(一)钨极气体保护电弧焊的特点钨极气体保护电弧焊是在惰性气体的保护下利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的焊接方法。焊枪的运动靠手工操作的是手工钨极气体保护电弧焊,填充焊丝和焊枪的运动全靠机械完成的,俗称自动钨极气体保护电弧焊。......
2025-09-29
1.对钨极材料的要求
TIG焊用钨极材料,对TIG焊电弧的稳定性、钨极材料损耗和焊接质量都有很大的影响。钨极材料应满足以下要求。
(1)发射电子能力强 钨极材料的电子逸出功要小,特别是在高温时具有较强的热电子发射能力,使引弧及稳弧性能好。
(2)耐高温 在正常焊接过程中钨极材料不熔化烧损。
(3)载流能力大要求钨极材料具有良好的导电性和导热性。能承载较大电流而不会过热。
焊接时,钨极端部要达到3000K以上的高温,钨极受高温蒸发和缓慢氧化均会产生烧损。钨极的烧损使焊缝夹钨,这对重要构件是不允许的。钨极端部形状变化,会带来电弧形态的改变,影响电弧力及对母材的热输入。同时也影响电极的使用寿命,需要频繁更换电极。因此,合理选择钨极材料,减少钨极烧损是很重要的。
2.钨极材料
钨极材料有纯钨极材料和钨的合金材料。在纯钨的基础上加入微量逸出功较小的稀土元素,如钍(Th)、铈(Ce)、锆(Zr)等,或它们的氧化物,如氧化钍(ThO2)和氧化铈(CeO2)等,对钨极发射电子非常有利。经常使用的钨合金材料有钍钨极和铈钨极。
(1)纯钨极 钨是较好的电极材料,它的熔点很高,为3380~3600℃,沸点为5900℃,强度大(850~1100MPa),不易熔化和蒸发。钨的电子逸出功为4.31~5.16eV,高于铝(3.95eV)、钾(2.02eV)等材料电子逸出功,这对电子发射不利,但钨的熔点高,在高温时有强烈的电子发射能力,一旦电弧引燃,电弧还是很稳定的。与钍钨极(逸出功为2.7eV)、铈钨极(逸出功为2.4eV)相比,纯钨极要发射出等量的电子,需要有较高的工作温度,在电弧中的消耗也较多,需要经常重新研磨。纯钨极自身熔点最高,在交流负半波更能抗烧损,因此,纯钨极一般在交流TIG焊中使用。这时纯钨极前端在熔化状态下呈现较好的半球状,随后的形状保持比较容易。
(2)钍钨极 钍钨极是在纯钨材料中加入质量分数为1%~2%的氧化钍(ThO2)制成。ThO2的熔点为3327K,接近钨的熔点。钨极加入氧化钍后电子逸出功显著降低,电子发射能力大大增强。钍钨极与纯钨极比较其优点是:能够在较低的温度下发射出同等程度的电子数目,因而容易引弧和稳弧,延长电极使用寿命,并且电极的载流能力增加,即相同直径的电极可以流过较大的电流。TIG直流正接焊接时,常采用钍钨极。这时电极的前端熔化、烧损少于纯钨极。但是,钍钨极中所含钍元素具有微量的放射性,应用范围受到一定限制,钍质量分数为2%的钍钨极已极少采用。钍钨极在使用过程中若不注意保护,对焊工的健康是有害的。
(3)铈钨极 在纯钨材料中加入少量微放射性稀土元素铈(Ce)的氧化物(CeO2)就做成了铈钨极,CeO2的加入量通常质量分数为1%~2%。实践证明,铈钨极能明显降低电子逸出功,提高电极的引弧和稳弧性能,基本能满足TIG焊要求。铈钨极是我国首先试制并应用的。国际标准化组织焊接材料分委员会根据我国应用铈钨极的情况,已经把铈钨极列入非熔化极标准中,并确定其代号为WCe。铈钨极的优点表现如下:
1)使用更加安全,铈钨极与钍钨极相比降低了电极的放射性。
2)直流焊接时,阴极压降降低10%,比钍钨极更容易引弧,电弧稳定性也好。
3)化学稳定性好,对保护气体纯度的要求比钍钨极略低。(https://www.chuimin.cn)
4)允许的电流密度大,最大许用电流密度比钍钨极提高5%~8%。
5)电极烧损率下降,修磨次数减少,使用寿命延长。
(4)其他电极 这里包括锆钨极、镧钨极和钇钨极等。锆钨极含质量分数为1%左右的氧化锆(ZrO2),载流能力强,抗母材污染性好,在电弧中的烧损较小,保持电极端部形状(半球形)的功能强,不易使焊缝夹钨。锆钨极也适合于在交流焊接中使用。此外,人们正在研制的电极还有镧钨极(W+LaO21%)(质量分数,下同)、钇钨极(W+Y2O32%)等,进一步提高了钨极的性能。这些电极也适合于在中、大电流和交流焊接中使用,具有烧损小的特点。
以上几种TIG焊常用电极的化学成分见表1-6-6。成分中含有的SiO2、Fe2O3、Al2O3等为杂质,这些杂质存在会降低电极熔点,影响电极使用性能,应予以限制。
表1-6-6 TIG焊常用电极的化学成分

