焊接过程中,熔滴阶段进行着强烈的碳的化学反应,生成的CO气体在熔滴的某个部位逸出而引起飞溅,这种飞溅称作气体逸出飞溅。熔滴中气体逸出飞溅现象的本质与熔滴爆炸飞溅是一样的,都是由于熔滴内冶金反应形成的CO气体的逸出而引发的飞溅,区别是其冶金过程进行的激烈程度不同。......
2023-06-30
短路引起的飞溅还有另一种情况就是再引弧飞溅,即熔滴短路过渡完成后,电弧在很细的短路桥断开处复燃的瞬间,在突然产生的电弧力的作用下,将电弧下熔池金属或焊丝端部残留的熔化金属抛出焊接区,引起飞溅。
参考文献[40]对再引弧飞溅进行了描述,认为再引弧飞溅是由于电弧力的作用引起的,熔滴以短路桥的方式进行过渡时,当过渡完成、短路桥断开时,电弧将在呈线状的短路桥断开处的熔化金属顶端产生,在这个区域突然产生的电弧力把焊丝端头残留的液体金属吹散,造成再引弧飞溅。
对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。熔滴金属以短路桥接的形式过渡之后,在焊丝下面熔池中聚集着大量的熔滴金属尚未来得及扩散开,当电弧瞬间引燃时弧长很短,电弧压力集中在电弧下小的面积上,使作用面的熔池金属形成凹坑,凹坑处的液体金属被排挤到周边,使电弧力作用面周围来不及扩散的液体金属涌起。图5-75中第11~18帧照片显示了表面张力过渡之后出现的液面涌起现象。显然液体金属剧烈地涌起将存在飞溅的危险,由图5-76看到,在熔池表面隆起的液柱几乎造成飞溅(第9~14帧照片)。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。

