若使气体充分电离,形成由数量相等的带正电的正离子和带负电的电子所组成的电离气体,就称为等离子体。等离子体是一种由自由电子和带电离子为主要成分的物质形态,常被视为物质的第四态,也被称为等离子态,或者“超气态”,也称为“电浆体”。等离子体具有很高的电导率,与电磁场存在极强的耦合作用。......
2025-09-29
等离子弧是一种非线性负载。相对于自由电弧,等离子弧的静态特性虽然还是呈现为U形,但又有明显的变化,如图1-7-2所示,主要表现在以下方面。
1)由于冷壁喷嘴的拘束作用使弧柱横截面积受到限制,弧柱电场强度增大,电弧电压明显提高,U形特性的平直区较自由电弧明显缩小,如图1-7-2a所示。
2)拘束孔道的尺寸和形状对静特性有明显影响,喷嘴孔径越小,U形特性平直区域就越小,上升区域斜率增大,即弧柱电场强度增大。
3)离子气种类和流量不同时,弧柱的电场强度将有明显变化。因此,等离子弧供电电源的空载电压应按所用的等离子气种类而定。
4)如果采用混合型等离子弧,转移弧U形特性下降区段斜率明显减小,如图1-7-2b所示。这是由于非转移弧的存在为转移弧提供了导电通路。小电流微束等离子弧采用混合型弧,以提高其稳定性。
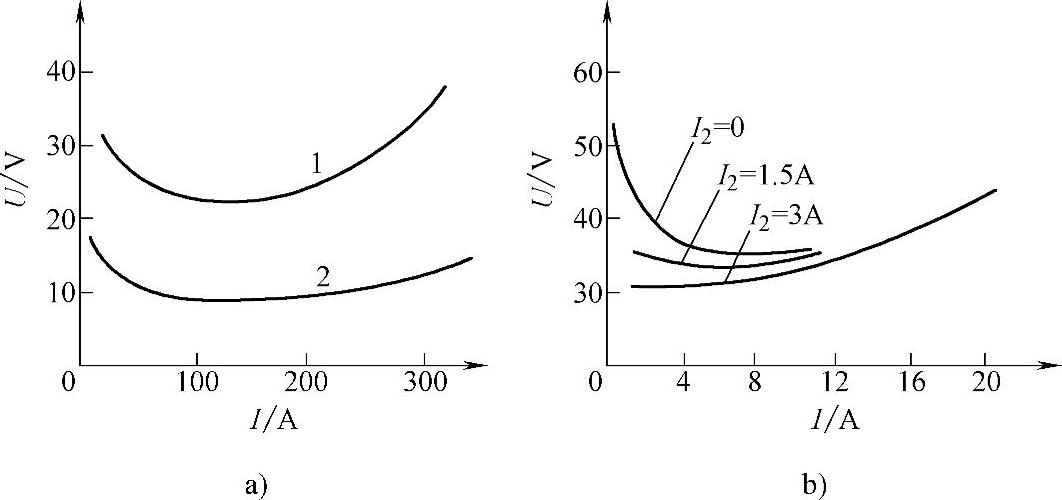
图1-7-2 等离子弧的静特性
a)转移弧 b)混合型弧
1—等离子弧 2—钨极氩弧 I2—非转移弧电流(https://www.chuimin.cn)
根据“电源-电弧”系统稳定工作的基本原理,等离子弧供电电源的外特性、动特性以及调节特性都要能够适应等离子弧负载的特点。
等离子弧的静态特性呈现为U形,其工作部分一般为平特性或者上升特性,普遍采用陡降特性或缓降特性弧焊电源,最好采用陡降特性电源。当弧长发生变化时,采用陡降特性电源引起的电流偏移量较小,即ΔI1<ΔI2,如图1-7-3所示。在等离子弧正常工作时,电弧应从钨极经喷嘴孔道到达焊件。但在某些特殊情况下,钨极与喷嘴之间有一个电弧,喷嘴与工件还有一个电弧,也就是说钨极到焊件间的电流通道有两个相串联的电弧,称为双弧现象。出现双弧时,会造成工艺缺陷,严重时烧毁喷嘴,需要避免。虽然喷嘴孔道的直径与长度的比值是影响双弧的最重要因素,但采用恒流特性弧焊电源,对防止双弧现象也是有利的。
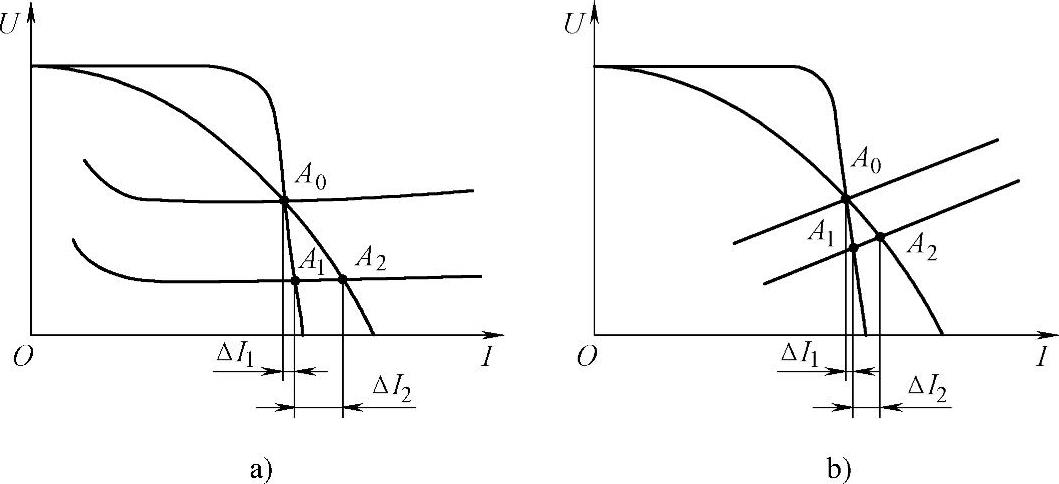
图1-7-3 垂直陡降和缓降弧焊电源外特性在弧长变化时引起的电流偏移量示意图
a)等离子弧为平特性 b)等离子弧为上升特性
在等离子弧焊接、喷涂或者切割过程中,往往需要根据材料、电极直径等来选择不同的工艺参数,其中最重要的是电弧电压和电流。而电弧电压和电流的值又是由弧焊电源外特性曲线和等离子弧静特性曲线相交的稳定工作点来确定。为了获得不同的电弧电压和电流,弧焊电源的外特性必须连续和均匀可调。
等离子弧对其供电电源动特性的要求不高,因为它是一种非熔化极电弧,又常用非接触引弧方式,在工作中电极不熔化,电弧长度、电弧电压和电流基本上不发生变化。为了保持电弧稳定,供电弧焊电源的输出滤波电感量一般比较大,回路的时间常数较大。
具有下降特性的各种整流式弧焊电源,如磁放大器式弧焊整流器、晶闸管式弧焊整流器、逆变式弧焊整流器以及早期的弧焊发电机等,均可以作为等离子弧供电电源,并以逆变式弧焊整流器为主流发展方向。
相关文章