3.电流容量
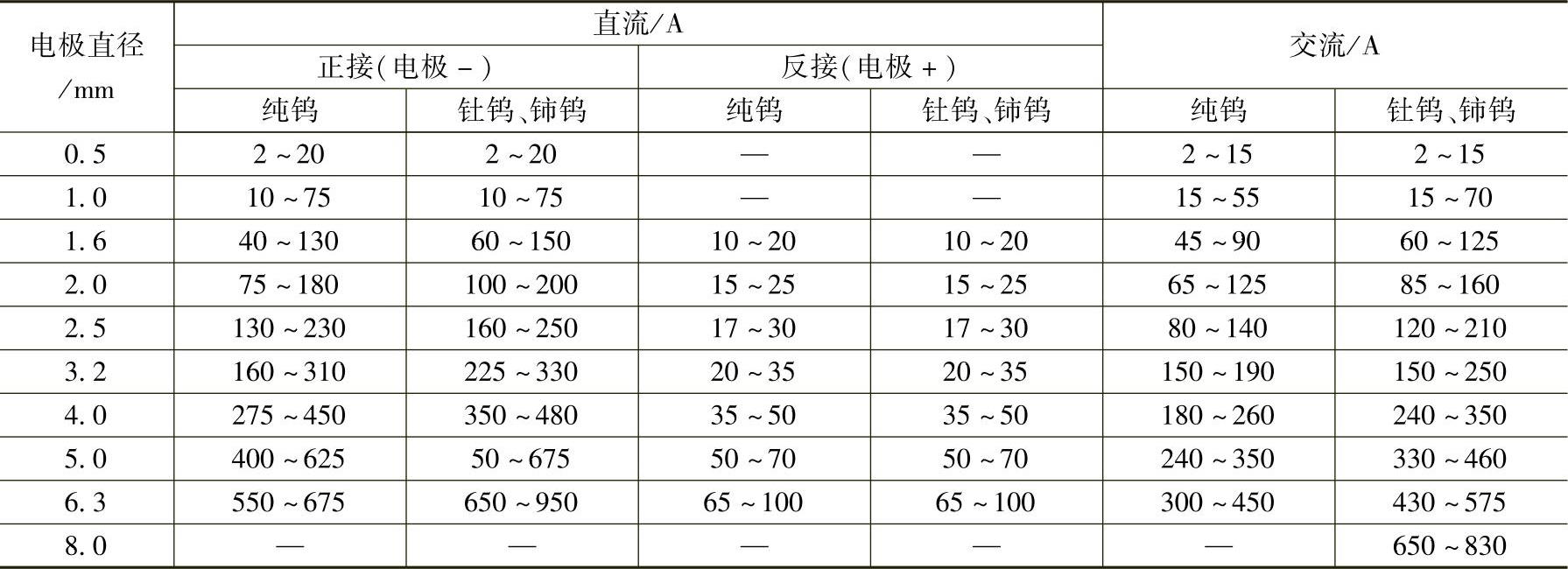
钨电极承载电流能力除了与电极材料有关系外,还与电极直径、电流的种类和极性、电极伸出长度和冷却程度等因素有关系。一定直径的钨电极对应有相应的极限电流。超过极限电流值,钨极将过热、熔化或蒸发,引起电弧不稳,焊缝夹钨。直流反接时,钨极发热量比正接时大,所以电流容量比正接要小。交流焊接时,极性是在变化的,电流容量介于直流正接和反接之间。为了防止电弧烧毁喷嘴和不影响操作者的视线,钨极端部应伸出喷嘴以外。如果钨极伸出过长,气体保护效果变差,钨极受电弧热和电阻热增加,降低了钨极许用电流值。因此钨极伸出喷嘴长度一般为5~10mm。表1-6-7为常用钨极的许用电流值。
表1-6-7 常用钨极的许用电流值
4.电极端部形状
电极端部形状对电弧的稳定性有一定影响。直流TIG焊接时,一般采用直流正接。因为钨极为负极时发热量小。为了使电弧集中,燃烧稳定,电极端部一般修磨成圆锥形状。电极端部形状如图1-6-20a所示。在小电流时,为了提高电弧热量集中性,一般采用较小的电极锥角α,如30°。在较大的焊接电流时,如果电极锥角过小,则会增加电极上的电压降,增加电极的产热,降低电极使用寿命,对焊接过程的稳定性不利。这时电极锥角α一般取较大值,如90°。交流TIG焊时,由于兼有正、负极性,为了增强电极端部的抗热能力,避免负极性半周钨极过快烧损,电极端部一般修磨成半圆球形状。如图1-6-20b所示。钨极端部必须修磨光滑,否则,凹凸不平的电极端部使得电弧既不集中也不稳定。
相关文章