图5-75 药芯焊丝CO2气体保护焊表面张力过渡之后出现熔池液面涌起现象的高速摄影照片(一)
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
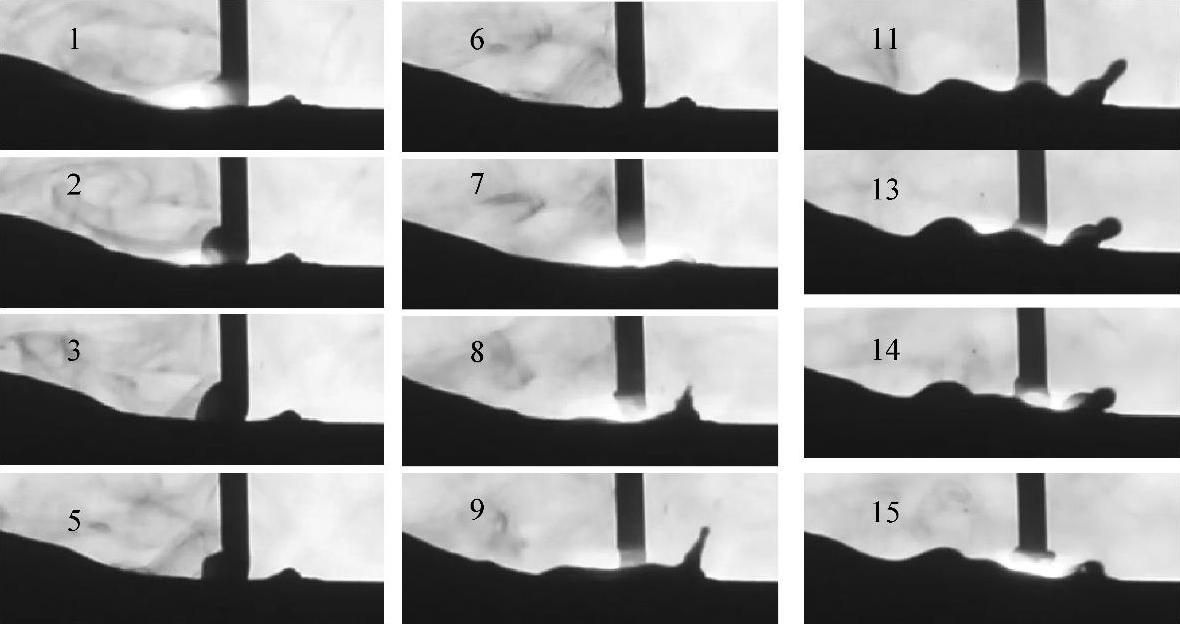
图5-76 药芯焊丝CO2气体保护焊表面张力过渡之后出现熔池液面涌起现象的高速摄影照片(二)
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78表现了与上述几个案例不同的再引弧飞溅的场景,电弧重燃后电弧力不是将熔池中的金属排出,而是将焊丝端部残留的液体金属熔滴吹出去,形成颗粒状飞溅(第14~20帧照片)。在图5-79所示的案例中显示出更猛烈的再引弧飞溅,其飞溅物有残留的金属熔滴,也有熔池金属。

图5-77 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(一)
样品名称:KFX-71药芯焊丝,φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;拍摄速度:1200f/s。
