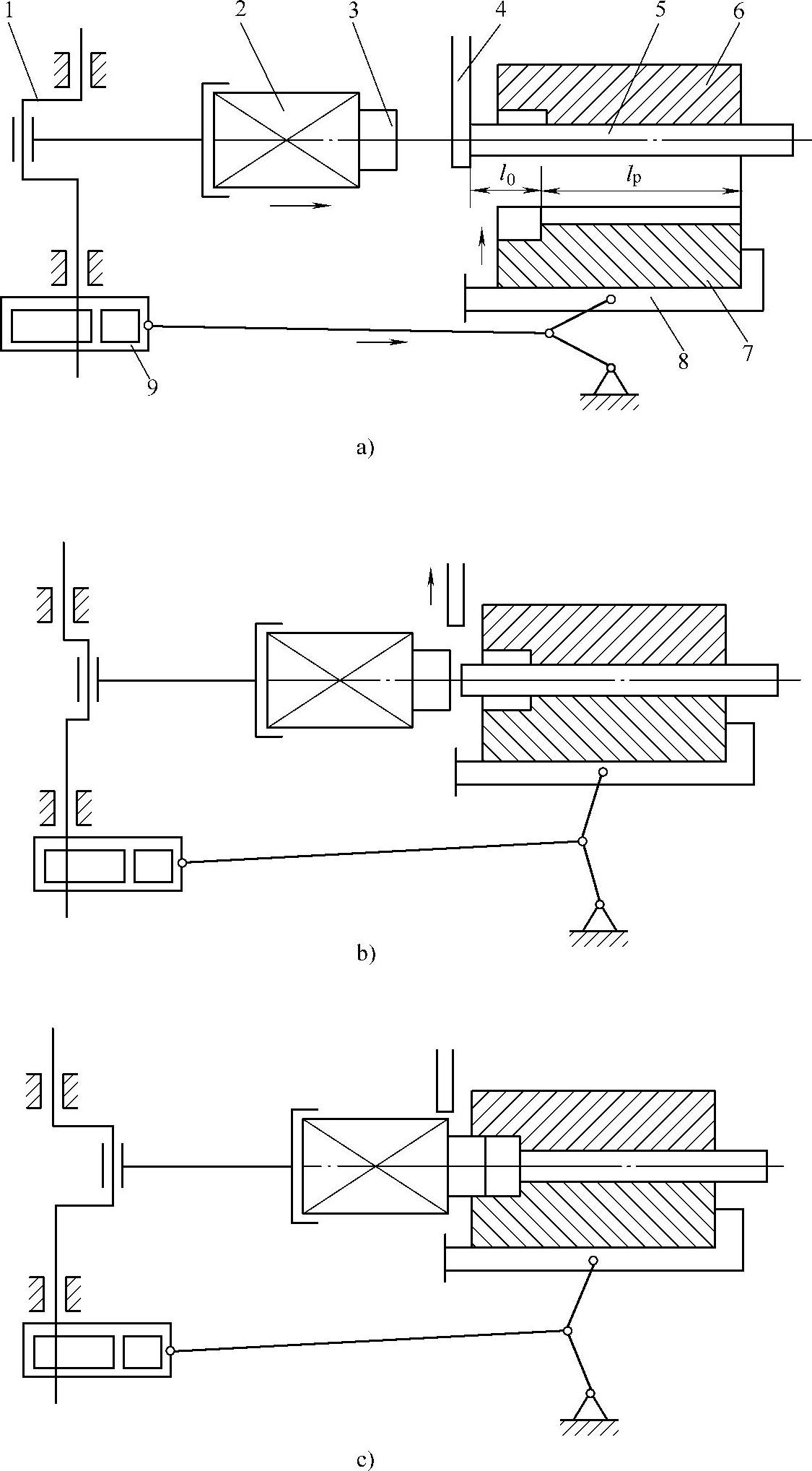
图3-33 平锻机工作原理示意图
1—曲柄 2—主滑块 3—凸模 4—前挡料板 5—坯料
6—固定凹模 7—活动凹模 8—夹紧滑块 9—侧滑块
动顺序是:冲头从凹模中退出,活动凹模恢复原位,冲头恢复原位,从凹模中取出锻件。
平锻机上模锻在工艺上有如下特点:
1)锻造过程中坯料水平放置,坯料都是棒料或管材,并且只进行局部(一端)加热和局部变形加工。因此,可以锻造在立式锻压设备上不能锻造的某些长杆类锻件,也可以用长棒料连续锻造多个锻件。
2)锻模有两个分模面,锻件出模方便,可以锻出在其他设备上难以完成的在不同方向上有凸台或凹槽的锻件。
3)需配备对棒料局部加热的专用加热炉。
平锻机上模锻也是一种高效率、高质量、容易实现机械化的锻造方法,劳动条件也较好,但平锻机结构复杂、价格贵、投资大,仅适用于锻件的大批量生产。平锻机广泛用于生产气门、汽车半轴、环类锻件等。
4.摩擦压力机上模锻
摩擦压力机是靠飞轮旋转所积蓄的能量转换成金属的变形能进行锻造,如图3-34所示。
