焊接过程中,熔滴阶段进行着强烈的碳的化学反应,生成的CO气体在熔滴的某个部位逸出而引起飞溅,这种飞溅称作气体逸出飞溅。熔滴中气体逸出飞溅现象的本质与熔滴爆炸飞溅是一样的,都是由于熔滴内冶金反应形成的CO气体的逸出而引发的飞溅,区别是其冶金过程进行的激烈程度不同。......
2023-06-30
CO2气体保护焊时在熔池阶段同样进行着强烈的碳的氧化反应,生成的CO气体由熔池中强烈逸出,导致熔池沸腾,CO气体强烈逸出往往在熔池表面形成柱状隆起,在液柱的尖端飞离出金属小颗粒,导致熔池中的气体逸出飞溅。
图5-85是一组典型的熔池中气体逸出飞溅的高速摄影照片,可以清楚地看到在熔池中形成柱状隆起,处在液柱尖端的金属颗粒被分离出去。这是熔池中产生气体逸出飞溅最具代表性的例子。图中右面是第5帧照片的放大。关于气体逸出飞溅的概念和产生机理在第2章2.2.3节已做了详细的分析。
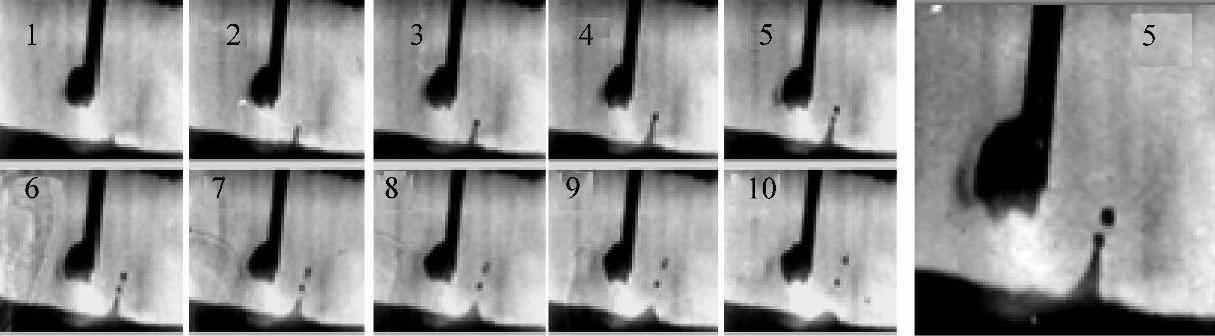
图5-85 药芯焊丝CO2气体保护焊时熔池中气体逸出飞溅的照片
样品名称:3YC50204.07.08.,φ1.2mm;预置焊接参数:28.5V/110A;拍摄速度:3000f/s。

熔池中气体逸出飞溅现象有时是由于熔滴的过渡行为引起的。在图5-86所示的案例中,当熔滴与熔池短路发生电爆炸时(第6~7帧照片),在爆炸力的冲击下,熔池泛起金属颗粒,形成了飞溅,这种飞溅与其说是熔池的飞溅,还不如说是短路电爆炸飞溅的一部分。图5-87显示的是由再引弧引起的熔池飞溅,由图看出,第2~5帧照片发生桥接短路,第6帧照片电弧重燃,接着在电弧力的作用下,熔池金属表面隆起了液柱,形成飞溅(第7~12帧照片)。这种形式的熔池飞溅现象是与熔滴的短路行为过渡相伴发生,无论是在CO2气体保护焊时还是在焊条电弧焊时都十分常见。

图5-86 药芯焊丝CO2气体保护焊时由短路引起熔池飞溅的照片
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:26V/90dm/min,直流反接;拍摄速度:1200f/s。

图5-87 药芯焊丝CO2气体保护焊时由再引弧引起熔池飞溅的照片
样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。
熔池中的飞溅现象在细熔滴过渡时最为常见,实际上它是细熔滴过渡时主要的飞溅形式。图5-88和图5-89所示为CO2气体保护焊细熔滴过渡时熔池中的飞溅现象,可以看出图5-88第8、9帧照片发生了明显的飞溅现象。图5-89和图5-90是细熔滴过渡时发生熔池飞溅现象的单帧照片。