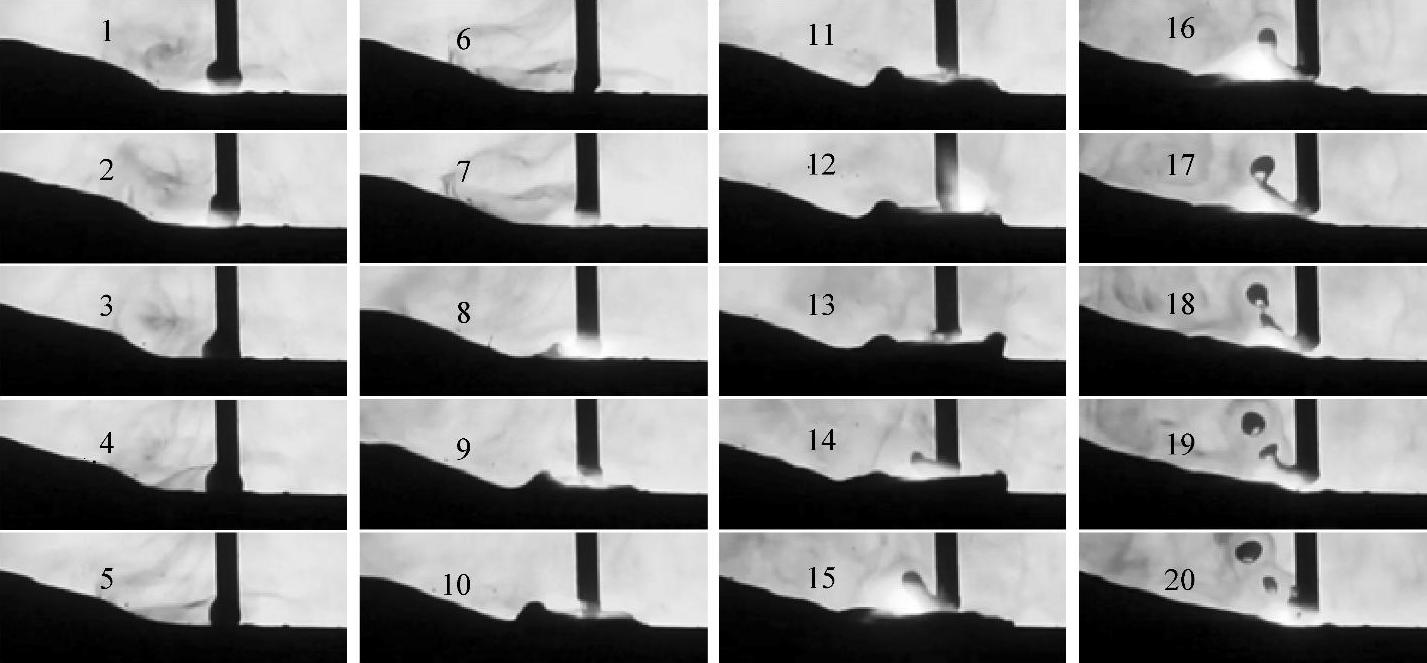
图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
从以上举出的案例可看出,再引弧飞溅一般是这样发生的:当一个熔滴表面张力过渡完成后,电弧立即引燃,由于电弧力的作用,引弧处出现熔池金属涌起的液浪,同时从熔池泛起细颗粒飞溅物,激烈的涌浪往往引发较大颗粒的飞溅,飞溅物大都源于熔池金属,也有可能是焊丝端部残留的熔化金属。
再引弧飞溅现象区别于短路电爆炸飞溅,也不同于熔池中的飞溅,它是表面张力过渡时引发的特有的飞溅现象。这种飞溅现象尽管与熔滴的短路行为有联系,但毕竟不是由于熔滴的短路直接造成的,而是在电弧重燃时由电弧力的作用引起的。
再引弧飞溅与短路电爆炸飞溅在画面上有时不太好分辨,尤其是拍摄速度不太高时。如图5-80所示的飞溅现象很像是短路电爆炸飞溅,但实际上它是再引弧飞溅,因为激烈的飞溅发生在燃弧之后,是先看到电弧被引燃,而后才看到飞溅过程。由开始电弧被引燃再发展到飞溅,飞溅过程是在电弧形成之后发生,这是再引弧飞溅区别于短路电爆炸飞溅的主要根据。如图5-81所示的飞溅现象也与电爆炸飞溅相似,其实它也应该属于再引弧飞溅。
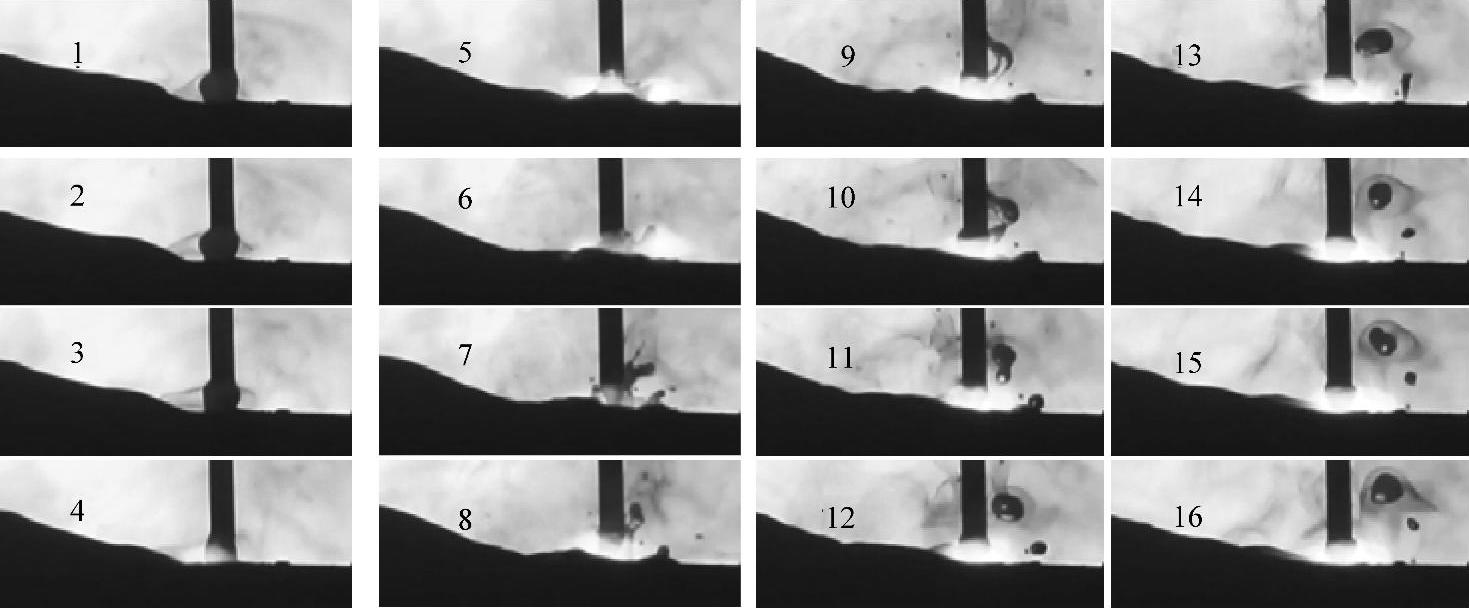
图5-79 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(三)