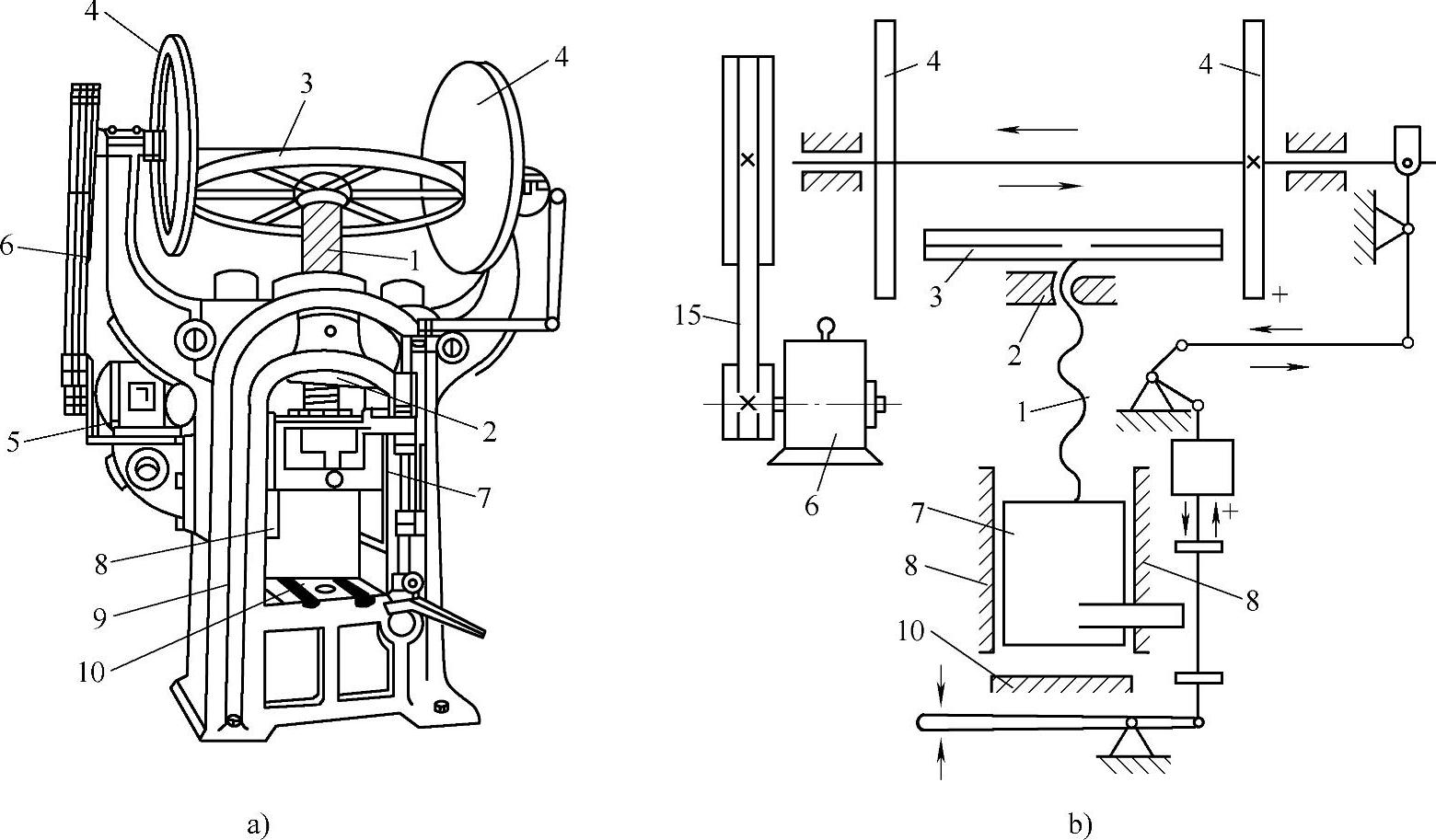
图3-34 摩擦压力机
a)外形图 b)传动图
1—螺杆 2—螺母 3—飞轮 4—圆轮 5—传动带 6—电动机 7—滑块 8—导轨 9—机架 10—机座
摩擦压力机属于锻锤锻压设备,其打击速度介于模锻锤和曲柄压力机之间,有一定的冲击作用,滑块行程和冲击能量都可自由调节,坯料在一个模膛内可以多次锻击,因而工艺性能广泛,既可完成镦粗、成形、弯曲、预锻、终锻等成形工序,也可进行校正、修整、切边、冲孔等后续工序的操作,必要时,还可作为板料冲压的设备使用。
摩擦压力机的飞轮惯性大,单位时间内的行程次数比其他设备低得多,这对于再结晶速度较低的塑性材料的锻造是有利的,但也因此生产率较低。由于采用摩擦传动,摩擦压力机的传动效率低,因而,设备吨位的发展受到限制,通常不超过10000kN。
摩擦压力机上模锻适用于小型锻件的批量生产。摩擦压力机结构简单、性能可靠、使用维护方便,是中小型工厂普遍采用的锻造设备。
相关文章

