图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2025-09-29
药芯焊丝CO2焊是一种气渣联合保护的弧焊方法,如图1-5-49所示。除有气体保护外,焊接过程中药芯受热熔化,产生的渣覆盖在焊缝表面进一步保护。它具有以下特点。
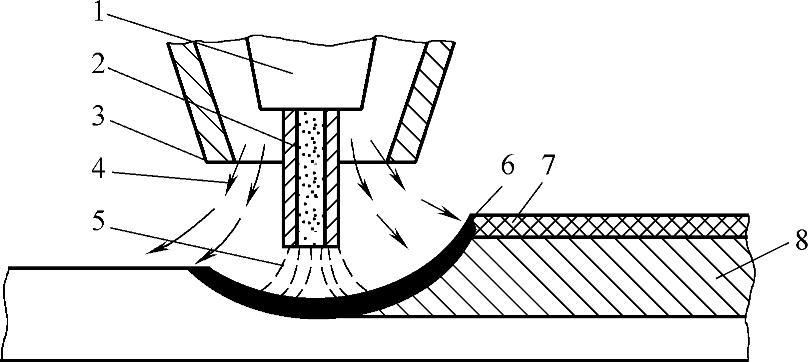
图1-5-49 药芯焊丝CO2焊示意图
1—导电嘴 2—药芯焊丝 3—喷嘴 4—保护气体 5—电弧 6—熔池 7—熔渣 8—焊缝金属
1.焊接工艺性能好
与实心焊丝CO2焊相比,药芯能改变熔滴过渡形态,细化熔滴,药芯焊丝CO2焊时电弧稳定、飞溅很小且焊缝成形美观,可全位置焊,而且气渣联合保护提高了抗气孔的能力。
2.熔敷速度快(https://www.chuimin.cn)
药芯焊丝CO2焊时,电流通过很薄的金属外皮,电流密度高,焊丝熔化速度快,熔敷速度高于实心焊丝,生产效率高。
3.易调整合金性能
药芯焊丝可通过改变金属外皮及药芯成分得到不同性能的焊缝金属,与实心焊丝只能通过改变焊丝金属的化学成分相比更为方便,特别是对低合金高强度钢优势更明显。
4.综合成本低
焊接生产成本由焊接材料、辅助材料、人工费用、能源消耗、生产效率及焊丝熔敷率等指标综合构成。采用药芯焊丝焊接相同厚度(中厚板以上)的工件,单位长度焊缝的综合成本不到焊条电弧焊的一半,且略低于实心焊丝。
药芯焊丝应用存在的主要问题是制造设备与工艺复杂导致售价高、有缝药芯焊丝的防潮性低于实心焊丝等。目前药芯焊丝已广泛用于冶金工程、造船、海洋平台、油气管线、压力容器及机械制造等领域。
相关文章

图3-66 半自动熔化极气体保护焊设备构成1.焊接电源CO2气体保护电弧焊电源有旋转式和整流式两种,但由于旋转式焊机能耗、噪声大且适用性差,所以目前已很少采用。焊丝直径大于2.4mm采用与埋弧焊设备相同的弧压反馈送丝法。......
2025-09-29

焊条电弧焊是以焊条作为电极和填充金属,用手工操纵焊条进行焊接的电弧焊方法。焊条药皮在电弧热的作用下产生气体和液态熔渣,起隔绝大气和保护液体金属的作用。焊条电弧焊方法原理示意图如图1-3-1所示。......
2025-09-29

图1-2-18 晶闸管式弧焊整流器基本原理框图大功率晶闸管组V受控于移相触发电路,移相改变晶闸管导通角大小,导通角大,则焊接电流(电压)也大。......
2025-09-29

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2025-09-29

最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2025-09-29

图2-1 液压泵工作原理图1—偏心轮 2—柱塞 3—缸体 4—弹簧 5、6—单向阀1.液压泵的工作原理液压泵都是依靠密封容积变化的原理来进行工作的,故一般称为容积式液压泵。图2-1所示为单柱塞液压泵的工作原理图。这是容积式液压泵的基本特性。液压泵的结构原理不同,其配油机构也不相同,如图2-1中的单向阀5、6就是配油机构。这是容积式液压泵能够吸入油液的外部条件。......
2025-09-29

焊接参数的可选范围大 与CO2焊相比,MAG焊接薄板时焊接参数的可选范围大,如图1-5-19所示,实线为采用Ar 80%+CO220%混合气体保护焊时的焊接参数范围,虚线为采用CO2气体时焊接参数范围。易实现自动化生产MAG焊的主要缺点是因保护气体中含有较多的惰性气体,焊接成本比CO2焊高一些。......
2025-09-29
相关推荐