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
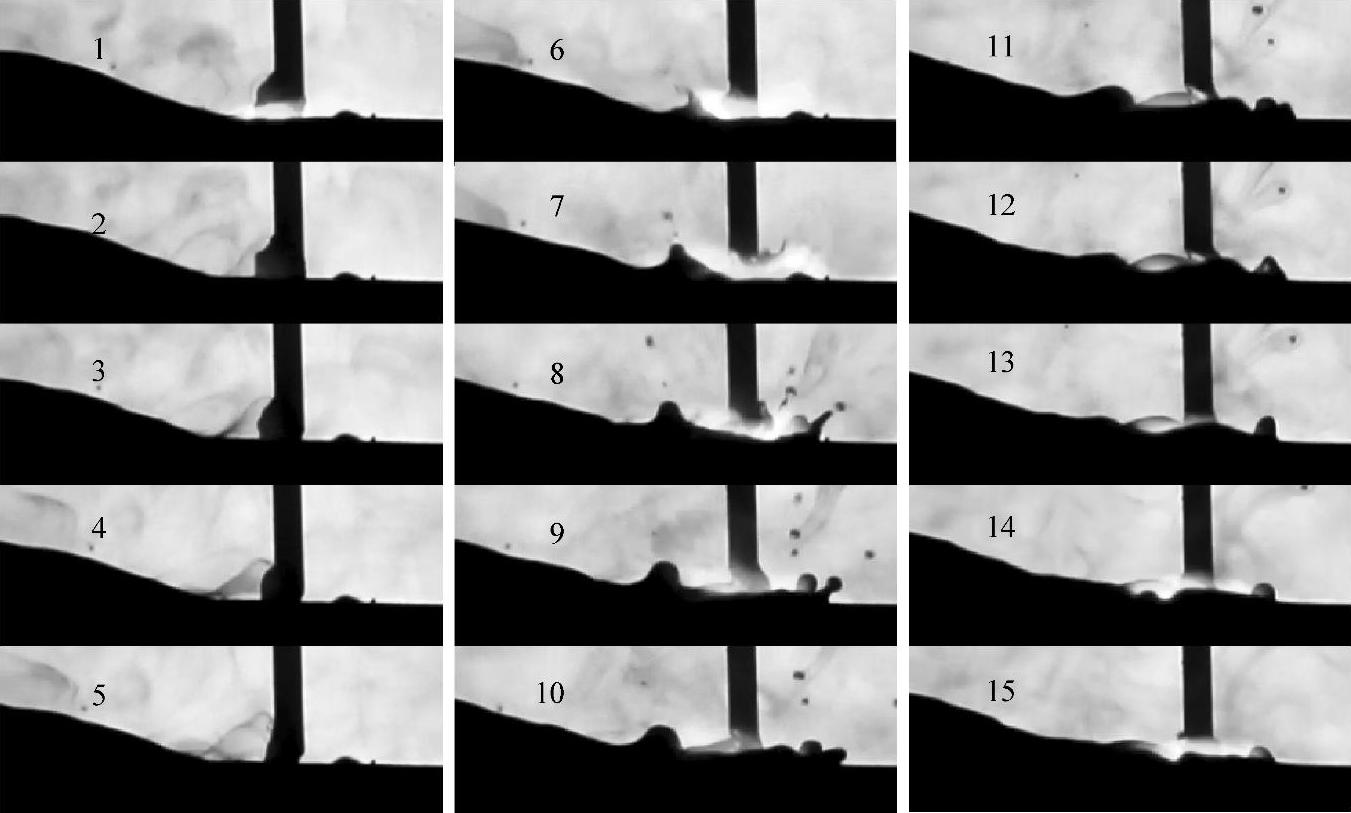
图5-80 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(四)
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
再引弧飞溅与持续短路电爆炸飞溅的区别:首先是两者发生的机理不同,前者是在表面张力过渡后电弧重燃时,由于电弧力的作用而引起的,而短路电爆炸飞溅是由于强大的电磁收缩力和大的短路电流在液桥产生过剩的能量积累的共同作用而产生的;在发生飞溅的时间维度上有差别,前者发生在液体金属过渡已经完成、电弧重燃时,而后者则发生在桥接短路过渡过程中,在短路桥存在的末期、短路过渡即将完成、液桥变得很细的时候;飞溅发生的部位也有所不同,再引弧飞溅源于电弧相对应的熔池金属或焊丝端部的残滴,而短路电爆炸飞溅则源于短路液桥。
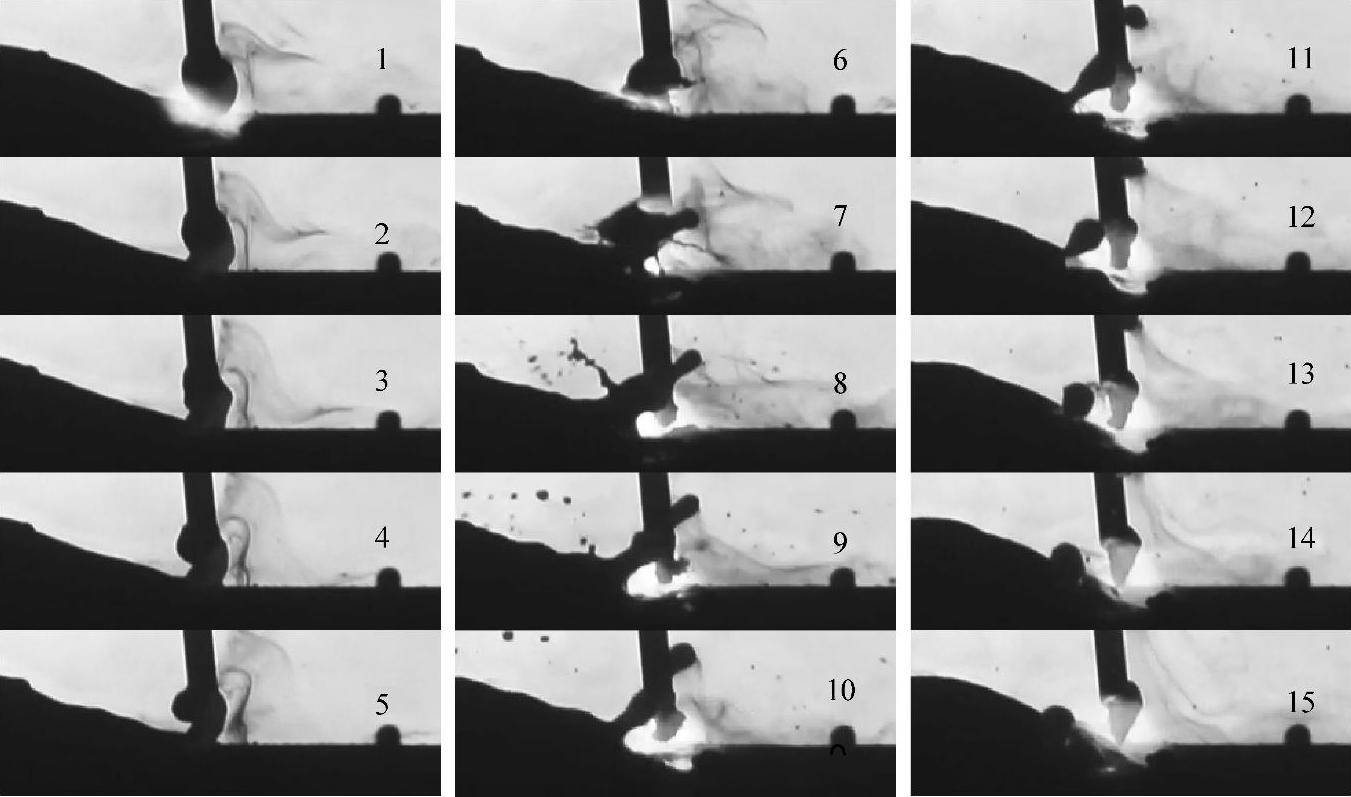
图5-81 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(五)
样品名称:KFX-71药芯焊丝;φ1.2mm;预置焊接参数:21V/60dm/min,直流反接;拍摄速度:1200f/s。