(一)钨极气体保护电弧焊的特点钨极气体保护电弧焊是在惰性气体的保护下利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的焊接方法。焊枪的运动靠手工操作的是手工钨极气体保护电弧焊,填充焊丝和焊枪的运动全靠机械完成的,俗称自动钨极气体保护电弧焊。......
2025-09-29

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2025-09-29

区域农业产值结构是一个多层次、多因素的复杂系统,它具有明显的模糊性、随机性和信息不完全性,亦即灰色性。因此,农业产值结构是一个典型的灰色系统,可以通过灰色系统理论来分析山区农业经济的优势所在。图5-3 平谷区农业产值结构因素灰色关联树R11表明各业产值对大农业总产值的影响。其中以畜牧业和渔业的影响最大,其次是林果业,种植业的影响最小。R22表明林果业内部各要素产值对林果业产值的影响。......
2025-09-29

按适用的焊接材料的不同可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属焊丝等。为了防止焊丝生锈,碳钢和低合金钢焊丝要进行表面处理,目前主要是镀铜处理。不同的焊接方法应采用不同直径的焊丝。药芯焊丝主要用于CO2焊接、MAG焊接和自保护焊接。第一部分为字母“SCu”,表示铜及铜合金焊丝;第二部分为四位数字,表示焊丝型号;第三部分为可选部分,表示化学成分代号。焊丝型号与化学成分代号对应表见表2-32。......
2025-09-29

焊条按用途分类,依据焊条国家标准和原机械工业部编制的《焊接材料产品样本》,通常可分为10大类。焊条型号与牌号的划分见表1-3-1。焊条按药皮类型可分为氧化钛型、氧化钛钙型、钛铁矿型、氧化铁型、纤维素型、低氢型、石墨型、盐基型等。如低碳钢、中碳钢、低合金钢焊条的选用。2)等化学成分原则 使熔敷金属的化学成分与母材的化学成分符合或接近,以保证焊接接头要求的特殊性能,如不锈钢焊接、耐热钢焊接、堆焊等场合。......
2025-09-29

手工钨极气体保护焊设备如图3-57所示。灭弧后应滞后5~15s停止送气,以保护尚未冷却的钨极和熔池。使用时,两种焊枪均应注意避免超载工作以延长焊枪寿命。TIG焊枪的标志由形式符号及主要参数组成。扩散形通常用于熔化极气体保护焊。气体减压阀将高压气瓶中的气体压力降至焊接所要求的压力,气体流量计用来调节气体流量大小电磁气阀用以控制保护气流的通断。......
2025-09-29

2)气硬性结合剂,与散状耐火材料混合成型后,在常温自然干燥条件下养护即可发生凝结与硬化。而碱性耐火材料则不能直接适用酸性结合剂,只能采用中性或碱性结合剂,若在还原性条件下使用,也可选用高残碳的有机类结合剂。......
2025-09-29
搬运车辆又称工业车辆,是企业内部迸行短距离搬运、装卸和堆垛货物的无轨车辆。搬运车辆按结构和用途分为搬运车、牵引车和起升车辆三大类。3)减少搬运物品的损坏,提高产品的成品率。搬运车辆形式的选用表2-5可供选用搬运车辆形式时参考。选择搬运车辆时,还应考虑以下几个方面:1)机器的安全程度。3)车辆的可靠性和耐久性。6)驾驶员的视野有无特殊要求。......
2025-09-29
相关推荐