金属的塑性成形方法又称锻压,它是指对坯料施加外力,使其产生塑性变形,达到改变尺寸、形状及改善性能,用以制造毛坯或零件的成形加工方法。金属的弹性变形量很小,一般不超过1%,并具有可逆性,不能用于金属成形;金属塑性变形量则较大,_____又不可恢复,被广泛用于金属的成形,是金属锻压的基础。但加工硬化会增加冷轧、冲压等成形工艺的动力消耗,为恢复金属的塑性往往要进行中间退火,使其生产周期延长、成本增加。......
2025-09-29

钝态金属所具有的性质称为钝性。当自钝化金属表面的钝化膜遭到破坏时,其往往具有自愈能力,因此具有很好的耐蚀性。支持成相膜理论的实施证据主要有:1)用I2-KI溶液作溶剂可溶解基体金属而分离出Fe的钝化膜。......
2025-09-29
渗金属是采用加热扩散,使一种金属或多种金属渗入工件表面,形成表面合金层的方法,分为直接扩散法和涂层渗法两种。铝铁合金中铝的质量分数一般应高于50%。此外,氧化铝在配料前必须经1150~1200℃保温4h处理,避免渗剂与工件产生粘结和氧化现象。图2-43 保温时间与渗铝层深度的关系1—900℃2—1000℃注:渗剂成分为99.5%铝铜铁合金粉+0.5%NH4Cl。新箱首次使用时,为避免内壁吸收铬原子造成的影响,应减少工件装入量或先进行一次预渗铬处理。......
2025-09-29

排样图:如图10-23b所示。说明:1.工艺分析如图10-23a所示为某汽车固定箍圈,该制件形状复杂,是一典型的圆筒卷圆件,以前曾有类似的制件,按照传统工艺预弯,卷圆成形后出现了较大的回弹,回弹后圆筒件直径一般增大5~8mm,而且圆筒件有明显的椭圆化倾向,虽经反复调整,修研模具,但效果一直不理想,难以冲压出合格的制件。......
2025-09-29
E的数值随材料而异,是通过试验测定的,其单位与应力单位相同。将式(5-1)及式(5-2)等代入式(5-5)可得式(5-6)是虎克定律的另一表达形式,它表明当杆件应力不超过某一极限时,应力与应变成正比。解:当P达到15kN时,正应力为由虎克定律得图5-12所示为一方形截面砖柱,上段柱边长为240mm,下段柱边长为370mm。......
2025-09-29

湍流的重要特点是物理量的脉动,目前描述湍流流动的数值模拟方法主要包括直接数值模拟、大涡模拟和分离涡模拟等。分离涡模拟方法是将大涡模拟和雷诺平均方法结合,在壁面处采用分离涡模拟方法,在湍流的核心区域采用大涡模拟方法。模型考虑了网格的各向异性,且调整亚网格长度尺度来实现RANS向LES的过渡。除此之外,为解决近壁雷诺应力估计不足的问题,IDDES模型中增加新项fe。......
2025-09-29
气动成形是利用气体的动力作用代替部分模具的成形零件来成形塑件的一种方法。气动成型主要包括中空吹塑成形,抽真空成形及压缩空气成形。吹塑成形是最常用的气动加工方法之一,其工作原理是将挤出机挤出或注射成形的处于高弹态的空心塑料型坯置于闭合的模腔内,然后向型坯内部通入压缩空气,使其胀大并贴紧型腔表壁,经冷却定型后成为具有一定形状和尺寸精度的中空塑料容器。......
2025-09-29

相关推荐