有关焊接材料工艺性的信息化技术的文章

焊接过程中,熔滴阶段进行着强烈的碳的化学反应,生成的CO气体在熔滴的某个部位逸出而引起飞溅,这种飞溅称作气体逸出飞溅。熔滴中气体逸出飞溅现象的本质与熔滴爆炸飞溅是一样的,都是由于熔滴内冶金反应形成的CO气体的逸出而引发的飞溅,区别是其冶金过程进行的激烈程度不同。......
2023-06-30

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

无论是焊条电弧焊还是CO2气体保护焊,短路电爆炸飞溅现象都是主要的飞溅形式。图5-62是实心焊丝样品在CO2气体保护焊时发生激烈的瞬时短路电爆炸飞溅的高速摄影画面。......
2023-06-30

由于尺度为0.1~1.0μm的粒子对人体影响较大,而药芯焊丝CO2气体保护焊时焊接烟尘颗粒直径均分布在0.1~1.0μm之间,因此几乎全部都能被人体吸收[41,42]。焊接时的烟尘是药芯焊丝CO2气体保护焊时重要的电弧物理现象之一。图5-107 药芯焊丝CO2气体保护焊时析出烟尘的现象样品名称:Hobart03.05.08,φ1.2mm;焊接参数:25.5V/150A,直流反接;拍摄速度:2000f/s。......
2023-06-30

图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2023-06-30