若使气体充分电离,形成由数量相等的带正电的正离子和带负电的电子所组成的电离气体,就称为等离子体。等离子体是一种由自由电子和带电离子为主要成分的物质形态,常被视为物质的第四态,也被称为等离子态,或者“超气态”,也称为“电浆体”。等离子体具有很高的电导率,与电磁场存在极强的耦合作用。......
2025-09-29

不同弧焊电源对电弧动载的响应过程不相同。我们需要了解弧焊电源动特性对焊接过程的影响,进而从保证引弧、燃弧、熔滴过渡能处于良好状态的客观要求出发,对弧焊电源动特性提出若干参考性的指标,用以指导设计制造和评价工作。短路电流峰值对熔滴过渡的影响前面已分析,不再重复。......
2025-09-29

从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。等离子弧具有以下特点。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。......
2025-09-29

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2025-09-29
由于等离子体是由荷电粒子组成的导电体,因此可用磁场控制它的位置、形状和运动,如电弧的旋转、电弧的稳定等。图2-6 等离子弧的作用形式a)非转移型弧 b)转移型弧 c)联合型弧......
2025-09-29

利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2025-09-29

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2025-09-29

(一)等离子弧焊的分类、特点在焊接领域中,用等离子弧作热源的工艺方法主要有等离子弧堆焊、等离子弧焊接、等离子弧切割、等离子弧喷涂等。等离子弧焊与钨极氩弧焊很相似,但它的热源是经机械压缩、热收缩、磁收缩的压缩电弧。熔透型等离子弧焊用压缩程度较弱的等离子弧,只熔化工件而不产生小孔效应,与钨极氩弧焊类似,主要用于薄板单面焊背面成形及厚板的多层焊。......
2025-09-29
相关推荐