图5-88 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影照片
样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:36V/200dm/min,直流反接;拍摄速度:1200f/s。
有关焊接材料工艺性的信息化技术的文章

焊接过程中,熔滴阶段进行着强烈的碳的化学反应,生成的CO气体在熔滴的某个部位逸出而引起飞溅,这种飞溅称作气体逸出飞溅。熔滴中气体逸出飞溅现象的本质与熔滴爆炸飞溅是一样的,都是由于熔滴内冶金反应形成的CO气体的逸出而引发的飞溅,区别是其冶金过程进行的激烈程度不同。......
2023-06-30

对图5-75所示的现象进行分析可以说明再引弧飞溅产生的机理。在图5-77所示的案例中显示出十分强烈的再引弧飞溅,熔池中大的金属颗粒被排挤出去。再引弧时飞溅大都发生在熔池,但也有可能发生在焊丝端部残留的熔滴金属上。图5-78 药芯焊丝CO2气体保护焊时发生再引弧飞溅的高速摄影照片(二)样品名称:SQJ50药芯焊丝,φ1.2mm;预置焊接参数:25V/60dm/min,直流反接;拍摄速度:1200f/s。......
2023-06-30

表5-7列出了焊条电弧焊和CO2气体保护焊飞溅类型、导因、形成条件及对工艺性的影响。表5-7 焊条电弧焊与CO2气体保护焊飞溅类型、导因、形成条件及对工艺性的影响图5-100 焊条电弧焊和CO2气体保护焊飞溅类型示意图a)短路电爆炸飞溅 b)瞬时短路飞溅 c)再引弧飞溅 d)熔滴的爆炸飞溅 e)熔滴的气体逸出飞溅 f)熔池气体逸出飞溅 g)焊条电弧焊飘离飞溅 h)CO2气体保护焊飘离飞溅 i)细颗粒火花飞溅 j)CO2气体保护焊的熔渣飞溅......
2023-06-30

如果药芯焊丝CO2气体保护焊时选择的焊接参数不合理,会引起飞溅的增大,导致焊接过程不能稳定进行。然后焊丝发生的爆断,造成焊接过程的不稳定和产生明显的飞溅,其飞溅物并不是熔滴,也不是熔渣的颗粒,而是尚未完全熔化的半熔化状的焊丝。图5-99 药芯焊丝CO2气体保护焊焊接过程不稳定时的飞溅现象样品名称:10SDW10004.03.20,φ1.2mm;预置焊接参数:20V/278A;拍摄速度:2000f/s。......
2023-06-30
用外加气体作为电弧介质并保护电弧和补焊区的电弧焊称为气体保护焊。5)CO2气体保护焊焊丝有效利用率可达95%以上,而焊条电弧焊焊条的有效利用率一般为55%,表面缺肉堆焊时最多能达到65%。最适宜半自动CO2气体保护焊操作的焊丝直径是1.2mm,少量焊接时也可采用直径1.6mm的焊丝。CO2气体保护焊需采用必要的措施进行脱氧。......
2023-06-28

基本原理CO2气体保护焊是利用CO2作为保护气体的一种熔化电极气体保护焊焊接方法,简称CO2焊。图6.21锯齿形的横向摆动图6.22弯月形的横向摆动2)引弧及收弧技术半自动CO2气体保护焊常采用短路引弧法。4)定位焊CO2气体保护焊时,热输入比焊条电弧焊时大,这就要求定位焊缝有足够的强度;同时,由于定位焊缝将保留在焊缝中,因此,要求焊工采用与正式焊缝相同的工艺,并且不能有缺陷。......
2023-06-27

图5-91是气体保护焊时钛型药芯焊丝发生飘离飞溅的高速摄影照片,看出在焊丝端部的较大熔滴在电弧力的作用下分离出一个小熔滴,这个小溶滴被推向一侧形成了明显的飘离飞溅。图5-89 药芯焊丝CO2气体保护焊细熔滴过渡时发生熔池飞溅的高速摄影单帧照片(一)样品名称:DW100药芯焊丝,φ1.2mm;预置焊接参数:32V/150dm/min,直流反接。图5-93是12RD507碱性药芯焊丝和RD502钛系药芯焊丝熔滴整体发生飘离飞溅的单帧照片,焊丝直径为φ1.2mm。......
2023-06-30

1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2023-06-26
相关推荐