图5-94 药芯焊丝CO2气体保护焊时不同焊接参数对飞溅频率的影响注:1、2、3、4表示不同的样品焊丝。药芯焊丝熔滴过渡形态对飞溅的类型和飞溅频次有直接的关系。不同熔滴过渡形态表现出来的主要飞溅形式不相同。由图看出,随着焊接参数的增大,也就是熔滴过渡形态由排斥过渡逐渐向表面张力过渡和细熔滴过渡转变时,熔池飞溅增加了,熔滴气体逸出飞溅和短路电爆炸飞溅减少。......
2023-06-30

如果药芯焊丝CO2气体保护焊时选择的焊接参数不合理,会引起飞溅的增大,导致焊接过程不能稳定进行。然后焊丝发生的爆断,造成焊接过程的不稳定和产生明显的飞溅,其飞溅物并不是熔滴,也不是熔渣的颗粒,而是尚未完全熔化的半熔化状的焊丝。图5-99 药芯焊丝CO2气体保护焊焊接过程不稳定时的飞溅现象样品名称:10SDW10004.03.20,φ1.2mm;预置焊接参数:20V/278A;拍摄速度:2000f/s。......
2023-06-30

药芯焊丝CO2气体保护焊的熔滴过渡形态是药芯焊丝电弧物理现象最主要的特征表现,在第2章阐述了焊条熔滴过渡形态的特征,指出对于一定规格的焊条,由于使用的焊接电流大体上限制在不大的范围内,因此焊条的熔滴过渡形态主要决定于焊条自身的因素,如渣系、药皮组成物成分及物理化学性质、药皮的厚度等。这三种熔滴过渡形态反映了钛型药芯焊丝熔滴过渡的基本情况。......
2023-06-30
相关推荐